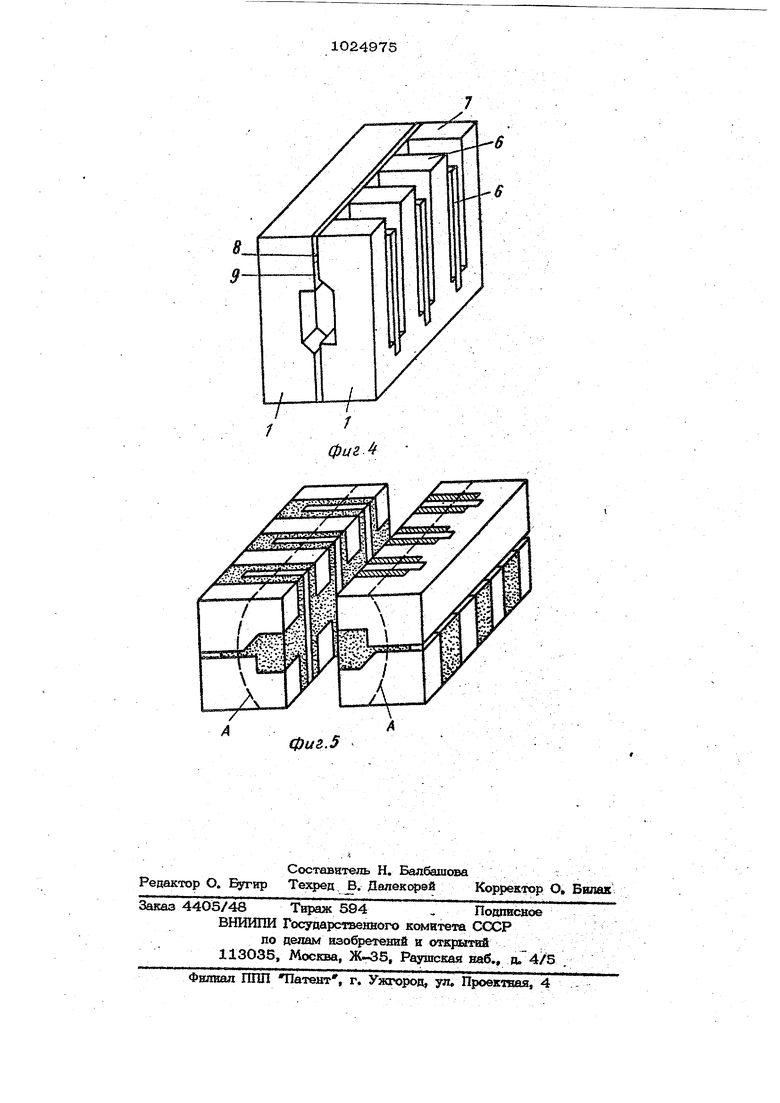
Изобретение относится к приборострое нию, в частности к технике магнитной записи, и может бзыть использовано при изготовлении блоков ферритовых магнитных головок. Известен способ изготовления блоков полюсных наконечников , при котором : соединяют через дистанцион1пые полюсы два ферритовьк бруска, имеющих фигурные канавки, в полученной заготовке прорезают межканальные промежутки, состоящие из широких пазов и распололоженных в их центре более узких пазов В узкие пазы вводят экраны и фиксирую их связующим веществом l3 . Недостатками этого способа являются высокая трудоёмкость изготовления экранов, связанная с больщим числом операций, сменой оборудования и залив-г кой стеклом, и использование трёх конструкционных материалов при изготовле.нии полюсных наконечников, что снижает их климатическую стойкость. , Наиболее близким к изобретению по технической сущности и достигаемому результату является способ изготовления блока полюсных наконечников магнит ных головок, при котором соединяют две заготовки посредством связующего, ааполняющего рабочий зазор, затем прорезают межканальные промежутки и пазы для установки экранов,, нарезают экраны и размещают их в пазах, после чего осуществляют заливку блока стеклом .2 Недостатком известного способа явл ётся высокая трудоёмкость изготовления экранов и пазов для их фиксации, так как глубина паза, в котором базируются экраны составляет лшнь часть длины пОлюсных наконечников. Увеличение глубины пеза ограничивается увеличением тех нологической перемычки к снижением механической прочности конструкции, что при хрупкости феррита приводит к увеличению брака и трудоёмкости изготовлени Кроме того, способ отличается низким процентом использования исходного материала, так как у блока полюсных на конечников удаляется технологическая часть и материал со сторощд рабочего зазора. Цель изобретения - упрощение процесса язготовления блока полюсшлх наконечников магнитных головок Поставленная цель достигается тем, что согласно способу иаготоЕяення блока Полюсных наконечников магнитных голог BOJE, включактаему прорезанне канавок в первой и второй феррктовых luiacTtmax, 75 сопр5окение первой и второй пластин по плоскости рабочего и дополнительного зазоров, прорезание межканальных промежутков с пазами для установки экранов, нарезание экранов, установку экранов в межканальные промежутки, заливку полугченной заготовки стеклом и обработку рабочей поверхности блока полюсных, наконечников, после прорезания межканаль ных промежутков первую пластину поворачивают относительно второй на 180 , совмещая по плоскости рабочего и дополнительного зазоров, скрепляют их через немагнитные прокладки и разрезают полученную заготовку на два блока полюсных наконечников. На фиг. 1 показаны ферритовые пластины; на фиг.2 - то ке, с прорезанными пазами; на фиг.З - экран и заготовка для. экранов:, на фиг.4 - заготовка перед заливкой стеклом:, на фиг. 5 - .блок полюсHbix наконечников. Способ изготовления блоков полюсных наконечников магнктнш. головок состоит ИЗ следующей последовательности опе.раций.. В ферритовых пластинах 1 щзорва&куг с я фигурные канавки 2, например, чугунным профильным инструментом, содержащим алмазнь1й микропорощок. Окружная скорость инструмента 50-8О м/с, cKOixxjTb резанця 5-10 м/мин, подача 100 мкм на проход. Перпендикулярно фигурным канавкам 2 в полублоках 1 прорезаются межкаральные промежутки 3, в центрах которых нарезаются пазы 4. Резка может производиться, найример, алмазными отрезными кругами, окружная скорость круга 11О-150 м/с, скорость резания 0,02-0,04 м/мин. Из ферритового бруска 5 нарезают экраны 6 в виде прямоугольных пластин. Затем первую из пластин 1 поворачивают вокруг второй на 180° до противоположного направления зубьев 7 и соединяют их между собой через про - кладки 8, вьшолненные из металлоклена. Вставл$пот экраны 6 в пазы 4. Запол- няют рабочие зазоры 9 и межкадальные промежутки 3, помещая полученную заготовку и ситаллоцемент .в виде стеклянного лома в форму из станеолевой фольги. Процесс зализвки осуществляют в туннельной печи при 48О-52О: , скорость подъёма температуры 5с/мин. После охлаждения обрабаташают рабочие поверхности йа линиям Аи разрезают попученвую заготовку на два блока полюсных наконёчшков. Использование преалагаемого спосо 6а изготовления блоков полюсных наконечников магнитных головок по сравнению с известным, обеспечивает снижение трудоёмкости их изготовления Э1фанирук ших элементов и снижения требований к точности их выполнения бпагоа&ря уве1754 личению длишы поверхности, фиксирующей положение экранов. Kp(ie того,. способ обеспечивает получение одновремен- . но пвух блоков полюсных наконечников, что также снижает трудоемкость изготовления и увеличивает процент использования материала.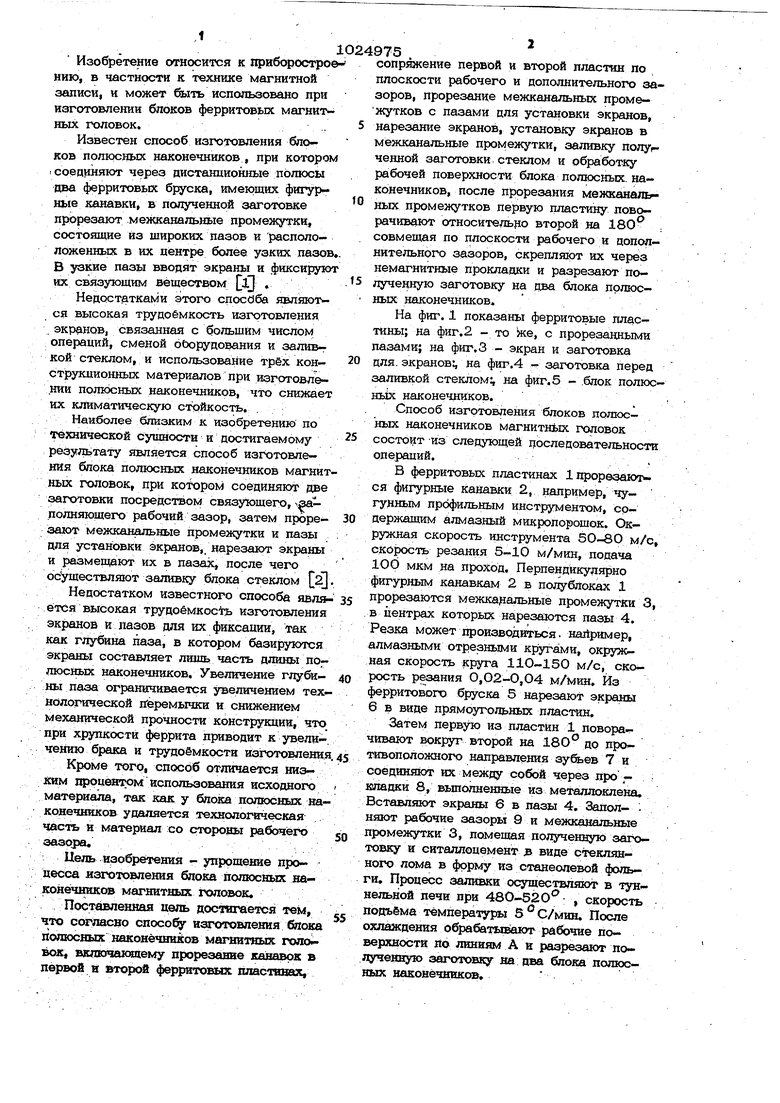

| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ БЛОКА МАГНИТНЫХ ГОЛОВОК И БЛОК МАГНИТНЫХ ГОЛОВОК | 1991 |
|
RU2034342C1 |
| Способ изготовления магнитной головки | 1989 |
|
SU1700589A1 |
| Способ изготовления сердечниковблОКА МАгНиТНыХ гОлОВОК | 1979 |
|
SU842945A1 |
| Способ изготовления многодорожечного блока ферритовых магнитных головок | 1983 |
|
SU1089615A1 |
| Способ изготовления блока магнитных головок | 1990 |
|
SU1714671A1 |
| Способ изготовления блока магнитных головок | 1990 |
|
SU1714672A1 |
| Способ изготовления блока ферритовых магнитных головок | 1977 |
|
SU613381A1 |
| Способ изготовления блока магнитных головок | 1977 |
|
SU720494A1 |
| Многодорожечный блок магнитных головок | 1980 |
|
SU949687A1 |
| Способ изготовления многодорожечной магнитной головки | 1976 |
|
SU957267A1 |
СПОСОБ ИЗГОТОВЛЕНИЯ БЛОКА ПОЛЮСНЫХ НАКОНЕЧНИКОВ МАГНИТНЫХ ГОЛОВОК, включающий прюрезание канавок в первой и второй ферритовых пластинах, сопряжение первой и второй пластин по плоскости рабочего и дополнительного зазоров, прореаание межканальных промежутков с пазами для установки экранов, нарезание экранов, установку экранов в межканальные промежутки, заливку полученной заготовки стеклом и обработку рабочей поверхности блока полюсных наконечников, о т л и ч а ю щ и и с я тем, что, с налью упрощения процесса |изгото&ления б;1ока, после прорезаниямежканальных промежутков первую ппаст1шу прорезают относительно тюрой на 130 J совмещая по плоскости рабочего и дополнительного зазоров, скрепляют ик через немагнитные прокладки и разрезают полученную заготовку на два блока полюсных наконечников. 1чЭ 4: СО сд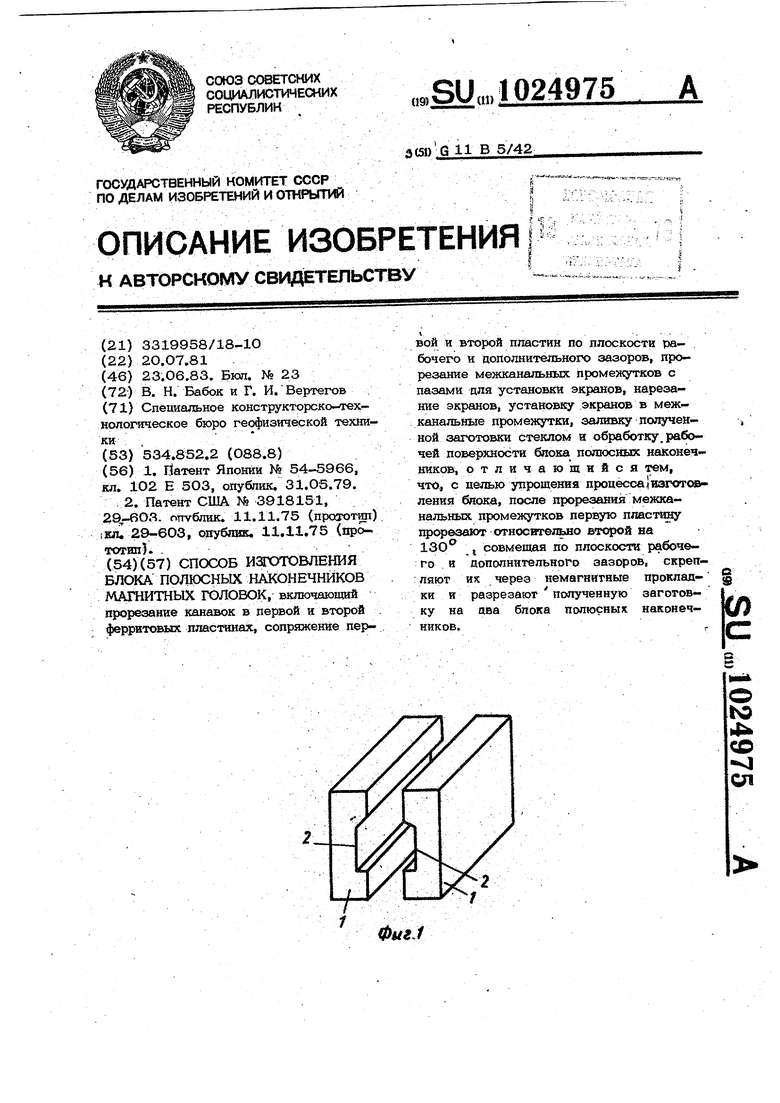
фиг.5
6
6
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Видоизменение прибора для получения стереоскопических впечатлений от двух изображений различного масштаба | 1919 |
|
SU54A1 |
| Транспортер для перевозки товарных вагонов по трамвайным путям | 1919 |
|
SU102A1 |
| Способ очистки нефти и нефтяных продуктов и уничтожения их флюоресценции | 1921 |
|
SU31A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Патент США № 3918151, 29-.60Я | |||
| отгблик | |||
| Походная разборная печь для варки пищи и печения хлеба | 1920 |
|
SU11A1 |
| Солесос | 1922 |
|
SU29A1 |
| Походная разборная печь для варки пищи и печения хлеба | 1920 |
|
SU11A1 |
| . | |||
