Изобретение относится к оборудованию для производства строительных изделий, а именно к конвейерным линиям для изготовления ячеистобетонных изделий, и является усовершенствованием изобретения по авт. св. Ms 1447670.
Цель изобретения - повышение качества изделий и надежности работы.
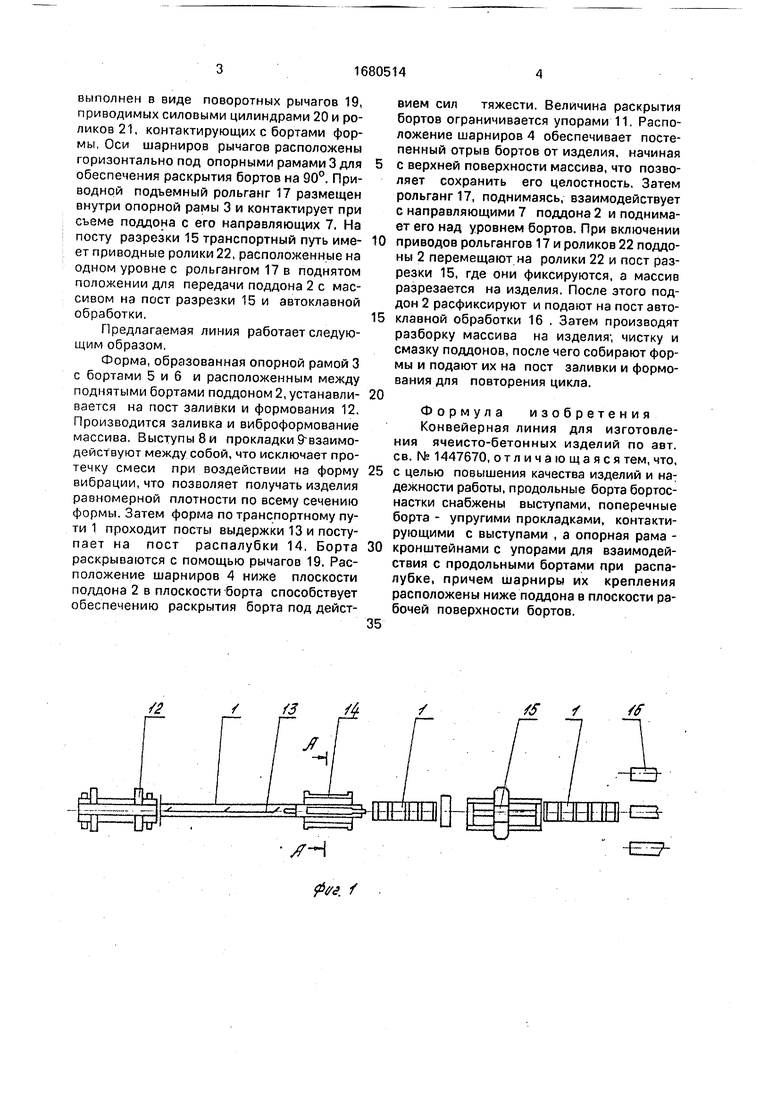
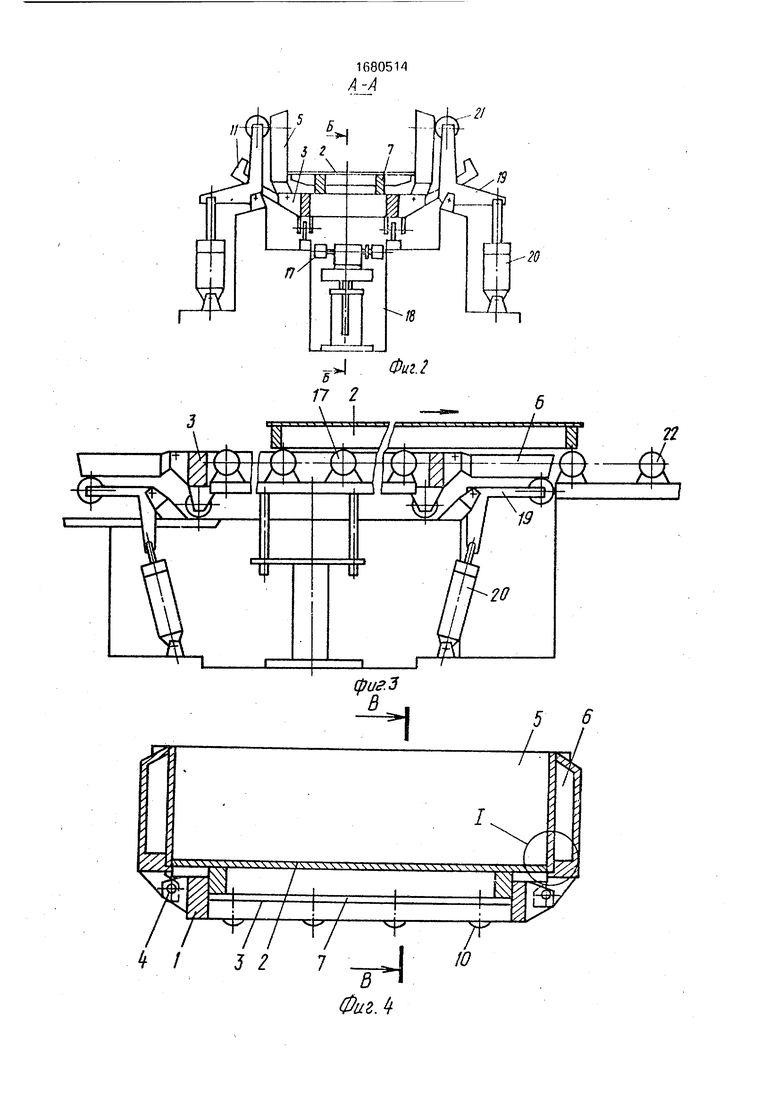
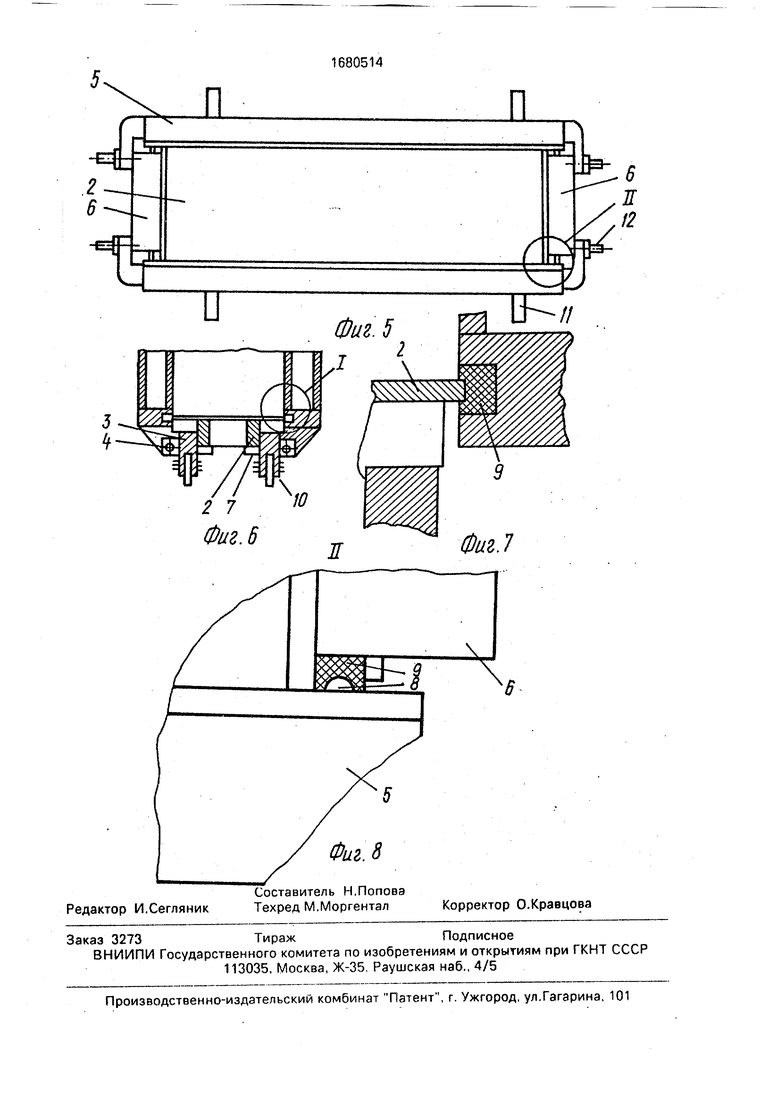
На фиг. 1. изображен общий вид конвейерной линии; на фиг; 2 - разрез А-А на фиг. 1; на фиг. 3 - разрез Б-Б на фиг.2; на фиг. 4 - съемная бортоснастка, вид сбоку; на фиг. 5 - съемная бортоснастка, вид в плане; на фиг. 6 - разрез В-В на фиг, 4; на фиг, 7 - узел I на фиг.4; на фиг.8 - узел II на фиг. 5.
Конвейерная линия для изготовления ячеистобетонных изделий содержит транспортный путь 1 для перемещения форм, каждая из которых состоит из поддона 2, и съемной бортоснастки, выполненной в виде
опорной рамы 3, на которой посредством шарниров 4 закреплены продольные 5 и поперечные 6 борта. Поддоны 2 свободно установлены на опорных рамах 3 и имеют направляющие 7. Каждый продольный борт 5 имьет выступ 8, каждый поперечный борт - упругую прокладку 9, контактирующую с выступом. Опорная рама 3 имеет колеса 10 и кронштейны с упорами 11, контактирующими с бортами 5 при распалубке. Шарниры 4 крепления бортов расположены ниже поддона 2 в плоскости рабочей поверхности бортов. Линия содержит также расположенные в технологической последовательности посты заливки и формования 12, выдержки 13, распалубки 14, разрезки 15 и автоклавной обработки 16. Пост распалубки имеет приводной рольганг 17 с механизмом подъема 18 и механизмами раскрытия бортов 5 и 6. Каждый механизм раскрытия бортов
О 00
о сл
го
выполнен в виде поворотных рычагов 19, приводимых силовыми цилиндрами 20 и роликов 21, контактирующих с бортами формы, Оси шарниров рычагов расположены горизонтально под опорными рамами 3 для обеспечения раскрытия бортов на 90°. Приводной подъемный рольганг 17 размещен внутри опорной рамы 3 и контактирует при съеме поддона с его направляющих 7. На посту разрезки 15 транспортный путь имеет приводные ролики 22, расположенные на одном уровне с рольгангом 17 в поднятом положении для передачи поддона 2 с массивом на пост разрезки 15 и автоклавной обработки.
Предлагаемая линия работает следующим образом,
Форма, образованная опорной рамой 3 с бортами 5 и 6 и расположенным между поднятыми бортами поддоном 2, устанавливается на пост заливки и формования 12. Производится заливка и виброформование массива, Выступы 8 и прокладки взаимодействуют между собой, что исключает протечку смеси при воздействии на форму вибрации,что позволяет получать изделия равномерной плотности по всему сечению формы. Затем форма по транспортному пути 1 проходит посты выдержки 13 и поступает на пост распалубки 14, Борта раскрываются с помощью рычагов 19. Расположение шарниров 4 ниже плоскости поддона 2 в плоскости борта способствует обеспечению раскрытия борта под действием сил тяжести. Величина раскрытия бортов ограничивается упорами 11. Расположение шарниров 4 обеспечивает постепенный отрыв бортов от изделия, начиная
с верхней поверхности массива, что позволяет сохранить его целостность. Затем рольганг 17, поднимаясь, взаимодействует с направляющими 7 поддона 2 и поднимает его над уровнем бортов. При включении
приводов рольгангов 17 и роликов 22 поддоны 2 перемещают на ролики 22 и пост разрезки 15, где они фиксируются, а массив разрезается на изделия. После этого поддон 2 расфиксируют и подают на пост автоклавной обработки 16 . Затем производят разборку массива на изделия; чистку и смазку поддонов, после чего собирают формы и подают их на пост заливки и формования для повторения цикла.
Формула изобретения Конвейерная линия для изготовления ячеисто-бетонных изделий по авт. св. № 1447670, отличающаяся тем, что, с целью повышения качества изделий и надежности работы,продольные борта бортос- настки снабжены выступами, поперечные борта - упругими прокладками, контактирующими с выступами , а опорная рама - кронштейнами с упорами для взаимодействия с продольными бортами при распалубке, причем шарниры их крепления расположены ниже поддона в плоскости рабочей поверхности бортов.
| название | год | авторы | номер документа |
|---|---|---|---|
| Конвейерная линия для изготовления ячеистобетонных изделий | 1986 |
|
SU1447670A1 |
| КОНВЕЙЕРНЫЙ СПОСОБ ИЗГОТОВЛЕНИЯ ЯЧЕИСТОБЕТОННЫХ ИЗДЕЛИЙ И КОНВЕЙЕРНАЯ ЛИНИЯ ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1992 |
|
RU2054996C1 |
| КОНВЕЙЕРНАЯ ЛИНИЯ ДЛЯ ИЗГОТОВЛЕНИЯ ЯЧЕИСТОБЕТОННЫХ ИЗДЕЛИЙ | 2003 |
|
RU2255859C2 |
| Конвейерная линия для изготовления ячеистобетонных изделий | 1989 |
|
SU1708626A1 |
| КОНВЕЙЕРНАЯ ЛИНИЯ ДЛЯ ИЗГОТОВЛЕНИЯ ЯЧЕИСТО-БЕТОННЫХ ИЗДЕЛИЙ И КОНВЕЙЕРНЫЙ СПОСОБ ИЗГОТОВЛЕНИЯ ЯЧЕИСТО-БЕТОННЫХ ИЗДЕЛИЙ | 2008 |
|
RU2392115C1 |
| Конвейерная линия для производства ячеистобетонных изделий | 1974 |
|
SU612792A1 |
| Форма для изготовления изделий из ячеистого бетона | 1978 |
|
SU770798A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ИЗДЕЛИЙ ИЗ ЯЧЕИСТОГО БЕТОНА И СПОСОБ ПРИГОТОВЛЕНИЯ СЫРЬЕВОЙ СМЕСИ ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2003 |
|
RU2253567C2 |
| Форма для изготовления ячеисто бЕТОННыХ издЕлий | 1979 |
|
SU808301A1 |
| Технологическая линия для изготовленияячЕиСТОбЕТОННыХ издЕлий | 1979 |
|
SU850387A1 |
Изобретение относится к оборудованию для производства строительных изделий, в именно к конвейерным линиям для изготовления ячеисто-бетонных изделий. Целью является повышение качества изделий и надежности работы. В конвейерной линии для изготовления ячеисто-бетонных изделий продольные борта 5 бортоснастки имеют выступы, поперечные борта - упругие прокладки, контактирующие с выступами, что исключает протечку смеси при вибровоздействии на форму. Расположение шарниров ниже плоскости поддона 2 в плоскости борта способствует обеспечению раскрытия борта под действием сил тяжести. Величина их раскрытия ограничивается упорами 11. 8 ил. сл с
#
/f3/i
ю о со .
s
Фиг. 8
Редактор И.Сегляник
Составитель Н.Попова Техред М.Моргентал
О-//
Корректор О.Кравцова
| Конвейерная линия для изготовления ячеистобетонных изделий | 1986 |
|
SU1447670A1 |
| Видоизменение прибора с двумя приемами для рассматривания проекционные увеличенных и удаленных от зрителя стереограмм | 1919 |
|
SU28A1 |
