Ч
00
ел
QD СО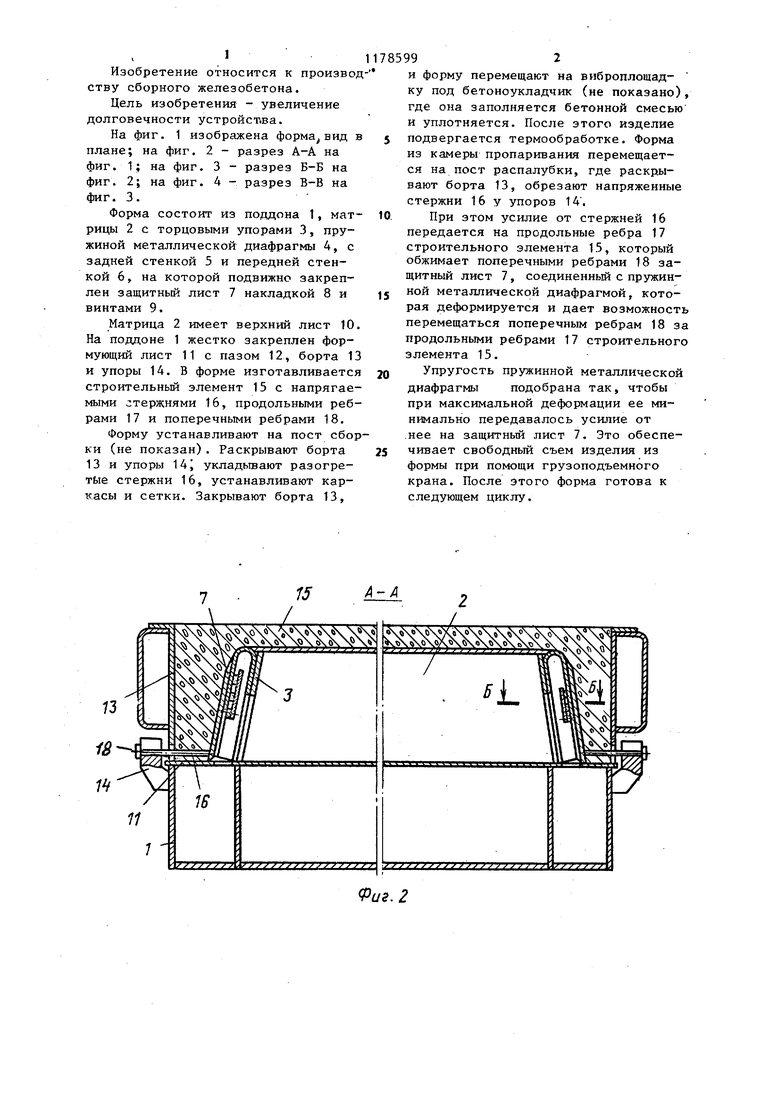
| название | год | авторы | номер документа |
|---|---|---|---|
| Форма для изготовления предварительно напряженных железобетонных изделий коробчатой конфигурации | 1983 |
|
SU1405989A1 |
| Форма для изготовления предварительно напряженных изделий с поперечными ребрами | 1984 |
|
SU1248815A2 |
| Форма для изготовления предварительно напряженных изделий из бетонных смесей | 1985 |
|
SU1299805A1 |
| Установка для прессования изделий из бетонных смесей | 1988 |
|
SU1660968A1 |
| Конвейерная линия для изготовления ячеисто-бетонных изделий | 1988 |
|
SU1680514A2 |
| Многоместная форма для изготовления изделий из строительной смеси | 1990 |
|
SU1726262A1 |
| ТЕХНОЛОГИЧЕСКАЯ ЛИНИЯ ДЛЯ ИЗГОТОВЛЕНИЯ ПРОТЯЖЕННЫХ СТРОИТЕЛЬНЫХ КОНСТРУКЦИЙ, ПРЕДПОЧТИТЕЛЬНО РИГЕЛЕЙ, БАЛОК, И РИГЕЛЬ, БАЛКА, ИЗГОТОВЛЕННЫЕ НА ЭТОЙ ТЕХНОЛОГИЧЕСКОЙ ЛИНИИ | 2005 |
|
RU2309040C2 |
| Установка для формования многопустотных панелей из бетонных смесей | 1990 |
|
SU1742070A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СТРОИТЕЛЬНЫХ КОНСТРУКЦИЙ И СТРОИТЕЛЬНЫЕ КОНСТРУКЦИИ, ИЗГОТОВЛЕННЫЕ ЭТИМ СПОСОБОМ | 2005 |
|
RU2292261C1 |
| Автоматическая установка для непрерывного формования быстротвердеющих многопустотных строительных изделий, например панелей | 1958 |
|
SU124858A1 |
ФОРМА ДЛЯ ИЗГОТОВЛЕНИЯ ПРЕДВАРИТЕЛЬНО НАПРЯЖЕННЫХ ИЗДЕЛИЙ С ПОПЕРЕЧНЫМИ РЕБРАМИ, содержащая закрепленную на поддоне матрицу с торцовыми упорами, на которых посредством упругих злементов установлены защитные листы, отличающаяся тем, что, с целью увеличения долговечности, каждый упругий элемент выполнен в виде металлической диафрагмы с Л-образным поперечным сечением, задняя и передняя стенки которого соответственно связаны с торцовым упором и защитным листом.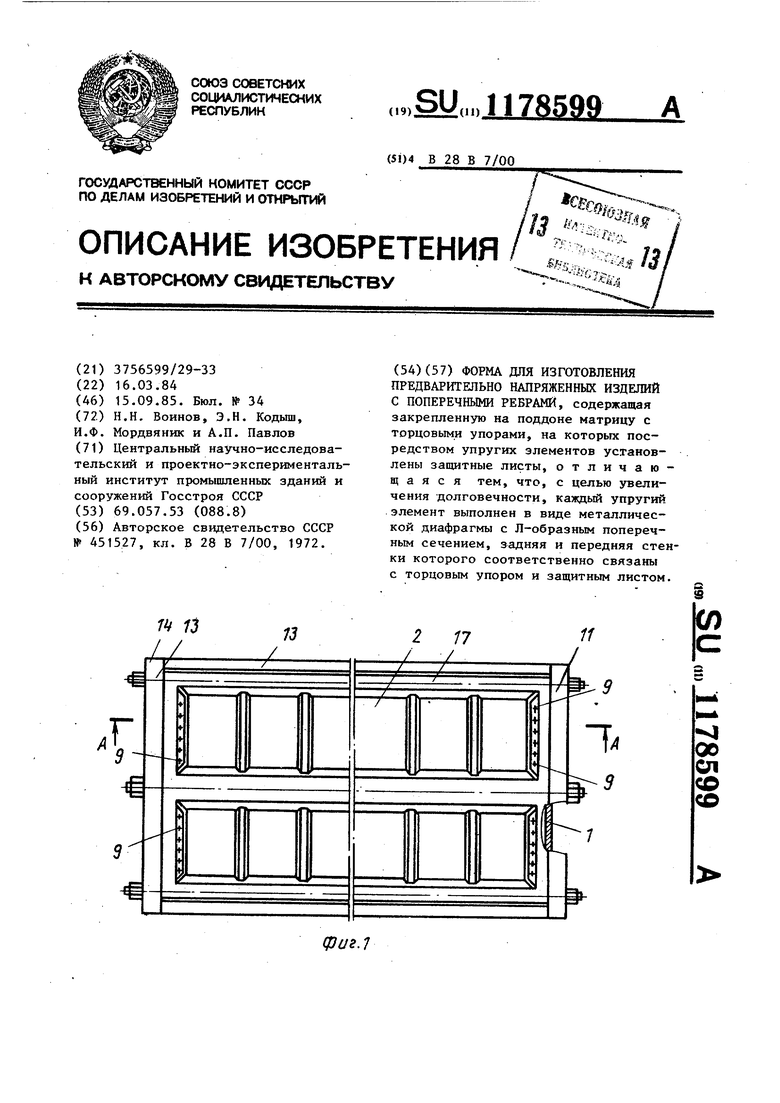
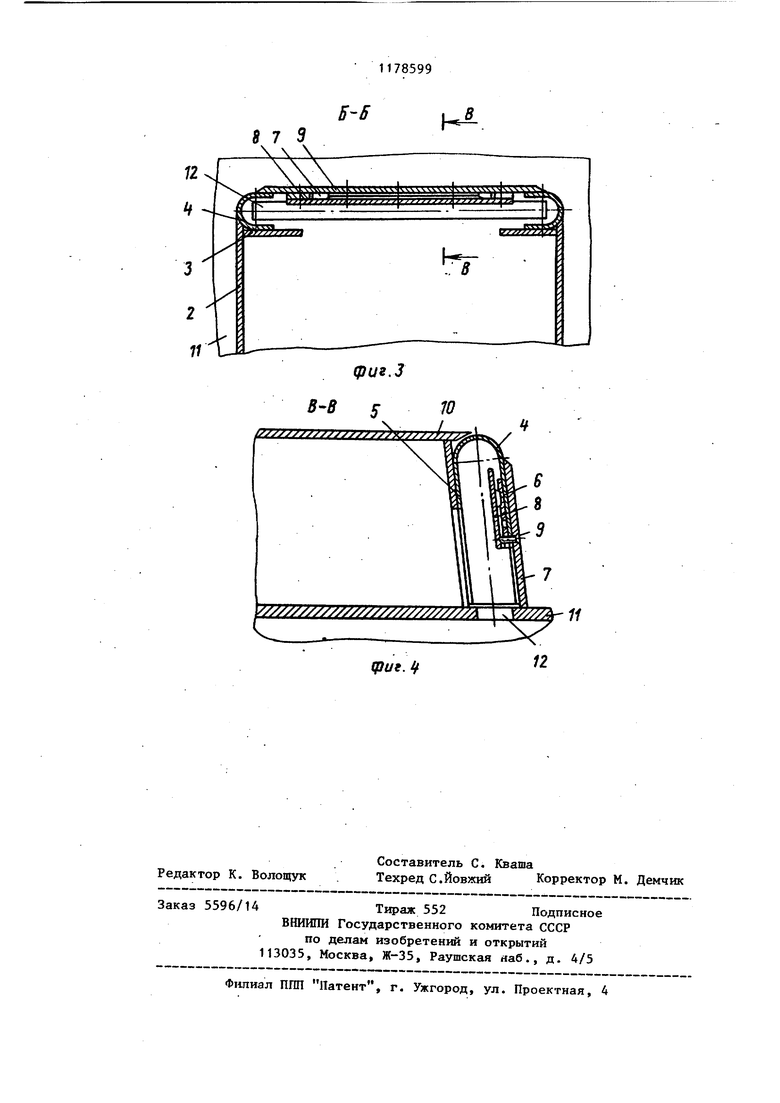
фиг. 7 .Изобретение относится к произво ству сборного железобетона. Цель изобретения - увеличение долговечности устройст.ва. На фиг. 1 изображена форма вид плане; на фиг. 2 - разрез А-А на фиг. 1; на фиг. 3 - разрез Б-Б на фиг. 2; на фиг. 4 - разрез В-В на фиг. 3. Форма состоит из поддона 1, мат рицы 2 с торцовыми упорами 3, пружиной металлической диафрагмы А, с задней стенкой 5 и передней стенкой 6, на которой подвижно закреплен защитный лист 7 накладкой 8 и винтами 9. Матрица 2 имеет верхний лист 10 На поддоне 1 жестко закреплен формующий лист 11 с пазом 12, борта 1 и упоры 14. В форме изготавливаетс строительный элемент 15 с напрягае мыми стержнями 16, продольными реб рами 17 и поперечными ребрами 18. Форму устанавливают на пост сбо ки (не показан). Раскрывают борта 13 и упоры 14j укладывают разогретЫе стержни 16, устанавливают каркасы и сетки. Закрывают борта 13,
(Pus.2 92 и форму перемещают на виброплощадку под бетоноукладчик (не показано), где она заполняется бетонной смесью и уплотняется. После этого изделие подвергается термообработке. Форма из камеры пропаривания перемещается на пост распалубки, где раскрывают борта 13, обрезают напряженные стержни 16 у упоров 14. При этом усилие от стержней 16 передается на продольные ребра 17 строительного элемента 15, который обжимает поперечными ребрами 18 защитный лист 7, соединенный с пружинной металлической диафрагмой, которая деформируется и дает возможность перемещаться поперечным ребрам 18 за продольными ребрами 17 строительного элемента 15. Упругость пружинной металлической диафрагмы подобрана так, чтобы при максимальной деформации ее минимально передавалось усилие от .нее на защитный лист 7. Это обеспечивает свободный съем изделия из формы при помощи грузоподъемного крана. После этого форма готова к следующем циклу.
SB
/2 Ч 3
2
11
У///Л /f
/2
(put. if
| Форма для изготовления предварительно-напряженных железобетонных изделий | 1972 |
|
SU451527A1 |
| Видоизменение прибора с двумя приемами для рассматривания проекционные увеличенных и удаленных от зрителя стереограмм | 1919 |
|
SU28A1 |
