В авт. св. № 109758 описан способ изготовления бетонных и т. п. полых, цилиндрической формы изделий, заключающийся в том, что изделие формуют в центрифугах с открытыми торцами и, с целью дополнительного уплотнения стенок изделия, в полость вводят вибратор, расположенный внутри цилиндрического корпуса, который обкатывается по поверхности формуемого изделия.
Описываемое устройство предназначается для выполпения указанного способа и имеет целью обеспечить изготовление конических изделий, а также изделий с переменными по длине профилями- Достигается это тем, что вибратор в устройстве выполнен в виде укрепленной на подвижном цилиндре гильзы, армированной продольными пружинными стержнями и находящейся под давлением пульсирующей жидкости, подводимой в гильзу через полость цилиндра и радиальные отверстия в нем.
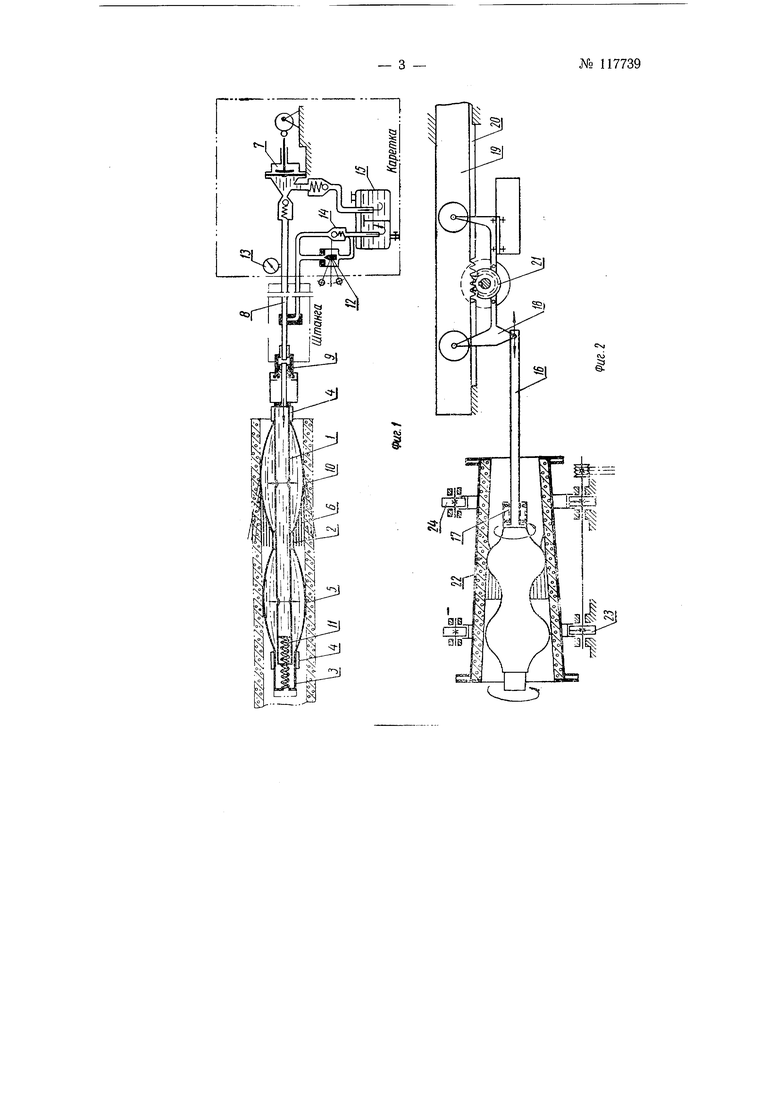
На фиг. 1 показана гидравлическая схема устройства; на фиг. 2 - кинематическая схема его.
Устройство представляет собою полый стальной цилиндр / (фиг. 1), на который с помощью скользящих бронзовых (или чугунных) втулок 2 и 5 и гаек 4 посажена эластичная (из резины), армированная продольными стальными пружинящими стержнями гильза 5, образующая пасредством втулки 2 две полости, сообщающиеся между собой через радиальные отверстия в цилиндре /.
Снаружи передней полости гильзы расположены стальные пружинящие стержни 6, которые заделаны в переднюю гайку 4.
Под давлением жидкости, создаваемым насосом 7 и передаваемым по трубе S, через вращающийся сальник 9 в полости, оболочки гильзы 5
№ 117739
расширяются и создают пульсирующее давление на стенки центрифугируемого изделия 10.
Для принудительного спрямления оболочки гильзы при снятии давления применена пружина //.
Пружинящие -стержни 6 служат для лучщей проработки бетона и снижения износа лобовой части оболочки гильзы.
Вторая задняя полость является заглаживающей. Кроме того, наличие двух полостей обе|спечивает устойчивость положения устройства во вращающемся железобетонном изделии. За счет силы трения поверхности оболочки гильзы о бетон гильза вращается с той же угловой скоростью, с какой вращается и сама форма.
Регулировка давления жидкости в полости гильзы производится с помощью регулируемого дросселя 12. Контроль давления осуществляется с помощью манометра 13.
Избыток давления устраняется перепускным клапаном 14. Жидкость помещается в баке 15.
Перемещение гильзы вдоль формуемого изделия осуществляется с помощью штанги 16 (фиг. 2), соединенной с цилиндром / с помощью переходной на подщипниках втулки 17.
Штанга 16 шарнирно соединена ic кареткой 18, перемещающейся по направляющим 19, на которых имеется зубчатая рейка 20, выполненная в виде вытянутой втулочно-роликовой цепи.
Движение каретки 18 создается вращением звездочки 21, приводимой во вращение электродвигателем с редуктором, расположенными на самой кареткеПри движении справа налево происходит холостой ход, при движении слева направо - рабочий ход.
Ввод гильзы внутрь полости формуемого железобетонного изделия и вывод из нее производится при остановленной форме.
При виброцентрифугировании форма 22, вращающаяся на роликах центрифуги 23, должна обязательно запирать1ся предохранительной дугой с роликами 24.
Конструктивно гидронасос, бак, кран управления располагаются на каретке 18.
Направляющая 19 выполняется в виде монорельса, подвешенного на Г-обрэзных стойках.
Рабочее направление протяжки может быть любым (от большого диаметра к меньщему, или, наоборот, от меньшего к большему), при этом необходимо соблюдение только одного условия: заделка стальных упругих стержней должна быть, по ходу, впереди.
Предмет изобретения
Устройство для выполнения способа изготовления бетонных и т. п. полых цилиндрической формы изделий, по авт. св. № 109758, отличающееся тем, что, с целью обеспечения изготовления конических, а также с переменными по длине профилями, изделий, вибратор выполнен в виде укрепленной на подвижном цилиндре эластичной гильзы, армированной продольными пружинными стержнями и находящейся под давлением пульсирующей жидкости, подводимой в гильзу через полость цилиндра и радиальные отверстия в нем.