Изобретение относится к технологии нанесения покрытий из тугоплавких карбидообразующих металлов на абразивные зерна из сверхтвердого материала - природного и искусственного алмаза.
Известен способ нанесения металлических покрытий на алмазные порошки методом газотранспортных реакций в вакууме, например, путем термического разложения карбонильных соединений металлов [1]
К недостаткам данного метода металлизации относятся низкая прочность сцепления покрытия с алмазом, а также токсичность и взрывоопасность используемых компонентов реакционных газовых смесей [2, с 42-43]
Для достижения химической связи поверхности кристалла алмаза с покрытием и повышения его прочностных характеристик используют диффузионный способ металлизации [2 с.46-52; 3] сущность которого заключается в нагреве в вакууме смеси алмазного порошка с мелкодисперсным порошком карбидообразующего металла до температуры, при которой происходит испарение металла с последующим осаждением его на поверхности абразивных частиц.
Однако диффузионный процесс металлизации часто сопровождается не повышением, а понижением механической прочности кристаллов алмаза. Это является следствием того, что диффузия атомов углерода из кристаллической решетки алмаза в формирующуюся пленку покрытия сопровождается ростом числа вакансии в алмазе. Слияние образующихся вакансий в кристалле вызывает появление дополнительных геометрических дефектов концентраторов напряжения, понижающих его прочность.
Следует также отметить, что при изготовлении алмазного инструмента методом порошковой металлургии, высокотемпературный режим пропитки и спекания алмазной части инструмента расплавом меди 1150-1200oC резко снижает прочность сцепления покрытия с алмазом, которая была достигнута в процессе диффузионной металлизации [4] Это связано с тем, что возобновление взаимодействия при высоких температурах между алмазом и ранее сформированным покрытием сопровождается графитизацией поверхности алмаза. Одной из основных причин данного явления служит затруднение диффузии атомов углерода через высокопрочную карбидную прослойку, которая была образована в приконтактной области покрытия с алмазом при диффузионном методе металлизации [5]
Наиболее близким по технической сущности и достигаемому результату к предлагаемому изобретению является способ нанесения покрытия на алмазный порошок путем ионно-плазменного распыления материала покрытия [6, с. 11-14] включающий очистку алмазных зерен перед металлизацией за счет бомбардировки их поверхности ионами газоразрядной плазмы. Совмещения процесса относительно низкотемпературной ионно-плазменной металлизации кристаллов алмаза с очисткой их поверхности от функциональных групп (загрязнений), нейтрализующих ненасыщенные (свободные) валентности поверхностных атомов углерода, дает возможность обеспечения химической связи покрытия с алмазом на атомарном уровне. Следует отметить, что число "разорванных" (ненасыщенных) связей атомов углерода на поверхности алмаза возрастает на ее дефектных участках, так как трещины, выбоины и сколы являются следствием механического разрушения и связаны с местной деструкцией, т.е. химическим разрушением разрывом цепей главных валентностей. Следовательно, степень химической связи покрытия с алмазом должна возрастать с ростом числа дефектностей кристалла. Однако, процесс очистки поверхности алмазных зерен с развитой системой дефектностей методом бомбардировки ионами с целью распыления органических и неорганических загрязнений с последующей откачкой их через вакуумную систему неэффективен. Это связано с тем, что от бомбардировки ионами происходит затенение поверхности трещин, каверн, узлов выхода дислокации, ямок фигур травления и осповидных микроскопических лунок.
Кроме того, для обеспечения очистки и нанесения покрытий на все грани зерна данным способом алмазный порошок должен приводиться в состояние псевдокипения за счет вибрации держателя перемешивателя порошкового материала. Процесс перемешивания также снижает качество очистки порошка ионным травлением.
Указанные недостатки снижают эффективность использования ненасыщенных связей атомов углерода на поверхности алмаза для получения химической связи формирующейся пленки с кристаллом. Это в свою очередь ограничивает возможности повышения работоспособности металлизированных алмазов в инструменте.
Целью изобретения является повышение работоспособности металлизированных алмазов в инструменте.
Достижение указанной цели становится возможным исходя из следующих предпосылок:
Во-первых, для обеспечения прочной связи покрытия с алмазом используется развитая шероховатость поверхности технических алмазов. Материал покрытия в процессе металлизации и изготовления инструмента, заполняя поры, выбоины, трещины, ямки фигур травления и систему осповидных субмикроскопических лунок, увеличивает роль связи, обусловленной когезией металла. При этом для усиления достигнутой прочности сцепления, процесс взаимодействия осаждаемой пленки и поверхности алмаза должен носить хемосорбционный характер, когда соединение на атомарном уровне осуществляется посредством активных центров полярных групп адсорбента и адсорбата (формирующегося покрытия и поверхности алмаза). Для этого процесс осаждения адгезионно-активных к углероду веществ на алмазные зерна должен осуществляться при температурах, вызывающих десорбцию с поверхности алмаза функциональных групп (H2O, CO, CO3 и т.д.), нейтрализующих свободные валентности углерода. Следовательно, в цикле металлизации, перед распылением материала покрытия, необходим подогрев алмазных зерен до температуры не менее той, которой соответствует максимум десорбции адсорбированного слоя с их поверхности.
Во-вторых, в процессе формирования покрытия следует исключить возможность образования сплошной высокопрочной карбидной прослойки между поверхностью алмаза и металлической пленкой. Такая прослойка, как отмечалось выше, становится причиной резкого снижения прочности сцепления покрытия с кристаллом при изготовлении инструмента. Кроме этого, при высокотемпературном режиме изготовления инструмента, наличие сплошной высокопрочной карбидной прослойки повышает вероятность разрушения и частичного отслоения пленки от алмаза из-за различия их коэффициентов термического расширения, несоответствия параметров их кристаллических решеток.
В силу изложенного, предпочтительнее формирование покрытия с островковой системой химической связи. Следовательно, для исключения возможности образования сплошной карбидной пленки, верхний предел температуры металлизации должен быть ограничен температурой начала интенсивного химического взаимодействия. материала покрытия с алмазом.
В третьих, известно, что при пропитке расплавом меди и спекании алмазоносной части инструмента на основе порошков карбида вольфрама и кобальта происходит выделение мелкодисперсного графита в околозеренной части связки за счет растворения поверхности алмаза [7] Обогащение связки углеродом при изготовлении инструмента может усиленно происходить и в результате графитизации алмаза. Но, как известно [8] наличие в спеченных твердых сплавах свободного углерода (графита) снижает их прочностные характеристики. Особенно это сказывается при циклических испытаниях: пластины графита, являясь концентраторами напряжений, снижают сопротивляемость сплава усталостному разрушению.
Для сохранения способности приконтактной зоны матрицы с алмазным зерном противостоять усталостному разрушению при эксплуатации инструмента следует исключить возможность обогащения связки графитом. Следовательно, материал покрытия должен обладать достаточной химической активностью к углероду, позволяющей вступать во взаимодействие с ним уже при температурах начала графитизации алмаза и растворения алмаза пропиточным материалом. Данное требование обусловлено и тем, что при высокотемпературном режима изготовления алмазного инструмента методом порошковой металлургии, процесс графитизации проходит наиболее интенсивно на дефектных участках. Это сопровождается увеличением размеров микротрещин, а порой и появлением новых дефектностей. В силу этого, химическая активность материала покрытия должна обеспечить ему возможность проникновения в поры и трещины с одновременным вступлением во взаимодействие с углеродом при температурах, вызывающих графитизацию алмаза. Заполнение пор и микротрещин материалом покрытия и продуктами его взаимодействия с углеродом (карбидами) будет способствовать повышению прочностных характеристик дефектных алмазов в готовом инструменте, следовательно, и улучшению работоспособности инструмента.
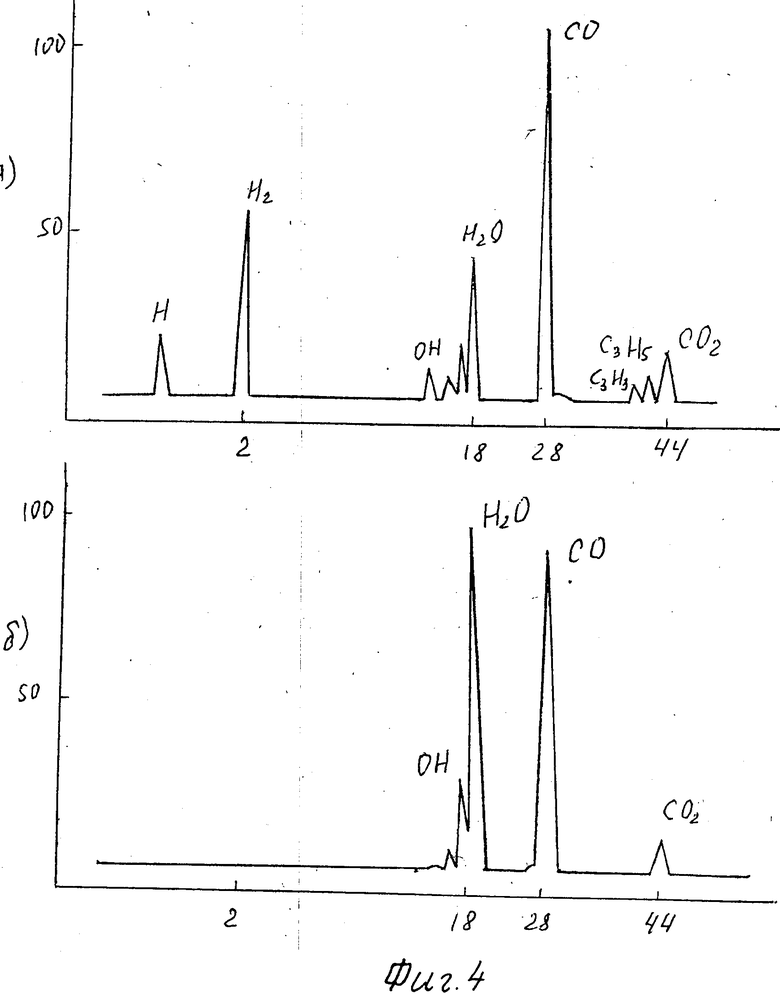
Пример 1. Методом программированной термодесорбции (ПТД) определили состав адсорбированного слоя на поверхности поликристаллических синтетических алмазов марки АРС-3 (фиг. 1,а). Наибольшее количество в адсорбированном слое составляет H2O.
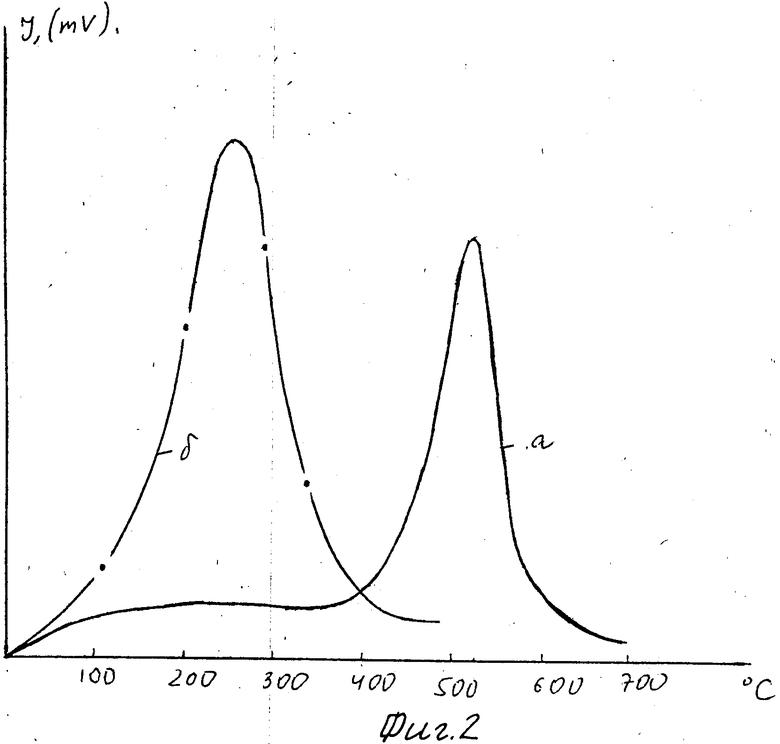
Указанным методом (ПТД) определили и температуру максимума десорбции воды с поверхности алмазов (фиг. 2,а). Она составляет 500oC. Полученную температуру можно снизить за счет ослабления связи адсорбированного слоя с поверхностью алмаза. Для этой цели поликристаллические синтетические алмазы обрабатывались в кипящей соляной кислоте с последующей промывкой в дистиллированной воде и сушкой в сушильном шкафу при 120oC.
После химической очистки на поверхности алмазов адсорбируется из атмосферы H2O и CO (фиг. 1,б), а температура десорбции воды снижается до 250oC (фиг. 2,б).
По данным работы [9] изменение веса пробы порошка синтетических алмазов марки АСР при нагреве наступает с 695oC. Но, как отмечают авторы работы [10] склонность алмаза к графитизации уже при 700oC и более значительно ухудшает свойства композиций, изменяет условия смачиваемости поверхности частиц расплавом матрицы и влияет на величину и характер прочности связи на границе раздела матрица-алмаз. Следовательно, для повышения эффективности использования синтетических алмазных зерен в абразивном инструменте желательно их металлизировать титаном. Это обусловлено, тем, что химическая активность титана к углероду позволяет ему вступать во взаимодействие с алмазом при начальных температурах графитизации синтетических алмазов 700oC [11]
На химически очищенные поверхности поликристаллических синтетических спеков конусной формы наносили титан. Перед началом металлизации спеки нагревали в рабочей вакуумной камере до температуры 300oC. Для генерации потока осаждаемых частиц на основе эрозии электрода из распыляемого материала в вакуумном разряде применяли магнетронные распылительные головки. Их отличительной особенностью является наличие кольцеобразной замкнутой зоны скрещенных неоднородных электрического и магнитного полей, локализующих разрядную плазму в прикатодной области.
В процессе металлизации температура поликристаллических синтетических спеков поднялась до 370oC. Это является следствием бомбардировки их поверхности ионами газоразрядной плазмы осаждаемыми частицами распыленного металла и нагрева их излучением от распыляемого электрода.
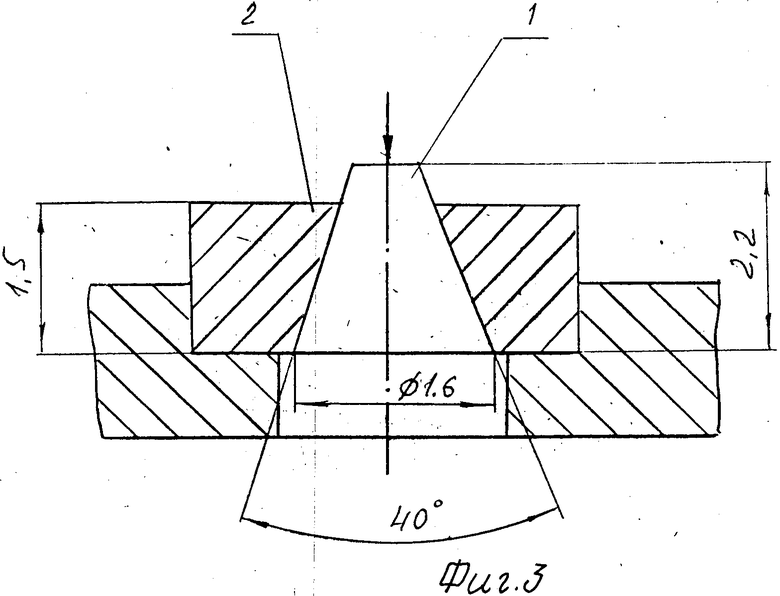
По технологии изготовления алмазного породоразрущающего инструмента методом порошковой металлургии были подготовлены три партии экспериментальных образцов, состоящих (фиг. 3) из поликристаллических синтетических спеков 1, спеченных с матрицей 2: а) с неметаллизированными спеками; б) с мателлизированными, поверхность которых предварительно была очищена ионным травлением; в) с металлизированными, с поверхности которых удалялся адсорбированный слой нагревом до 300oC.
Образцы испытывались на выдавливание спека 1 из матрицы под воздействием циклических нагрузок, близких к синусоидальным с частотой 5 Гц, при среднем усилии нагружения 50 H и амплитуде циклической составляющей, равной 20 H. Сравнительные испытания образцов показали, что спеки без покрытия в образце выдерживают в среднем 2410 циклов, с покрытием, поверхность которых была очищена перед металлизацией ионным травлением 2635, а спеки, которые нагревались перед металлизацией до 300oC 2970.
Пример 2. Пять партий из шести химически очищенных поликристаллических синтетических алмазов марки АРС-3, зернистостью 1600/2000 были металлизированы титаном с использованием магнетронных распылительных головок. Партии были металлизированы на режимах, отличающихся температурой подогрева в вакуумной камере до распыления материала покрытия. Эта температура составляла соответственно 250, 400, 550, 700 и 850oC. В процессе металлизации температура их поднималась выше начальной в среднем на 50-60oC.
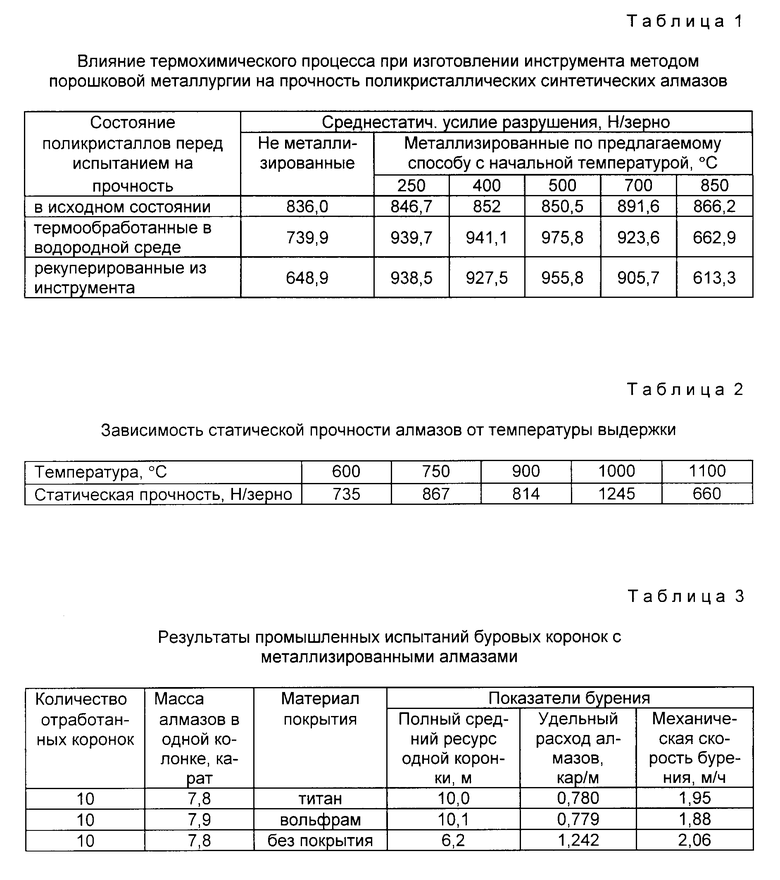
После нанесения покрытия алмазные зерна в каждой партии делили на три равные части. Первая часть использовалась в исходном состоянии. Вторая часть пропускалась через камерную водородную печь, работающую в режиме пропитки и спекания алмазоносной части породоразрушающего инструмента. Третья часть была использована для оснащения буровых коронок с последующим извлечением поликристаллов из матрицы инструмента методом химической рекуперации. Далее алмазные зерна подвергались разрушению при одноосном статическом сжатии между двумя твердосплавными пластинами. Результаты испытаний приведены в таблице 1.
Результаты испытаний показывают, что при изготовлении инструмента существенно меняются прочностные свойства поликристаллов. Падение прочности неметаллизированных синтетических алмазов объясняется их графитизацией под воздействием высокой температуры пропитки и спекания алмазоносной части инструмента.
Покрытие, нанесенное в интервала температур 250-700oC, способствует повышению прочностных характеристик поликристаллов. Это является следствием химического взаимодействия титана с графитизирующейся частью алмаза и заполнением пор и микротрещин образующимися карбидами.
При изготовлении инструмента идет процесс обратного разупрочнения поликристаллических синтетических алмазов, металлизированных в интервале температур 850-900oC. Это связано с предварительным формированием карбидной пленки на поверхности поликристаллов в процессе металлизации. Возобновление химического взаимодействия карбидной пленки с поликристаллом приводит к углублению пор, микротрещин и узлов дислокации в глубь алмаза, сопровождающееся его разупрочнением.
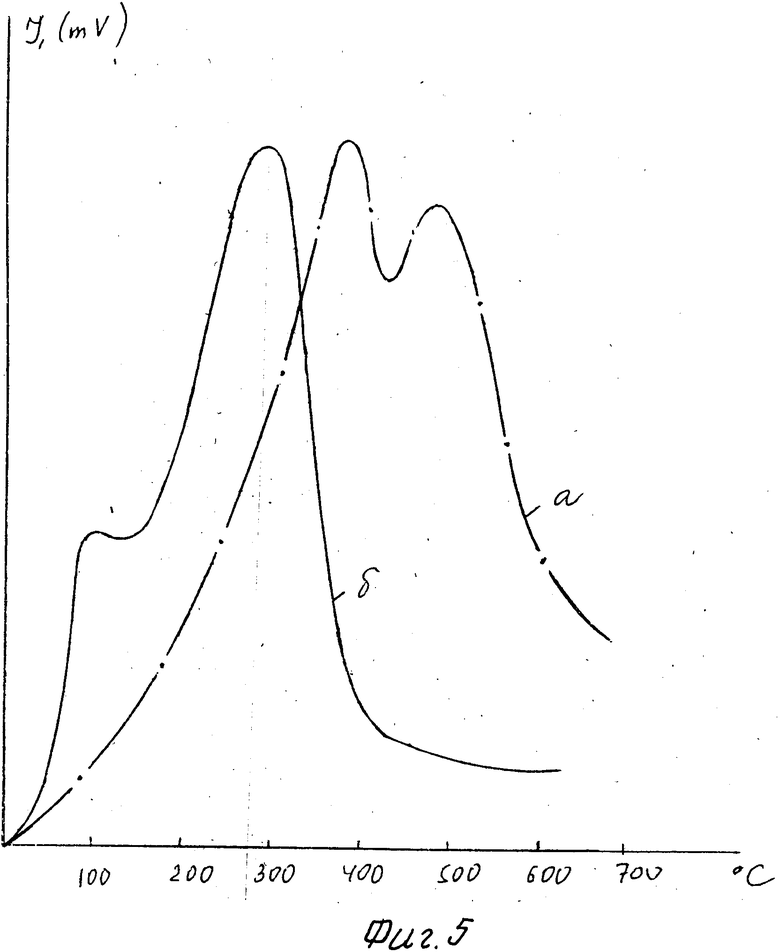
Пример 3. Методом ПТД определили состав адсорбированного слоя на поверхности дробленных природных алмазов XV группы, подгруппы "а-5", типа 4 (фиг. 4, а). Данным методом определили и температуру максимума десорбции CO с их поверхности. Она составляет 500oC (фиг.5, а).
Для ослабления связи адсорбированного слоя с поверхностью природного алмаза проводили химическую очистку кристаллов. Обезжиривание проводилось в кипящем химически чистом толуоле с последующей промывкой в проточной и дистиллированной воде. Водонерастворимые жиры удалялись в кипящей смеси 25% раствора щелочи NaOH с перекисью водорода в соотношении 4:1 с последующей промывкой в дистиллированной воде и сушкой в сушильном шкафу при 120oC.
После химической очистки на поверхности природных алмазов адсорбирует из атмосферы H2O и CO (фиг. 4, б), у которых температура максимума десорбции снижается до 300oC (фиг. 5, б).
Для определения температуры начала графитизации производили двухчасовую выдержку кристаллов алмаза данной группы при температурах 600, 750, 900, 1000 и 1100oC в вакуумной печи при остаточном давлении 0,01-0,02 Па. Термостойкость алмазов оценивали по изменению статической прочности. Результаты испытаний термообработанных кристаллов на прочность при статическом сжатии приведены в таблице 2.
Выдержка при температурах до 900oC включительно не приводит к изменениям прочности; выдержка при 1000oC существенно повышает прочность, а при 1100oC наблюдается резкое снижение прочности.
Полученные данные позволяют утверждать, что в интервале температуры 900-1000oC происходит релаксация внутренних напряжений, т.е. структурные изменения на дефектных участках способствуют снятию пиков напряжений. При температурах выше 1000oC процесс "повреждения" природного алмаза в результате его графитизации опережает процесс релаксации. Об этом свидетельствует и тот факт что при 1000oC на кристаллах алмаза начитает появляться черный налет, который становиться сплошным при 1100oC.
Для достижения надежной прочности сцепления покрытия с алмазом в процессе металлизации наиболее широкое применение нашли адгезионно-активные карбидообразующие металлы: титан, ванадий, молибден, вольфрам, хром, тантал. Температура начала их химического взаимодействия с алмазом находится в пределах 700-900oC [2, с.70-79] Следовательно, с точки зрения исключения возможности обогащения околозеренной части матрицы углеродом, каждый из этих материалов может быть использован в качестве материалов покрытия. Нами были выбраны титан и вольфрам. Высокая активность титана к углероду обеспечивает возможность проникновения в поры и микротрещины алмазных зерен при изготовлении инструмента. Химическая активность вольфрама к углероду ниже. Однако, образование карбидов вольфрама в процессе его взаимодействия с графитизирующейся частью алмаза, в наибольшей степени способствует сохранению стехиометрии связки М50, используемой в породоразрушающих инструментах. Как известно, в основу данной связки заложены порошки карбида вольфрама и кобальта.
Из трех партий природных алмазов XV группы, подгруппы "а-5", типа 4 зернистостью 50-30 шт/карат были металлизированы две, предварительно подвергнутые химической очистке. С использованием магнетронных распылительных головок наносили на одну партию титан, на вторую вольфрам. Перед нанесением покрытия, каждая партия подогревалась в рабочей вакуумной камере до 350oC. В процессе металлизации температура поднималась до 400oC.
Для определения влияния металлизации алмазных зерен на работоспособность инструмента были изготовлены опытные партии однослойных буровых коронок. Результаты их испытания в условиях ПГО "Севзапгеология" приведены в таблице 3.
Как показали результаты испытаний, металлизация позволяет увеличить ресурс буровых коронок в 1,6 раза. При этом удельный расход алмазов на один пробуренный метр снижается на 37%
Литература
1. Авт. свид. N 414052 СССР, кл. C 23 C 11/02. Способ получения металлизированных алмазов// Б.А.Геневарская, А.А.Уэльский, В.Г.Сыркин// Открытия. Изобретения-1974.-N 5.-С. 40.
2. Прочность алмазометаллического контакта и пайка алмазов //Найдич Ю.В. Уманский В.П.Лавриненко И.А. Киев: Наук.думка, 1988.-136 с.
3. Авт.свид. N 507434, кл. B 24 D 3/34. Шихта для упрочнения алмазов /С. А. Клевцур, А. И. Кросовский, В.И. Спицын и др.// Открытия. Изобретения - 1976. N 11. С. 42.
4. Найдич Ю. В. Уманский В.П.Лавриненко И.А. Исследование адгезионных свойств хромовых покрытий на поверхности алмаза и графита // Алмазы и сверхтвердые материалы. 1980. N 12.С.1-4.
5. Найдич Ю. В. Уманский В.П.Лавриненко И.А. Исследование прочности сцепления алмаза с металлом //Сверхтвердые материалы. 1984, N 6. С. 19-23.
6. Металлизация алмазов для буровых коронок /С.А. Ашинов, З.Ж. Беров, Н. И. Корнилов и др. М. 1989. 27 с.
7. Дуда Т. М. Взаимодействие на границах контакта алмаз-покрытие-связка//Сверхтвердые материалы. 1986. N 5. С. 30-33.
8. Трощенко В.Г.Александрова Л.И.Лошак М.Г. Влияние технологических факторов на прочность и долговечность твердых сплавов//Порошковая металлургия. 1970. N 9.-С. 40-45.
9. Прохоров Е.М. Комаров А.М. Термохимическое разрушение алмазов марки АСР//Алмазы. 1972. N 10.-С. 1-3.
10. Кислый П. С. Кушталова И.П. Стасюк Л.Ф. Кизиков Э.Д. Формирование структуры алмазосодержащих композиционных материалов под давлением //Сверхтвердые материалы. 1984. N 1.-С. 14-18.
11. Гришачев В. Ф.Маслов В.П.Весна В.Т. и др. Нанесение титановых покрытий на алмазы из газовой фазы//Алмазы и сверхтвердые материалы. 1981. N 7. -С. 1-3.
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ НАНЕСЕНИЯ ПОКРЫТИЙ НА АЛМАЗНЫЕ ПОРОШКИ | 2010 |
|
RU2426623C1 |
| СПОСОБ ОПРЕДЕЛЕНИЯ КОНТАКТНОЙ ТЕМПЕРАТУРЫ И ХАРАКТЕРА ЕЕ РАСПРЕДЕЛЕНИЯ В РЕЖУЩИХ ИНСТРУМЕНТАХ | 2003 |
|
RU2248537C1 |
| СПОСОБ ЭЛЕКТРОХИМИЧЕСКОЙ ОБРАБОТКИ ИЗДЕЛИЙ | 1991 |
|
RU2034937C1 |
| УСТРОЙСТВО ДЛЯ ИЗБИРАТЕЛЬНОГО ИЗМЕЛЬЧЕНИЯ И ИСПЫТАНИЯ ТВЕРДЫХ ХРУПКИХ МАТЕРИАЛОВ | 2001 |
|
RU2209121C2 |
| СПОСОБ СОЕДИНЕНИЯ МОНОКРИСТАЛЛА АЛМАЗА С МЕТАЛЛАМИ | 2015 |
|
RU2611254C1 |
| Способ получения композиционной алмазосодержащей матрицы с повышенным алмазоудержанием на основе твердосплавных порошковых смесей | 2015 |
|
RU2607393C1 |
| СПОСОБ ПОЛУЧЕНИЯ АЛМАЗНЫХ ЧАСТИЦ, СПОСОБ ПОЛУЧЕНИЯ АЛМАЗНЫХ КРИСТАЛЛОВ И СПОСОБ ПОЛУЧЕНИЯ СОДЕРЖАЩИХ АЛМАЗНЫЕ ЧАСТИЦЫ ЗАГОТОВОК | 2001 |
|
RU2223220C2 |
| СПОСОБ МЕТАЛЛИЗАЦИИ АЛМАЗА ПРИ СПЕКАНИИ С ПРОПИТКОЙ МЕДЬЮ АЛМАЗОСОДЕРЖАЩЕЙ ТВЕРДОСПЛАВНОЙ МАТРИЦЫ | 2017 |
|
RU2633861C1 |
| Способ изготовления алмазного инструмента | 2015 |
|
RU2611633C2 |
| Способ изготовления алмазных поликристаллических элементов | 1991 |
|
SU1792928A1 |
Способ нанесения покрытия на алмазы осуществляется распылением материала покрытия в вакуумной камере при температурах, нижний предел которых ограничен температурой максимума десорбции адсорбционного слоя с поверхности алмаза, а верхний - температурой начала химического взаимодействия материала покрытия с алмазом. 1 з.п. ф-лы, 3 табл., 5 ил.
| Ашинов С.А | |||
| и др | |||
| Металлизация алмазов для буровых коронок | |||
| Механизм для сообщения поршню рабочего цилиндра возвратно-поступательного движения | 1918 |
|
SU1989A1 |
