Изобретение относится к области производства строительных материалов и изделий, точнее к производству железобетонных труб со стеклопластиковой оболочкой.
Известны железобетонные трубы с конической формой бетонного раструба и цилиндрические трубы с раструбом из стального цилиндра, укрепленного внутри бетона тела трубы. Первый тип труб укладывают открытым способом в траншею, второй тип труб как правило, укладывают бестраншейным способом, в тоннель. Бестраншейный способ укладки труб в тоннель находит все большее распространение в силу ряда технико-экономических преимуществ по сравнению с открытым способом.
Обычным техническим решением конструкции трубы является раструбная железобетонная труба с раструбом конического типа и цилиндрического тела, армированного одинарным или двойным каркасом в зависимости от прочности трубы. Укладываются эти трубы открытым способом (А.Н.Попов,"Бетонные и железобетонные трубы", М., 1973).
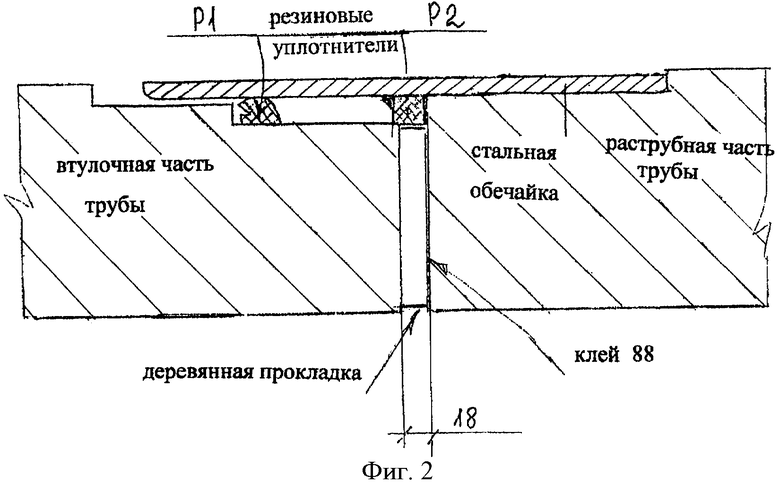
Наиболее близким техническим решением к предлагаемому решению является конструкция цилиндрической трубы из железобетона, раструбом которой служит стальная цилиндрическая обечайка, забетонировнная в теле трубы с одного (раструбного) конца, а другой втулочный конец выполнен по окружности ступенчатым с уменьшением диаметра на каждой ступени (фиг.1). На ступенчатую втулочную часть трубы укладываются кольцевые резиновые уплотнители, которые обжимаются стальной обечайкой, герметизируя стыковое соединение смежных труб, между которыми на клею устанавливают деревянные прокладки (фиг.2, рабочие чертежи Мосинжпроекта "Трубы для бестраншейной прокладки методом проталкивания, изготавливаемые заводом ЖБИ-4 Мосинжбетона", 2003.)
При укладке трубы продвигаются в тоннеле в продольном направлении проталкиванием домкратами через торец трубы и укладываются друг за другом в трубопровод посредством данного стыкового соединения с герметизацией резиновыми уплотнителями.
Недостатками труб с раструбом из стальной обечайки является то, что для исключения коррозии изнутри и снаружи в трубопроводах нередко приходится использовать обечайку из нержавеющей стали, что экономически невыгодно, или применять другую сталь, более дешевую, но недостаточно стойкую в агрессивных условиях. Сказанное не решает существенно проблемы коррозионной защиты трубопроводов.
Предлагаемая конструкция трубы повышенной коррозионной стойкости существенно меняет ситуацию. В своей основе такая труба состоит из бетона, армированного одинарным или двойным стальным каркасом из ненапряженной арматуры, главная особенность которой состоит в том, что раструбом у нее является стеклопластиковая обечайка толщиной 10-15 мм, наматываемая на бетонный отрезок раструбного конца трубы, причем завершается обмотка 2-4 слоями стеклопластиковой ленты всей наружной поверхности трубы, включая ее втулочный конец, обеспечивая точность его размеров (фиг.3). Положительным фактором обмотки стеклопластиковой лентой является также устранение возможных сколов бетона по концам втулочной части труб, которые зачастую происходят в трубах вследствие перекоса труб при приложении горизонтального давления и движения их в тоннеле, возможность применения меньшей прочности бетона, чем требуется проектом. Кроме того, для возможного увеличения прочности труб повышают число навиваемых слоев.
Применение взамен стальной секлопластиковой обечайки даст возможность существенно повысить коррозионную устойчивость и долговечность канализационных коллекторов, прежде всего к внешним агрессивным воздействиям. Кроме того, исключается технологическая операция изготовления стальной раструбной обечайки и ее крепление к арматурному каркасу. В процесс изготовления труб включается технология намотки стеклоленты и ее пропитки композицией связующего, основой которой является эпоксидная полиэфирная или полиуретановая смола. Этот процесс достаточно хорошо отработан, прост и отличается короткими сроками отверждения пропиточной композиции.
Для намотки можно использовать стекловолокнистые или базальтовые нити, собранные в ленту шириной 20-30 мм с одновременной пропиткой их связующим. Однако большее предпочтение вызывает полуфабрикат - стеклопластиковая лента шириной 20-40 мм, изготовляемая отдельно в виде бобин диаметром до 1-го м (выпускается для продажи), в которой пропиточная композиция отверждена не полностью. При намотке на трубу такой ленты она дополнительно смачивается пропиточной композицией и наматывается на трубу без натяжения или с небольшим усилием (до 5-20% от общего разрывного усилия). Это улучшает характер укладки слоев ленты и несколько повышает прочность трубы, поскольку обмотка лентой сама по себе увеличивает ее прочность.
Кроме стеклопластиковой ленты целесообразно использовать для обмотки труб ленту из стеклоткани шириной 4-6 см, возможно большей, с пропиткой ее вышеназванными композициями и их отверждением. Преимуществом перекрестного расположения стеклонитей в стеклоткани является повышение сопротивляемости как в продольном, так и в поперечном направлении неблагоприятным нагрузкам на стеклопластиковую оболочку труб и раструба, например, при продвижении труб внутри тоннеля во время монтажных работ.
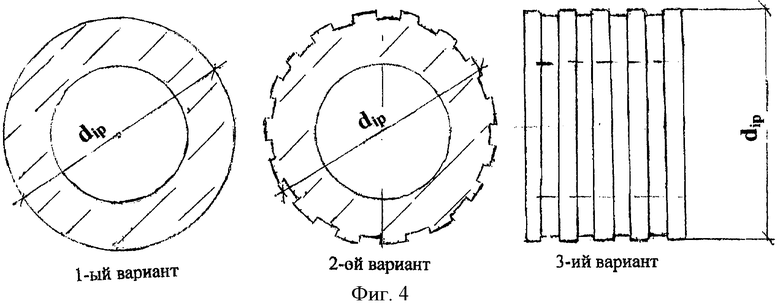
Раструбная бетонная часть трубы по диаметру примерно на 20-30 мм меньше наружного диаметра трубы. Эта часть трубы предназначена для устройства раструбной обечайки из стеклопластика. Бетонная поверхность ее обычно выполняется круглой и гладкой, однако возможны варианты с рифленой поверхностью в продольном и поперечном направлении (фиг.4). Продольное рифление (2-й вариант) следует осуществлять углубленной полосой по длине и окружности бетонной части раструба с образованием впадин и выступов величиной до 10 мм, без острых кромок, шириной этих выступов и впадин 10-20 см. Перед навивкой раструба при продольном рифлении бетонную поверхность вручную обмазывают связующим и обматывают в один-два слоя стеклотканью с заполнением этой тканью впадин. Затем проводят навивку всего раструба.
Поперечное рифление (3-й вариант) бетонной части раструба осуществляют по диаметру с образованием впадин глубиной до 10 мм и шириной до 10 см в зависимости от ширины применяемой ленты из стеклонити или стеклоткани.
Такое исполнение поверхности бетона раструбной части трубы резко увеличивает прочность сцепления стеклопластика с бетоном и исключает возможность отрыва стеклопластикового раструба от бетона при монтаже и эксплуатации.
Эти варианты отнюдь не исключают применения навивки стеклопластикового раструба на гладкую поверхность бетона раструбной части трубы (1-й вариант), поскольку сцепление связующего в связке со стекловолокнистым материалом весьма высоко (по данным многочисленных исследований). Вполне возможно, что этот вариант изготовления стеклопластикового раструба будет главным в технологии производства.
Железобетонные трубы со стеклопластиковым раструбом изготовляются двухступенчатым способом. На первой ступени изготавливается железобетонная труба в вертикальной форме с уплотнением бетона навесными вибраторами или внутренним вибросердечником, с предварительным армированием формы каркасом, одинарным или двойным, без стальной раструбной обечайки, при этом раструбный конец формы закрепляется снизу. Изгототовленная труба, имеющая поверхность раструбной части, выбранную по фиг.4, переводится в горизонтальное положение.
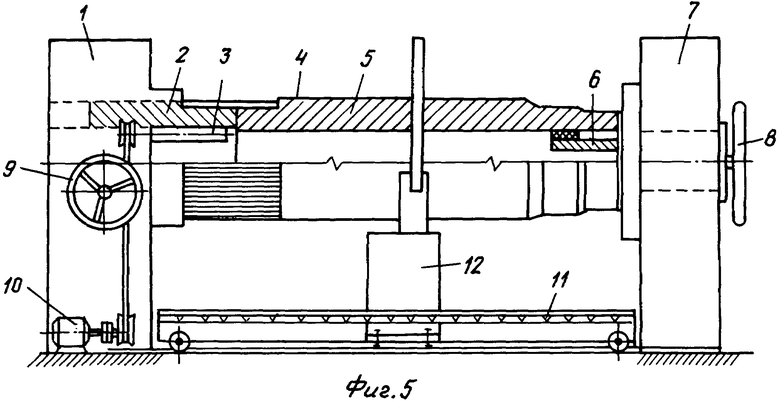
На второй стадии труба горизонтально устанавливается в станок для навивки стеклопластиковой раструбной обечайки и наружной оболочки на трубу (фиг.5 и 6), закрепляется в нем, и начинается процесс намотки стеклопластика на трубу.
Железобетонная труба 5 раструбной частью закрепляется в передней бабке 1 станка при помощи подвижной пиноли 2, перемещающейся вперед-назад штурвалом управления 9. К пиноли крепится механизм вращения трубы 3 с приводом вращения 10. Втулочная часть трубы крепится в задней бабке 7 станка ручным вращением штурвала 8, перемещающегося в продольном и радиальном направлениях центратора 6, который одновременно центрирует и закрепляет трубу 5. Подвижная каретка станка 11 дистационным управлением через пульт управления 16 совершает возвратно-поступательное движение вдоль фронта закрепленной трубы, обвивая ее поверхность стеклопластиком.
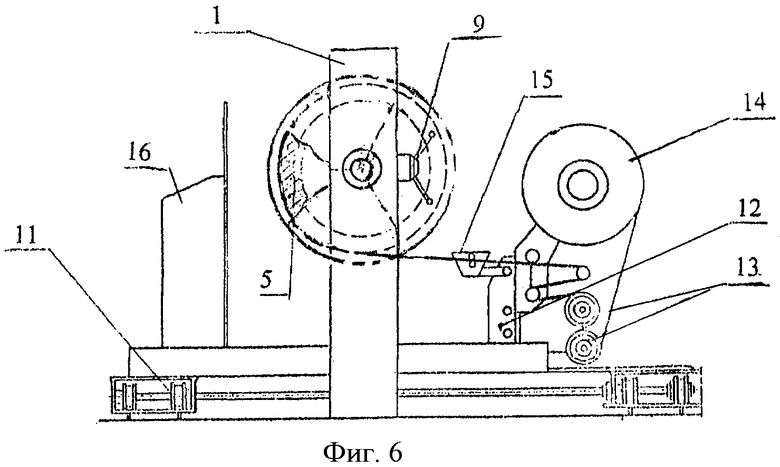
Естественно, устройство навивки стеклоленты 12 закреплено на подвижной каретке станка 11,что четко видно на фиг.6. Устройство навивки в принципе состоит из корпуса 12 (то же "устройство"), натяжных барабанов 13, промежуточных валков (не указаны цифрами), бобины со стеклолентой 14, ванночки дополнительной смазки стеклоленты 15. Пройдя ванночку, стеклопластиковая лента обвивает трубу (см. разрез трубы 5 в станке), и обвивка продолжается до получения конструкции трубы по фиг.3. Процесс навивки управляется пультом 16.
Особенности конструкции механизма навивки (наличие барабанов натяжения) позволяют навивать стеклоленту без натяжения или с натяжением. Усилие натяжения ленты в принципе может колебаться в пределах 5-50% разрывного усилия ленты. Технологически и технически целесообразность натяжения ленты должна составлять 5-20% разрывного усилия. Таким образом, навивкой стеклопластиковой ленты можно варьировать прочностью труб.
Каретка, совершая возвратно-поступательное движение вдоль фронта трубы, навивает сначала стеклопластиковый раструб и затем обвивает поверхность трубы в 2-4 слоя. Это проектный вариант изготовления таких труб.
При большем числе слоев (более 4-5) труба переходит в новое качество, т.е. становится низконапорной, выдерживая давление 3-4 ати, или напорной с выдержкой внутреннего давления 5-10 ати (число слоев может доходить, вероятно, до 20-30 с толщиной навитой обечайки 10-15 мм и более).
Усилие натяжения ленты в принципе может колебаться в пределах 5-50% от разрывного усилия ленты. Технологически и технически целесообразность натяжения ленты должна составлять 5-20% разрывного усилия. Таким образом, навивкой стеклопластиковой ленты можно варьировать прочностью труб.
В конструктивном отношении навивочный станок может быть представлен в другом исполнении, например в случае применения более широкой по размерам стеклоленты (или стеклоткани) меняется конструкция механизма навивки ленты и т.п.
Краткое описание чертежей.
Фиг.1. Прототип конструкции трубы.
Фиг.2. Стыковое соединение трубы.
Фиг.3. Разрез стеклопластикобетонной трубы.
Фиг.4. Варианты бетонной поверхности раструбной части трубы.
Фиг.5. Навивочный станок, вид спереди.
Фиг.6. Навивочный станок, вид сбоку.
| название | год | авторы | номер документа |
|---|---|---|---|
| СТЕКЛОПЛАСТИКОБЕТОННАЯ АГРЕССИВОСТОЙКАЯ ТРУБА И СПОСОБ ЕЕ ИЗГОТОВЛЕНИЯ | 2010 |
|
RU2451859C2 |
| Железобетонная труба с внутренним стеклокомпозитным сердечником для напорных и безнапорных трубопроводов, прокладываемых методом микротоннелирования | 2019 |
|
RU2703115C1 |
| КОРРОЗИОННО-СТОЙКАЯ ТРУБА И СПОСОБ ЕЕ ИЗГОТОВЛЕНИЯ | 2009 |
|
RU2426642C2 |
| Способ изготовления гидропрессованных напорных труб | 1989 |
|
SU1675102A2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ИЗДЕЛИЯ ТРУБЧАТОЙ ФОРМЫ (ВАРИАНТЫ) И ИЗДЕЛИЕ ТРУБЧАТОЙ ФОРМЫ (ВАРИАНТЫ) | 2008 |
|
RU2375174C1 |
| СТЕКЛОЛЕНТА ДЛЯ НАНЕСЕНИЯ ЗАЩИТНОГО СТЕКЛОПЛАСТИКОВОГО ПОКРЫТИЯ НА ТРУБУ, СПОСОБ НАНЕСЕНИЯ ЗАЩИТНОГО СТЕКЛОПЛАСТИКОВОГО ПОКРЫТИЯ, УСТРОЙСТВО ДЛЯ НАНЕСЕНИЯ ЗАЩИТНОГО СТЕКЛОПЛАСТИКОВОГО ПОКРЫТИЯ И ТРУБА С ЗАЩИТНЫМ СТЕКЛОПЛАСТИКОВЫМ ПОКРЫТИЕМ | 2019 |
|
RU2725381C1 |
| Вставка для ремонта трубопровода из железобетонных труб | 1989 |
|
SU1795216A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СТЕКЛОПЛАСТИКОВОЙ СЕКЦИИ ТРУБОПРОВОДА | 2004 |
|
RU2285187C2 |
| Железобетонная напорная труба большого диаметра и способ ее изготовления | 1983 |
|
SU1135957A1 |
| ТРУБА ЖЕЛЕЗОБЕТОННАЯ НИЗКОНАПОРНАЯ И СПОСОБ ЕЕ ИЗГОТОВЛЕНИЯ | 2020 |
|
RU2770507C2 |

Изобретение относится к области производства строительных материалов и изделий, к производству труб со стеклопластиковой оболочкой. Стеклопластикобетонная труба содержит бетонный цилиндр, который имеет раструбную и втулочную части по концам, армированный одинарным или двойным стальным каркасом из ненапряженной арматуры. Раструбом трубы является стеклопластиковая обечайка толщиной 10-15 мм, наматываемая на бетонный отрезок раструбного конца трубы. Для намотки используют ленты из стекловолокнистых, базальтовых нитей или стеклоткани, а связующим может быть композиция на основе эпоксидных, полиэфирных или полиуретановых смол. Способ изготовления стеклопластикобетонной трубы характеризуется изготовлением железобетонной трубы вертикальным виброформованием. Раструб трубы изготовливают намоткой на бетонную поверхность раструбной части трубы стеклопластиковой ленты на навивочном станке, куда устанавливается железобетонная труба. Также навивается оболочка из стеклоленты на всю поверхность трубы, причем навивку ленты можно осуществлять как без натяжения, так и с определенным усилием в сочетании с повышением числа навиваемых слоев или без их повышения. При использовании изобретения повышается коррозионная стойкость труб. 2 н. и 2 з.п. ф-лы, 6 ил.
1. Стеклопластикобетонная труба, содержащая бетонный цилиндр, который имеет раструбную и втулочную части по концам, армированный одинарным или двойным стальным каркасом из ненапряженной арматуры, отличающаяся тем, что раструбом трубы является стеклопластиковая обечайка толщиной 10-15 мм, наматываемая на бетонный отрезок раструбного конца трубы, причем для намотки используют ленты из стекловолокнистых, базальтовых нитей или стеклоткани, а связующим может быть композиция на основе эпоксидных, полиэфирных или полиуретановых смол.
2. Стеклопластикобетонная труба по п.1, отличающаяся тем, что наружная поверхность трубы, включая втулочную (ступенчатую) часть обмотана стеклопластиковой оболочкой в 2-4 слоя, возможна навивка большего числа слоев.
3. Стеклопластикобетонная труба по п.1, отличающаяся тем, что бетонная поверхность раструбной части трубы, на которую навивается раструбная обечайка, может быть гладкой, рифленой в продольном или рифленой в поперечном направлениях.
4. Способ изготовления стеклопластикобетонной трубы, характеризующийся изготовлением железобетонной трубы вертикальным виброформованием, отличающийся тем, что раструб изготовляют намоткой на бетонную поверхность раструбной части трубы стеклопластиковой ленты на навивочном станке, куда устанавливается железобетонная труба, а также навивается оболочка из стеклоленты на всю поверхность трубы, причем навивку ленты можно осуществлять как без натяжения, так и с определенным усилием, в сочетании с повышением числа навиваемых слоев или без их повышения.
| 0 |
|
SU180926A1 | |
| Способ нанесения монолитных покрытий на теплопроводы | 1985 |
|
SU1250766A1 |
| СЕКЦИЯ СТВОЛА МУСОРОПРОВОДА | 2008 |
|
RU2375530C2 |
| МНОГОСЛОЙНАЯ ТРУБА И СПОСОБ ИЗГОТОВЛЕНИЯ МНОГОСЛОЙНОЙ ТРУБЫ | 2005 |
|
RU2288398C1 |
| US 3177902 А, 13.04.1965. | |||

