ч
00 СП
Изобретение относится к приборостроению, в частности к способу изготовления полюсных наконечников для магнитных головок, используемых в аппаратах магнитной записи и воспроизведения информации.
Цель изобретения - повышение количества выхода гбдных Элементов путем уменьшения ЙйЪлов и прижогов.
Ьз мат&ркалоз поецйазначенных дл изготовлений как полюсных наконечников, Ыки п0л: сёрдечников для магнитных головок, -наиболее приемлемым след5|ет с йя&ать сендаст. Однако этот материал относительно сложен в, обработке, в том числе ив разрезании на отдельные элементы. Использовав же отрезные круги, выполненные из кубического нитрида бора или из электрокорунда на вулканитовой связке, которые работают при окружной скорости резания 25-35 мм/с с предельной их подачей в 10-20 мм/мин и глубине резания 10-15 мм/мин в присутствии охладителя, оказывается возможным разрезать сендаст практически без сколов и прижогов.
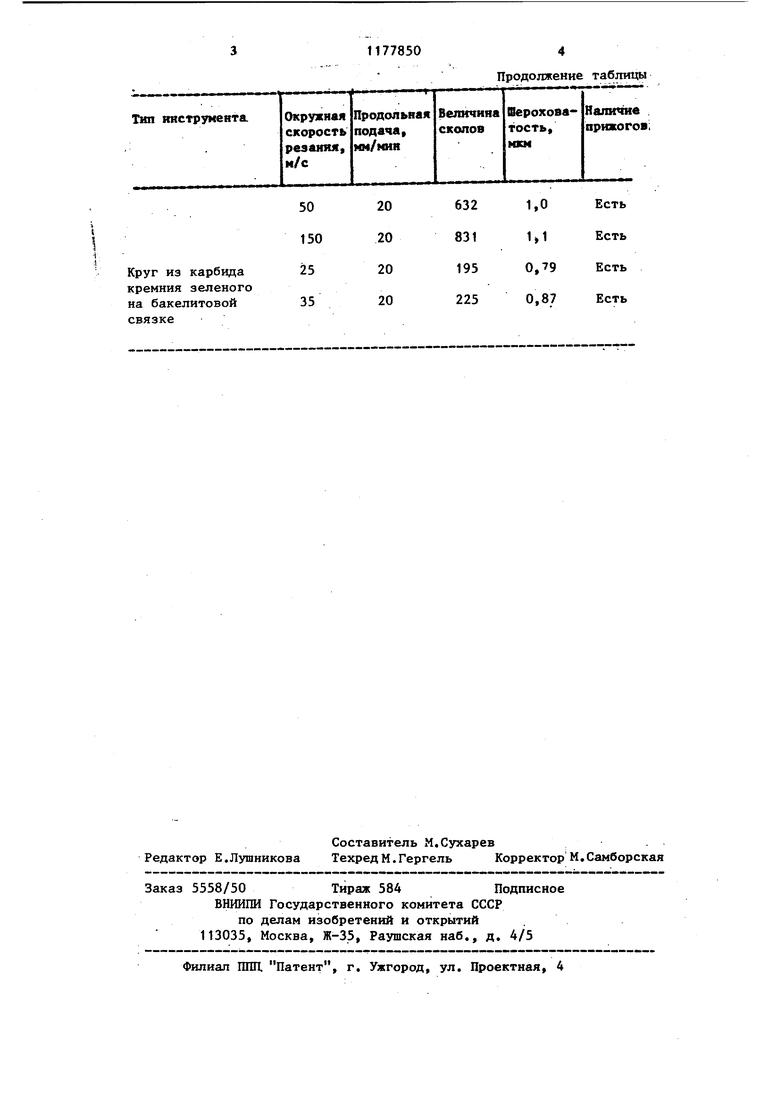
В таблице представлены изменения количества сколов и наличие прижогов
при использовании разных окружных скоростей резания при максимальной подаче в 20 мм/мин, являющейся наиболее тяжелой, и при максимальной глубине резания в 15 мм/мин, также являющейся наиболее тяжелой. При этом следует учесть, что в качестве охладителя применяется обычная вода, а круги для резания имеют наружный диаметр 150 мм. Кроме того, по техническим условиям не рекомендуется любому кругу придавать скорость вращения более, чем в 35 м/с, так как повьшение скорости его вращения приводит к быстрому износу, а также к деформации,
В таблице также приведены данные по использованию в известных способах алмазного круга и круга из карбида кремния зеленого на бакелитово связке.
Если использовать продольную подачу, например, величиной в 10 м/мини меньше, то производительность труда снизится соответственно в два раза и более, увеличение же подачи свьш1е 20 мм/мин приведет не только к перегреву заготовки, но и к деформации инструмента.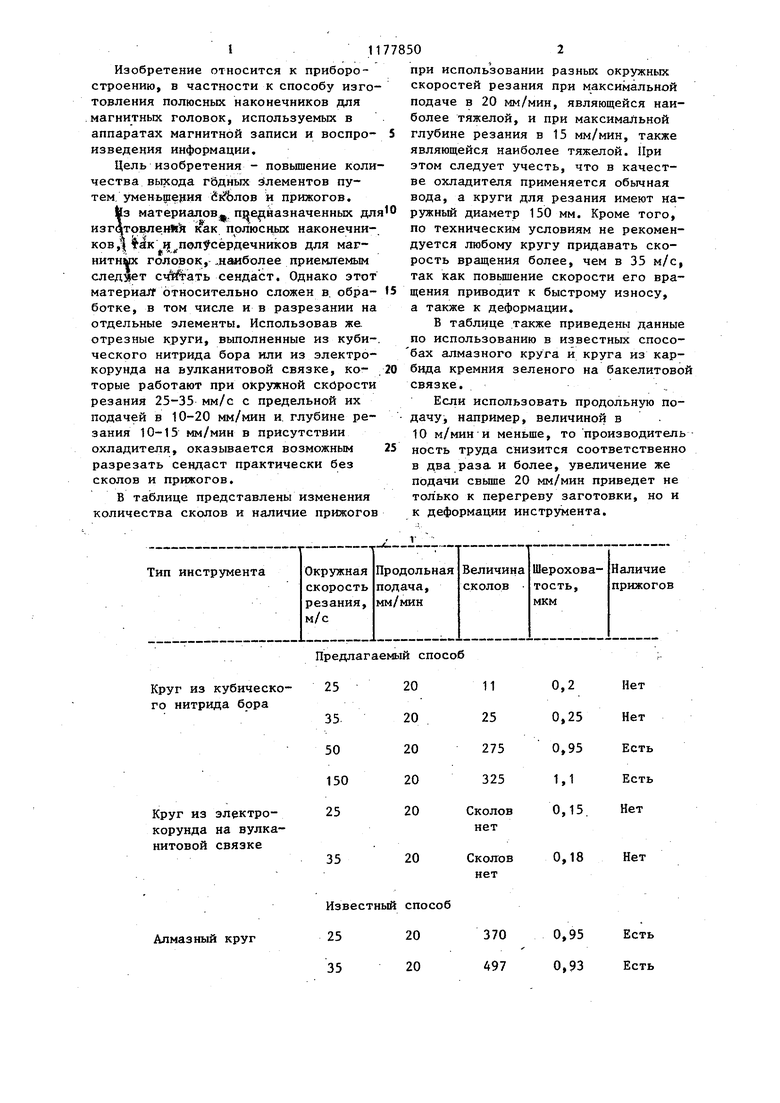
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОЛЮСНЫХ НАКОНЕЧНИКОВ МАГНИТНЫХ ГОЛОВОК И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1991 |
|
RU2031451C1 |
| Способ резки | 1986 |
|
SU1511081A1 |
| Металлокерамическая связка | 1987 |
|
SU1526967A1 |
| КОМПОЗИЦИЯ ДЛЯ ИЗГОТОВЛЕНИЯ РЕЖУЩЕГО ИНСТРУМЕНТА ДЛЯ СТАЛИ И ЧУГУНА | 2015 |
|
RU2595000C1 |
| Способ правки шлифовального круга алмазным инструментом | 1988 |
|
SU1593932A1 |
| Способ изготовления блока полюсных наконечников магнитных головок | 1981 |
|
SU1024975A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ АЛМАЗНОГО ИНСТРУМЕНТА С НАНОМОДИФИЦИРОВАННОЙ РЕЖУЩЕЙ ЧАСТЬЮ | 2018 |
|
RU2685917C1 |
| СТЕКЛО ДЛЯ ИЗГОТОВЛЕНИЯ СТЕКЛОКРИСТАЛЛИЧЕСКОГО МАТЕРИАЛА ПРЕИМУЩЕСТВЕННО ДЛЯ МАГНИТНЫХ ГОЛОВОК | 1991 |
|
RU2024449C1 |
| СПОСОБ ОБРАБОТКИ СВЕРХТВЕРДЫХ МАТЕРИАЛОВ | 2010 |
|
RU2440229C2 |
| Способ получения сверхтвердых материалов | 1978 |
|
SU741539A1 |
СПОСОБ ИЗГОТОВЛЕНИЯ ПОЛЮСНЫХ НАКОНЕЧНИКОВ ДЛЯ МАГНИТНЫХ ГОЛОВОК, основанный на их нарезании из заготовки вращающимся абразивным инструментом, отличающийся тем, что, с целью повышения количества выхода годных полюсных наконечников из сендаста путем уменьшения сколов и прижогов, нарезание осуществляют отрезными кругами из кубического нитрида бора зернистостью 80/63-125/100, 100- и 150%-ньк концентраций на металлической связке и из электрокорунда на вулканитовой связке при окружной скорости резания 25-35 м/с, продольной подаче 10(Л 20 мм/мин и глубине резания 1015 мм/мин в присутствии охладителя.
Предлагаемый способ Круг из кубического нитрида бора Круг из электрокорунда на вулканитовой связке Известный способ 25 20 Алмазный круг 35 20 Сколо нет
Продолжение таблицы
| СПОСОБ ИЗГОТОВЛЕНИЯ МАГНИТНЫХ ГОЛОВОК | 0 |
|
SU329562A1 |
| Походная разборная печь для варки пищи и печения хлеба | 1920 |
|
SU11A1 |
| Авторское свидетельство СССР №562850, кл | |||
| Походная разборная печь для варки пищи и печения хлеба | 1920 |
|
SU11A1 |
