Изобретение относится к литейном производству, в частности к литейным формам для получения отливок, нпример постоянных магнитов, турбинных лопаток, имеющих столбчатую структуру, и может быть использовано в машиностроительной и других отраслях, связанных с литьем.
Цель изобретения - снижение расхода рабочего сплава и повышение вы хода годного путем повьппения зффективности работы прибыли.
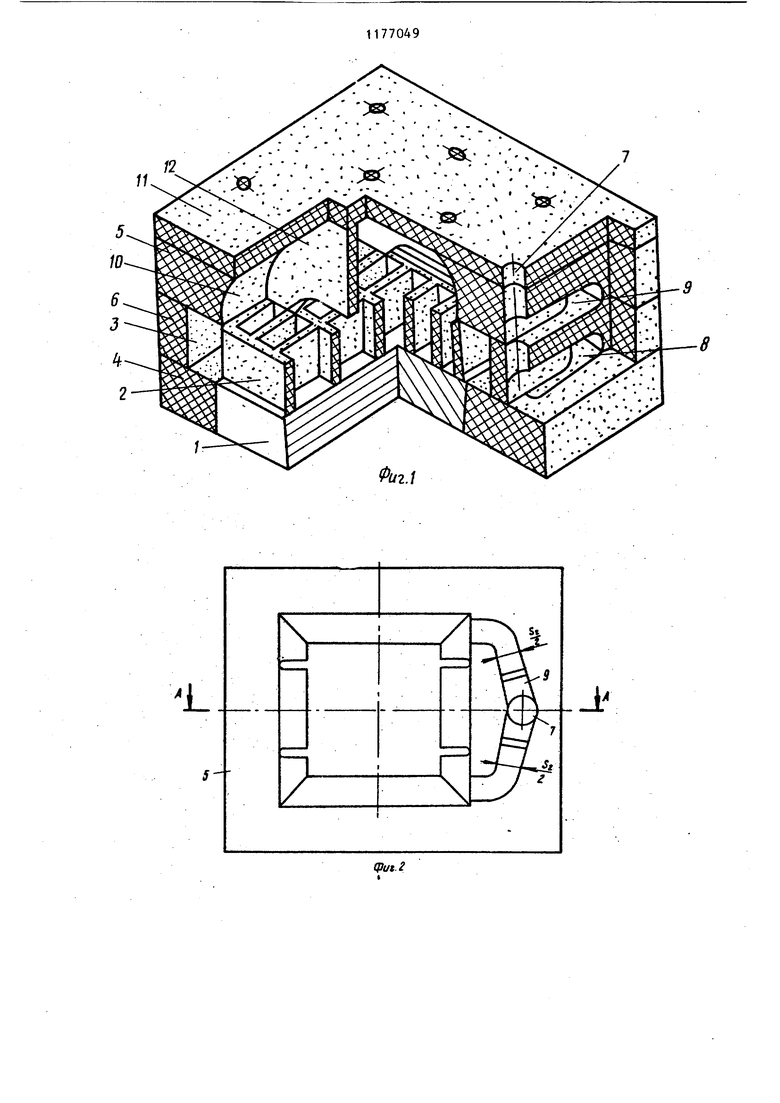
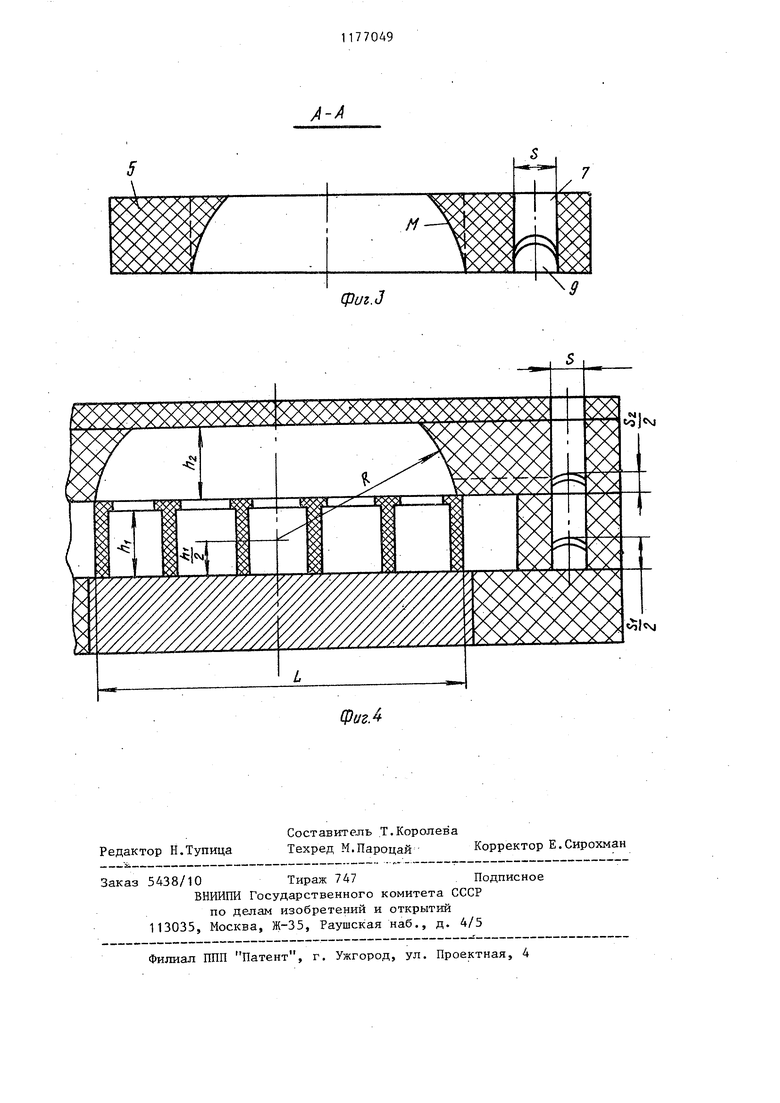
На фиг. 1 представлена схема литейной формы, разрез; на фиг. 2 прибыльная рамка в свету, вид снизу; на фиг. 3 - разрез А-А на фиг. 2; на фиг. 4 - литейная форма, сечение.
Литейная форма состоит из холодильника 1, вьшолненного в виде стальной плиты, рабочей полости 2, выполненной в виде сотовых ячеек, установленных на холодильнике, вспо могательной полости 3, оформленной рабочей полостью, рамкой 4 холодиль ника, прибыльной рамкой 5 и внешней рамкой 6, в которой выполнены заливочный стояк и два горизонтальных нижних питателя, суммарное сечение которых равно 1,2-1,4 сечения заливочного стояка 7, соединяющего нижние питатели 8 с двумя верхними питателями 9, расположенными в прибыпной рамке 5, причем суммарное сечение верхних питателей составляет 1-1,2 от сечения заливочного стояка
Прибыльная полость 10 оформлена крьшпсой 11 и прибьшьной рамкой 5, в которой внутренние боковые поверхности образованы частью цилиндричес кой поверхности радиусом, равным половине линейного размера рабочей полости в свету, описанным из ее геометрического центра.
Для- выхода газа в крьшпсе вьшолиены вентиляционные каналы (не обозначены).
Рабочая полость от всплывания удерживается пластинами 12. Элементы литейной формы, обозначенные позициями 2, 4, 6, 3, 11 и 12, представляют собой сухие.песчаные стержни.
Заполнение формы металлом происходит следующим образом.
Заливаемый металл через заливочный стояк 7, нижние питатели 8 заполняет вспомогательную полость 3, обогревает боковые стенки рабочей полости 2, создавая однонаправленный теплоотвод.
Большее суммарное сечение нижних питателей 8, чем сечение заливочного стояка 7, предотвращает преждевременное попадание рабочего сплава в верхние питатели 9 до полного заполнения вспомогательной полости 3, образование в рабочей полости корольков и размывание стенок рабочей полости.
После заполнения вспомогательной полости 3 рабочий сплав через питатели 8 прогревает стенки верхних питателей 9 и кватчайшим путем, подвергаясь незначительному охлаждению, попадает в прибыльную полость 10.
Применение двухъярусной расширяющейся книзу литниковой системы позволяет заполнить форму без образования корольков и размьтания тонких стенок рабочей полости, при этом прибыльная полость заполняется перегретым рабочим сплавом непосредственно из заливочного стояка и создает положительный градиент температуры, необходимый для роста столбчатых кристаллов.
Выполнение боковых стенок прибыльной полости цилиндрическими поверхностями, каждая из которых образована частью цилиндрической поверхности радиусом, равным половине линейного размера рабочей полости в свету, описанным из ее геометрического центра, позволяет уменьшить площадь соприкосновения жидкого рабочего сплава с холодными поверхностями прибьшьной полости, т.е. снизить охлаждение жидкого рабочего сплава.
Предлагаемая литейная форма, по сравнению с известной литейной формой, позволяет на каждой плавке сэкономить 6-8 кг.,дорогостоящего сплава в зависимости от типоразмера магнитов и получить экономический эффект 60 тыс.руб. в год.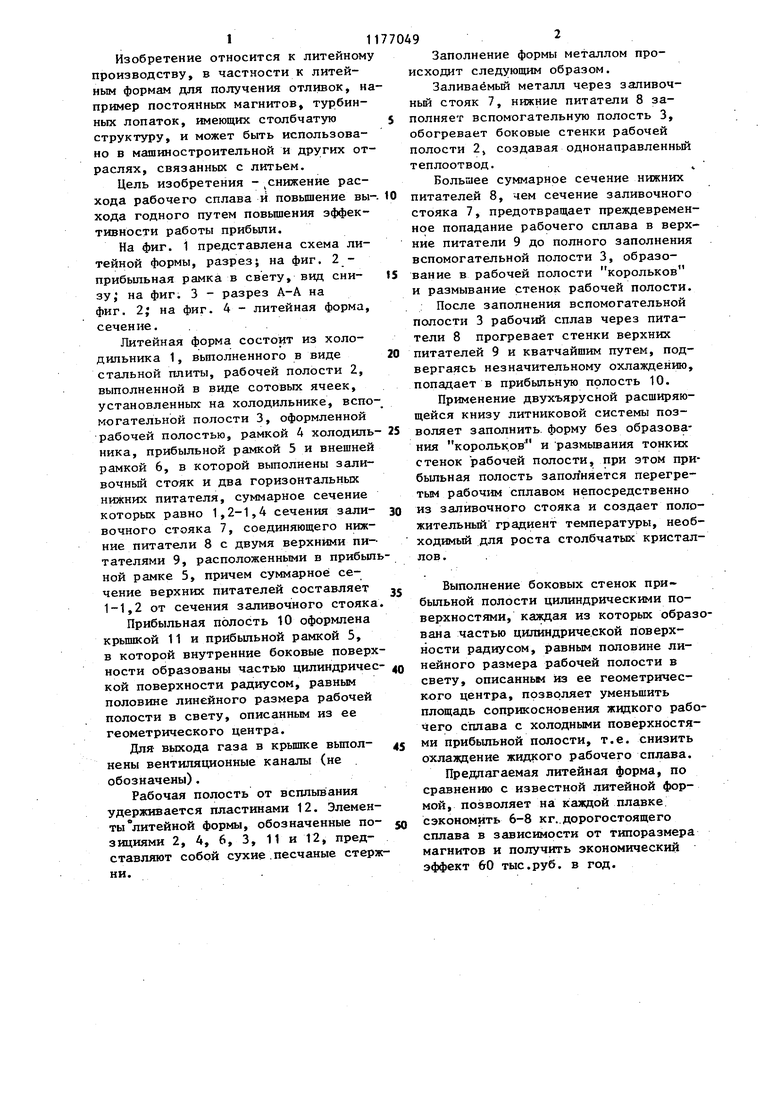
| название | год | авторы | номер документа |
|---|---|---|---|
| Литейная форма для получения отливок направленной кристаллизацией | 1986 |
|
SU1340896A1 |
| Литейная форма для получения отливок направленной кристаллизацией | 1990 |
|
SU1770069A1 |
| Литейная форма для получения отливок направленной кристаллизацией | 1984 |
|
SU1337185A1 |
| Литейная стопочная форма | 1978 |
|
SU740393A1 |
| Литейная форма для получения отливок направленной кристаллизацией | 1982 |
|
SU1063537A1 |
| Устройство для получения литых многополюсных магнитов | 1987 |
|
SU1454570A1 |
| Литейная форма для изготовления отливок направленным затвердеванием | 1984 |
|
SU1219244A1 |
| Литейная форма для получения отливок направленной кристаллизацией | 1987 |
|
SU1528615A1 |
| Устройство для получения отливок магнитов | 1983 |
|
SU1168329A1 |
| КОКИЛЬ ДЛЯ ЛИТЬЯ ЛОПАСТЕЙ КОРАБЕЛЬНЫХ ГРЕБНЫХ ВИНТОВ ИЗ ТИТАНОВЫХ СПЛАВОВ | 2014 |
|
RU2602314C2 |
1. ЛИТЕЙНАЯ ФОРМА ДЛЯ ПОЛУЧЕНИЯ - ОТЛИВОК НАПРАВЛЕННОЙ КРИСТАЛЛИЗАЦИЕЙ, содержащая внутреннюю часть в виде сотовых ячеек, установленных на холодильнике и образующих рабочие полости, наружный кожух под вспомогательную полость для обогревающего металла, расположенную по периметру внутренней части, прибыльную полость над сотовыми ячейками, ограниченную боковой поверхностью из четырех участков, сопряженных по углам, и .плоской поверхностью сверху, и литниковую систему в виде заливочного стояка, сообщенного нижними питателями со вспомогательной полостью, о тличающаяся тем, что, с целью снижения расхода рабочего сплава и повышения выхода годного путем повышения эффективности работы прибыли, каждый участок боковой поверхности прибыльной полости образован частью цилиндрической поверхности радиусом, равным половине линейного размера внутренней части в свету, с центром, совпадающим с геометрическим центром внутренней части. с S 2. Форма по п.1, отличающаяся тем, что литниковая система (Л выполнена дополнительно с верхними питателями, сообщенными с прибыльной полостью при отношении суммарной площади поперечного сечения верхних и нижних питателей к площади поперечного сечения заливочного стояка соответственно 1,0-1,2 и 1,2-1,4. 
фиг.З
Фиг.4
| Авторское свидетельство СССР ,№ 740403, кл | |||
| Машина для добывания торфа и т.п. | 1922 |
|
SU22A1 |
