Изобретение относится к области литья деталей, в частности к получению отливок постоянных магнитов.
Цепь изобретения - экономия материалов и иовьппение производительности труда.
На чертеже схематически изображено предложенное устройство в вертикальном сечении.
Устройство содержит огнеупорную форму, которая может быть вьшолнена комбинированной. Внутренняя часть 1 может быть изготовлена, например, керамической по выплавляемым моделям и наружная часть 2 - из огнеупокого наполнителя.
Внутренняя часть 1 формы содержит боковой заливочный стояк 3, сообщающийся с горизонтальной прибьш ной полостью 4, относительно которо симметрично расположены перфорированная пластина 5, полости отливок 6, перфорированная пластина 7, полости отливок 8 и холодильники 9 и 10 нижнего и верхнего слоев.
Устройство работает следующим образом.
Предварительно нагретая до 1300+5°С литейная форма устанавливается на холодильник 9, затем на . нее устанавливается второй холодильник 10. Расплав заливают в форму 1 через боковой стояк 3, из которого он попадает в прибыпьную полость 4. Задерживаясь на доли секунды перфорированной пластиной 5, поток стабилизируется и тонкими струйками попадает в нижние полости отливок, постепенно заполняя их. После заполнения полостей 6 начинает заполняться прибьшьная полость 4. После ее заполнения начинают через перфорированную пластину 7 заполняться верхние полости.
Были проведены эксперименты по проверке работоспособности устройства при следующих условиях: магнитотвердый материал ЮН15ДК25БА,ЮНДК35Т5БА размер полости отливки 135 х 24 х X 28 мм, направление кристаллической текстуры по размеру 28 мм, температура предварительного подогреба формы 1300+5°С, температура заливаемого расплава 1720+5 0, толщина дна полости отливки 1-1,3 мм, толщина остальных стенок формы 5 мм, количество полостей отливок в форме 12 шт., общий объем полостей отливок 1089 см, объем прибьтьной полости изменяется в пределах (0,75 - 1,65) от объема полостей отливок.
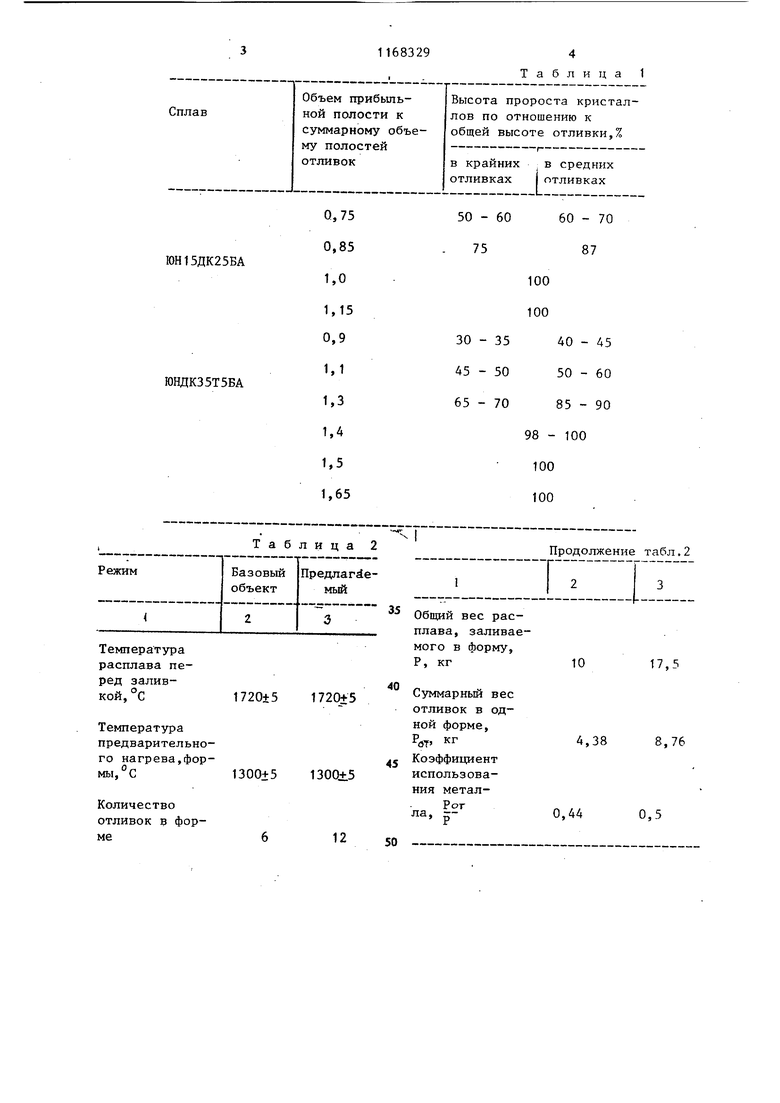
Результаты испытаний приведены в табл. 1.
Из таблицы видно, что для сплава ЮН15ДК25БА для гарантированного пророста кристаллов по всей высоте отливки объем расплава в прибыльной полости должен быть не меньше, чем суммарный объем отливок в форме. Для сплава ЮНДК35Т5БА это соотношение должно быть не менее 1,5.
За базовый объект взято устройство для получения магнитов ВЕЛ.610.10 Магнит имеет размеры 135 х 24 х 28мм направление кристаллической текстуры по размеру 28. Литейная форма выполнена по выплавляемым моделям. Отливки изготовливались из сплава ЮН15ДК25БА. В общей сложности было проведено одиннадцать плавок. Основные технологические режимы и параметры приведены в табл. 2.
Производительность труда при использовании предлагаемого устройства увеличивается в два раза, а коэффициент использования материала до 0,5, что позволяет экономить 2,5 2,5 кг сплава на одну плавку и снизить себестоимость магнита с данной геометрией на 2,2 руб.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для получения отливок направленной кристаллизации | 1983 |
|
SU1161240A1 |
| Устройство для литья по выплавляемым моделям с направленной кристаллизацией | 1982 |
|
SU1016060A1 |
| Многополюсный магнит и способ его изготовления | 1987 |
|
SU1511770A1 |
| ОТЛИВКИ В ЭЛЕКТРОМАГНИТНОЙ ФОРМЕ ПО ВЫПЛАВЛЯЕМЫМ МОДЕЛЯМ | 2008 |
|
RU2402405C2 |
| Литейная форма для изготовления отливок направленным затвердеванием | 1984 |
|
SU1219244A1 |
| Способ регулирования температурного режима установки для получения слитков с направленной кристаллической структурой | 1990 |
|
SU1759543A1 |
| Способ получения магнитов с криволинейной кристаллической текстурой | 1982 |
|
SU1073301A1 |
| Литейная форма | 1980 |
|
SU876263A1 |
| СПОСОБ ПОЛУЧЕНИЯ ОТЛИВОК И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2007 |
|
RU2361696C2 |
| СПОСОБ ПОЛУЧЕНИЯ ОТЛИВОК И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2009 |
|
RU2404879C2 |
УСТРОЙСТВО ДЛЯ ПОЛУЧЕНИЯ ОТЛИВОК МАГНИТОВ, содержащее торцовые холодильники, сопряженные с огнеупорной формой, включающей заливоч ный стояк, прибьтьную полость, полости отливок и перфорированную пластину, расположенную между прибыльной полостью и полостями отливок, отличающееся тем, что, с целью экономии материалов и повышения производительности труда, полости отливок, перфорированные пластины и торцовые холодильники расположены симметрично относительно горизонтальной полости прибыпи. Ю /L cs 00 САЭ to CD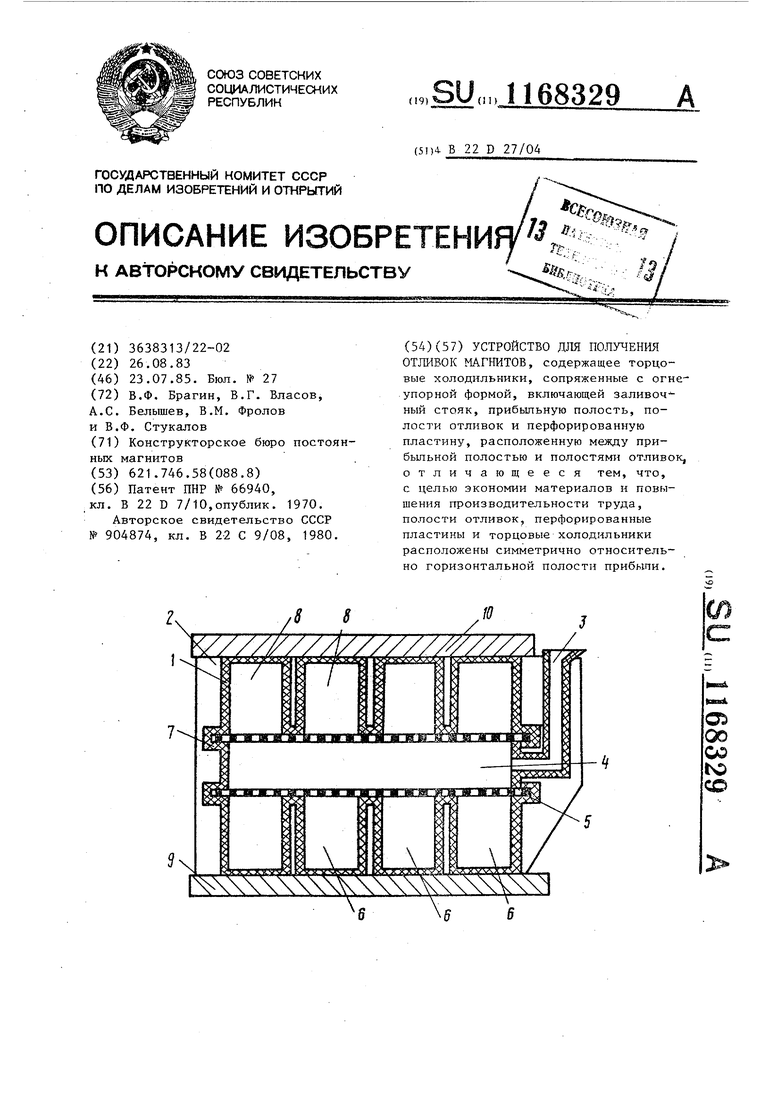
| Болтовое соединение элементов деревянных конструкций | 1945 |
|
SU66940A1 |
| Машина для добывания торфа и т.п. | 1922 |
|
SU22A1 |
| Кинематографический аппарат | 1923 |
|
SU1970A1 |
| Форма для изготовления литых постоянных магнитов с однонаправленной структурой | 1980 |
|
SU904874A1 |
| Машина для добывания торфа и т.п. | 1922 |
|
SU22A1 |
| Топка с несколькими решетками для твердого топлива | 1918 |
|
SU8A1 |
| ц rw ц у , от;ж уУх Д- 52ргуу х д i i j...r.. | |||
