1 Изобретение относится к металлообработке. Целью изобретения является повышение надежности крепления режущего элемента из сверхтвердого материала за счет улучшения, условий сцепления режущего и промежуточного связующего элементов посредством закрепления армирующих тугоплавких частиц на участке поверхности режущего элемента. На чертеже изображен режущий злемент из сверхтвердого материала закрепляемый в гнезде державки инструмента согласно предлагаемому способу. Режущий инструмент содержит поликристалличе.ский режущий элемент 1 с нанесенным на него метапличес кин покрытием 2, алмазные зерна 3, закрепленные металлическим покрытие 4. Режущий злемент 1 установлен в гнезде державки 5 инструмента. Связующий промежуточный элемент, находяпщйся 6 гнезде державки 5, содержит алмазные зерна 6. Режущий инструмент изготовляют следующим образом. На предварительно металлизированной поверхности режущего элемента 1 закрепляют алмазные зерна 3, например методоЦ гальваностегии Затем на. образовавшздася поверхность наносят второе металлическое покрытие 4, например медь, для улучшения адгезии режущего элемента 1 с припоем. В гнезде державки 5 помещают пр пой, заготовку агревают, в гнездо 42 засыпают алмазные зерна 6 и затем вводят в гнездо режущий элемент 1. Алмазные зерна 6, находящиеся в гнезде державки 5, сцепляясь с алмазными зернами 3, закрепленными на поверхности поликристалла 1, увеличивают прочность крепления поликристалла в гнезде. Пример. Способ крепления режущих элементов используют при изготовлении ножей к концевым фрезам для обработки неметаллических композиционных материалов. Крепление поликристаллов в ножах к фрезам осущестшгяют следукядим образом. На металлизированные поликристаллы АСБ наносят алмазный порошок лев. 100/80 методом гальваностегии с последующим заращиванием слоем никеля толщиной 20 - 30 мкм. После этого поверхность покрывают слоем меди толщиной 10 - 15 мкм. В заготовках многокристальных ножей делали гнезда из условия обеспечения зазора между нерабочей поверхностью поликристалла и поверхностью гнезда в пределах О,1- 0,2 мм. После изготовления гнезд заготовки обезжиривают. Крепление поликристаллов осуществляют припоем ПСР40 на установке ТВЧ. В гнезде ножа помещают припой с флюсом. После нагрева ножа до температуры расг1лавления припоя на поверз ность припоя насьшают алмазный порошок лев 63/50. Сверху в гнездо устанавливают режущий элемент, после чего нож охлаждают.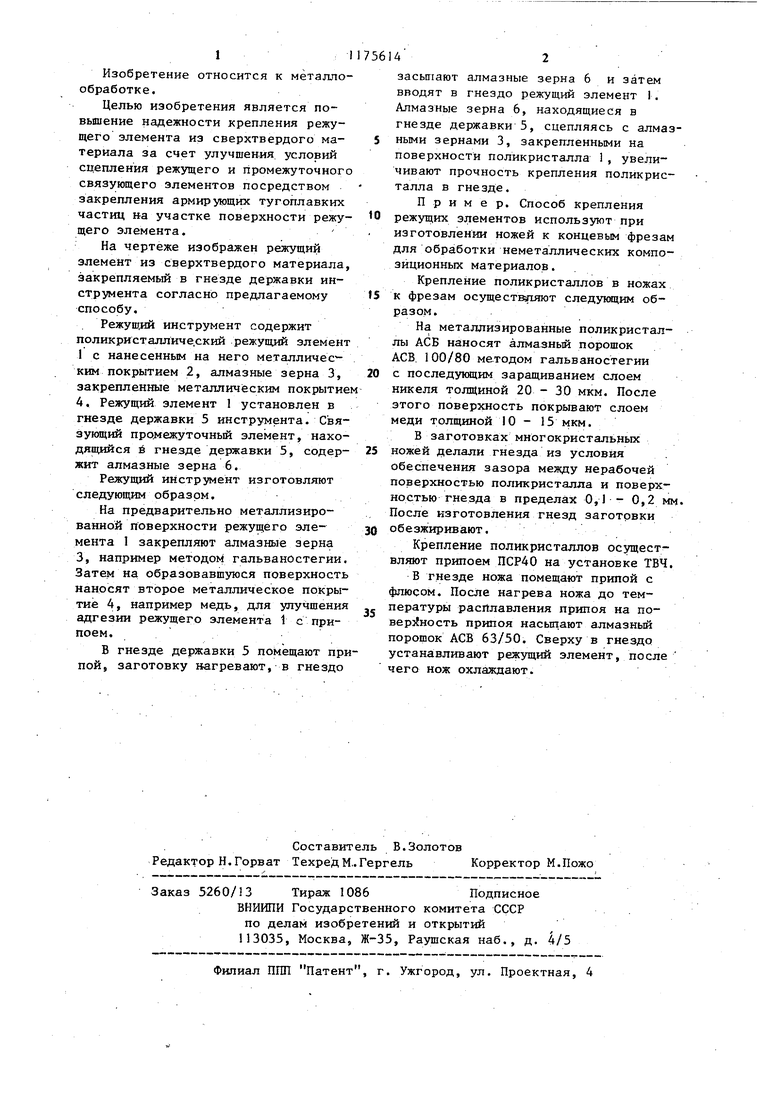
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПОЛУЧЕНИЯ АБРАЗИВНОГО ИНСТРУМЕНТА ИЗ СВЕРХТВЕРДЫХ МАТЕРИАЛОВ | 2010 |
|
RU2457935C2 |
| Способ пайки материалов | 1974 |
|
SU536905A1 |
| Многолезвийный режущий инструмент | 1982 |
|
SU1159776A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ РЕЖУЩИХ ЭЛЕМЕНТОВ ИЗ СВЕРХТВЕРДЫХ МАТЕРИАЛОВ | 2004 |
|
RU2309816C2 |
| КОНСТРУКЦИЯ НЕРАЗЪЕМНОГО СОЕДИНЕНИЯ | 1991 |
|
RU2011488C1 |
| КОМПОЗИЦИОННЫЙ ПРИПОЙ ДЛЯ ПАЙКИ АБРАЗИВНЫХ ИНСТРУМЕНТОВ ИЗ СВЕРХТВЕРДЫХ МАТЕРИАЛОВ | 2014 |
|
RU2588928C1 |
| СПОСОБ ПОЛУЧЕНИЯ ПОЛИКРИСТАЛЛИЧЕСКОГО АЛМАЗСОДЕРЖАЩЕГО МАТЕРИАЛА | 1993 |
|
RU2065834C1 |
| СПОСОБ НАНЕСЕНИЯ ПОКРЫТИЯ НА АЛМАЗЫ | 1994 |
|
RU2090648C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СВЕРХТВЕРДОГО АБРАЗИВНОГО ЭЛЕМЕНТА | 1997 |
|
RU2157334C2 |
| СПОСОБ СОЕДИНЕНИЯ МОНОКРИСТАЛЛА АЛМАЗА С МЕТАЛЛАМИ | 2015 |
|
RU2611254C1 |
СПОСОБ КРЕПЛЕНИЯ РЕЖУЩЕГО ЭЛЕМЕНТА ИЗ СВЕРХТВЕРДОГО МАТЕРИАЛА в гнеаЦе державки инструмента, заключа1 ийся в том, что между державкой и режущим элементом размещают промежуточньй элемент, армированный тугоплавкими частицами, о т л и ч la ю щ и и с я тем, что, с целью .повышения надежности крепления s на нерабочей поверхности режущего элемента закрепляют тугоплавкие частицы. S (Л
| Способ крепления режущего элемента из сверхтвердого материала | 1977 |
|
SU776761A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
| Авторское .свидетельство | |||
| Способ пайки деталей с некапиллярным сборочным зазором | 1977 |
|
SU617195A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
