борта фиксируются прямоугольным пазом 35, выполненным в настиле. Борта имеют Средство для фиксации их перемещения в
горизонтальной и вертикальной плоскостях. 3 з.п,ф-лы, 7 ил.
| название | год | авторы | номер документа |
|---|---|---|---|
| Машина для сборки изоляторов | 1986 |
|
SU1403107A1 |
| Установка для прессования многослойных бетономозаичных плит | 1981 |
|
SU973370A1 |
| ТЕХНОЛОГИЧЕСКИЙ КОМПЛЕКС ПО ПРОИЗВОДСТВУ СТРОИТЕЛЬНЫХ КОНСТРУКЦИЙ И ПЛИТА ПЕРЕКРЫТИЯ, ИЗГОТОВЛЕННАЯ В ЭТОМ ТЕХНОЛОГИЧЕСКОМ КОМПЛЕКСЕ | 2005 |
|
RU2304042C2 |
| Конвейерная линия для изготовления многослойных строительных изделий | 1982 |
|
SU1126443A2 |
| Устройство для навесной сборки пролетного строения моста | 1987 |
|
SU1442499A1 |
| УНИВЕРСАЛЬНАЯ ТЕХНОЛОГИЧЕСКАЯ ЛИНИЯ ДЛЯ ИЗГОТОВЛЕНИЯ ПРЕДВАРИТЕЛЬНО НАПРЯЖЕННЫХ СТРОИТЕЛЬНЫХ КОНСТРУКЦИЙ, СТРОИТЕЛЬНАЯ КОНСТРУКЦИЯ И ПЛИТА ПЕРЕКРЫТИЯ, ИЗГОТОВЛЕННЫЕ НА ЭТОЙ ТЕХНОЛОГИЧЕСКОЙ ЛИНИИ | 2005 |
|
RU2293652C1 |
| ТРАНСПОРТНО-ЗАРЯЖАЮЩАЯ МАШИНА | 2000 |
|
RU2194234C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СТРОИТЕЛЬНЫХ КОНСТРУКЦИЙ И СТРОИТЕЛЬНЫЕ КОНСТРУКЦИИ, ИЗГОТОВЛЕННЫЕ ЭТИМ СПОСОБОМ | 2005 |
|
RU2292261C1 |
| Форма для изготовления трубчатых изделий | 1979 |
|
SU850403A1 |
| Форма для изготовления железобетонных плит с преднапряженной арматурой | 1985 |
|
SU1454703A1 |


Изобретение относится к области формования. Цель - снижение металлоемкости и уменьшение производственной площади. Продольные борта 11 связаны с поперечными бортами 12 У-образными упорами. На продольных бортах 11 жестко закреплены горизонтальные опорные площадки. Вдоль продольных бортов 11 размещены штанги 15 с возможностью продольного перемещения от силовых цилиндров 16. При продольном перемещении штанг 15 продольные борта 11 получают поперечное перемещение и передают их через У-образные упоры поперечным бортам 12. В сведенном опущенном положении продольные 11 и поперечные 12 борта фиксируются прямоугольным пазом 35, выполненным в настиле. Борта имеют средство для фиксации их перемещения в горизонтальной и вертикальной плоскостях. 7 ил.
Изобретение относится к формованию изделий и может быть использовано в строительной индустрии.
Цель изобретения - снижение металлоемкости и уменьшение производственной площади.
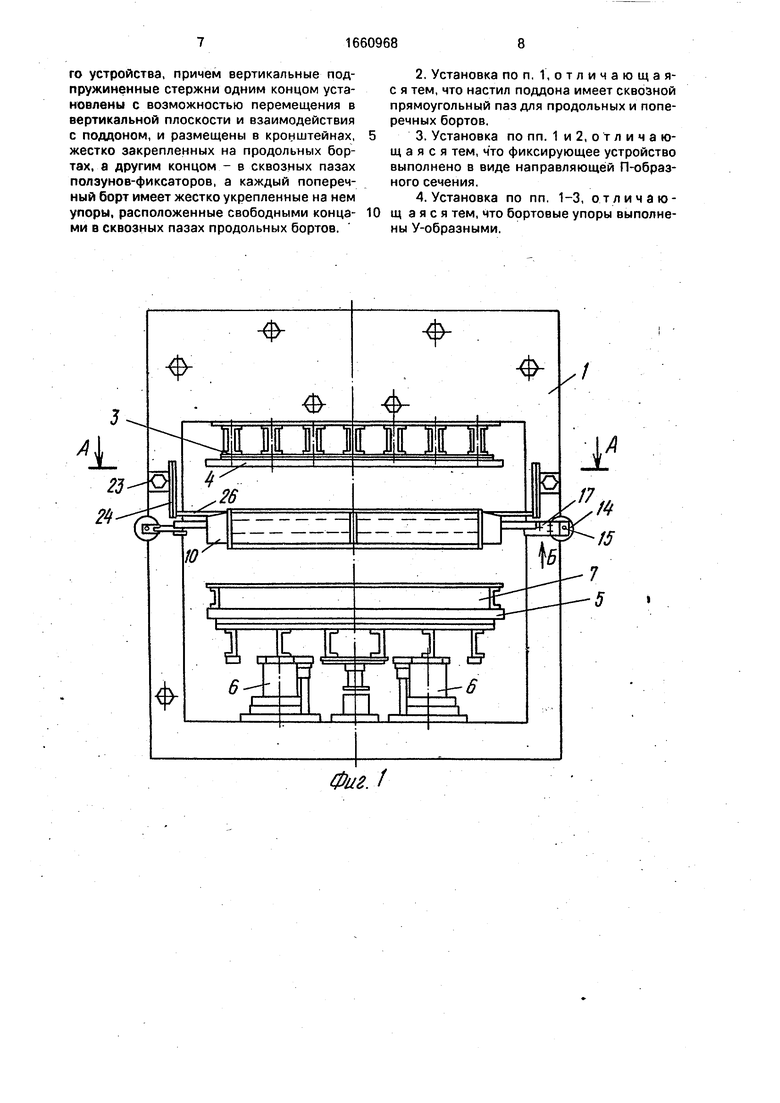
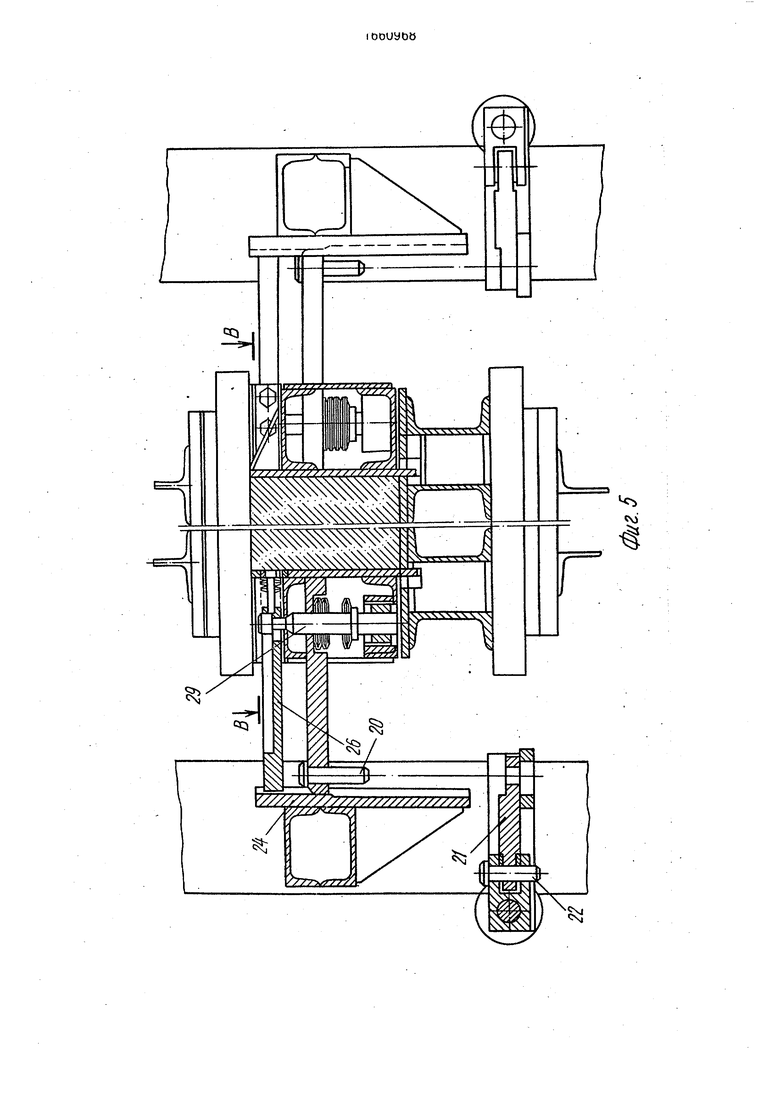
На фиг. 1 изображена установка, вид спереди; на фиг. 2 - то же, вид сбоку; на фиг. 3 - разрез А-А на фиг, 1; на фиг. 4 - разрез Б-Б на фиг. 3 до начала прессования; на фиг. 5 - то же, в процессе прессования; на фиг. 6 - разрез В-В на фиг. 5; на фиг. 7 - узел I на фиг. 3.
Установка содержит силовую раму 1, на которой смонтированы стойки 2 и верхняя плита 3 с замыкающим элементом 4. На раме 1 установлена нижняя плита 5, связанная с приводом ее вертикального перемещения - силовыми цилиндрами 6. На нижней плите 5 размещены поддон 7, выполненный из каркаса 8 с настилом 9, и формующая рамка 10 с продольными 11 и поперечными 12 бортами. На продольных бортах 11 жестко закреплены горизонтальные опорные площадки 13, а в стойках 2 рамы установлены с возможностью перемещения в горизонтальной плоскости в направлении, перпендикулярном продольным бортам 11, опоры 14. Вдоль продольных бортов 11 размещены штанги 15 с возможностью продольного перемещения от .силовых цилиндров 16. Штанги 15смонтированы в подшипниковых опорах 17, закрепленных на стойках 2. Силовые цилиндры 16 установлены на кронштейнах 18, закрепленных на стойках 2. На штангах 15 против опорных площадолк 13 жестко закреплены кронштейны-втулки 19, шарнирно связанные пальцами 20 с промежуточными пластинами 21. Последние шарнирно связаны пальцами 22 с опорными площадами 13. На стойках 2 посредством балок 23 жестко закреплены вертикальные профилированные направляющие 24 П-образного сечения. На продольных бортах перпендикулярно им по числу опорных площадок 13 жестко закреплены горизонтальные направляющие 25, в которых одним концом размещены ползуны-фиксаторы 26 с возможностью продольного перемещения в этих направляющих, подпружиненные пластинчатыми пружинами 27. Другие концы ползунов-фиксаторов 26 установлены в направляющих 24, В кронштейнах 28 продольных бортов 11 установлены вертикальные стержни 29, подпружиненные пружинами 30, На каждом стержне
29выполнен упор 31 для пружин 30, шейка 32 и головка 33, установленная в пазу 34
ползуна-фиксатора 26. В настиле 9 поддона 7 выполнен прямоугольный паз 35 для нижних торцов бортов 11 и 12. На уголках поперечных бортов 12 жестко закреплены одной стороной У-образные упоры 36. Вторые сто0 роны этих упоров расположены в сквозных пазах 37, выполненных с концов продольных бортов 11,
i Установка работает следующим образом.
5 В исходном положении формующая рамка 10 (фиг. 1-3) с раздвинутыми бортами 11 и 12 с помощью опорных площадок 13 и пальцев 20 установлена на опорах 14. При этом свободный конец цилиндрического верти0 кального стержня 29 находится в крайнем нижнем положении, тарельчатые пружины
30находятся под усилием предварительного сжатия, головка 33 стержня 29 размещена в пазу 34 ползуна-фиксатора 26, который
5 удерживает пружины 27 в сжатом положении. Стержень 29 находится в расфиксиро- ванном положении.
С помощью приводного рольганга в зону прессования подается подготовленный
0 для эксплуатации поддон 7. Точность уста- новки поддона относительно формующей рамки 10 обеспечивается боковыми направляющими роликами и торцовыми устанавливающими упорами (не показаны),
5 С помощью гидроцилиндров 6 нижняя плита 5 пресса вместе с поддоном 7 перемещается вертикально вверх до тех пор, пока нижний контур формующей рамки 2 не войдет на 4-6 мм в прямоугольный паз 35, вы0 лолненный в настиле 9 поддона, и в этом положении останавливается (фиксируется). Включаются гидроцилиндры 16,которые перемещают в направляющих подшипниковых опорах 17 продольные штанги 15 с закреп5 ленными на них кронштейнами-втулками 19, При этом промежуточные пластины 21, соединенные с опорными площадками 13, устанавливаясь перпендикулярно к формующим поверхностям продольных бортов 11, пере0 мещают последние в рабочее положение. Одновременно наклонные грани У-образ- ных упоров 36 жестко закрепленных одной стороной на бортах грани 12, взаимодействуя со стенками пазов, образованных в продольных бортах 11, также сдвигают торцовые борта 12 в рабочее положение (положение прессования), прижимая их к продольным бортам 11. Перемещаясь в рабочее положение, продольные и торцовые борта формующей рамки 10 своей нижней частью охватывают боковые грани настила 9 поддона 7 с зазором до 1 мм на сторону,
В образованный таким образом формовочный отсек укладывается арматура и загружается до уровня верхних кромок бортов пластичная бетонная смесь, первоначальный объем которой на 9% больше объема спрессованного изделия. Затем оснастка с уложенной бетонной смесью нижней плитой 5 пресса поднимается до упора верхней кромки формующей рамки 10 в верхнюю неподвижную плиту 3 пресса. Происходит процесс динамического прессования формируемого изделия, в результате которого опорная плоскость поддона передаёт необ; ходимое рабочее давление на прессуемую бетонную смесь и сжимает ее до заданных размеров по толщине. При этом рамка своим нижним контуром утапливается в прямоугольный сквозной паз 35 настила 9, а цилиндрические стержни 29, сжимая под давлением поддона 7 тарельчатые пружины 30, выходят из контакта с прорезью ползуна-фиксатора 26 своими головками 33 и после полного сжатия на заданную толщину изделия устанавливают шейками 32, которые под действием пружин 27 охватывают буртиками прорези ползуна-фиксатора и фиксируют положение цилиндрического стержня 29 от дальнейшего вертикального перемещения. Избыток воды из бетонной смеси в процессе прессования удаляется через специальный фиксирующий материал, закрепляемый на перфорированном настиле 9 поддона 7 через отверстия в нижней тумбе пресса, а из него удаляется насосом для повторного использования.
После завершения процесса прессования нижняя плита 5 пресса вместе с формующей оснасткой и изделием опускается до тех пор, пока соединительные пальцы 20 опорных площадок 13 не войдут в зацепление с отверстиями промежуточных пластин 21, а опорные площадки 13 не вступят в контакт с опорами 14 через промежуточные пластины 21. Опускание оснастки с изделиями вниз прекращается. При этом площадки 13 выходят за пределы нижнего торца направляющих 24, а ползуны-фиксаторы 26 остаются в зоне упора. Включаются гидроцилиндры 16.
Гидроцилиндры 16, перемещая продольные тяги 15 посредством кронштейнов-втулок 19 и пальцев 20 площадок 13, перемещаемых
в направляющих пазах опор 14, отодвигают продольные борта 11 от готового изделия в . пределах ширины паза 35 поддона 7. Одновременно с помощью У-образных упоров 36
5 раздвигаются поперечные борта 12,
Во время перемещения продольных бортов 11 вместе с подпружиненными фиксирующими опорами опорная площадка 13 выходит за пределы нижнего торца направля0 ющих 24, а ползун-фиксатор 26, упираясь в направляющие 24, остается на месте, в результате чего его сквозной паз 34 совмещается с осью цилиндрического стержня 29. При дальнейшем опускании поддона с
5 изделием цилиндрический стержень 29 под действием усилия пружин 30 опускается вниз относительно неподвижной формующей рамки 10, а его головка 33 входит в паз ползуна. Формующая рамка занимает исходное рас0 крытое положение. Поднос с изделием опускается за пределы формующей рамки на приводной рольганг и транспортируется на пост дозревания и термовлажностной обработки. Под пресс подается следующий под5 дон и технологический процесс прессования изделия повторяется.
Формула изобретения
0 из бетонных смесей, содержащая силовую раму, на которой смонтированы стойки, верхняя плита с замыкающим элементом, подвижная в вертикальной плоскости от силового цилиндра нижняя плита с разме5 щенным на ней поддоном, имеющим каркас с настилом, и закрепленную на раме над поддоном формующую рамку с подвижными в горизонтальной плоскости продольными и поперечными бортами, отличаю0 щ а я с я тем, что, с целью снижения металлоемкости и уменьшения производственной площади, установка снабжена горизонтальными опорными площадками, жестко скрепленными одним концом с продольными
5 бортами, вдоль которых смонтированы подвижные от гидроцилиндров штанги с кронштейнами-втулками, шарнирно соединенными при помощи промежуточных пластин с другими концами опорных площадок,
0 при этом установка имеет вертикальные подпружиненные стержни, фиксирующие устройство с вертикальными направляющими для горизонтального и вертикального положения продольных бортов, подпружиненные
5 ползуны-фиксаторы со сквозными пазами, установленные одним концом с возможностью продольного перемещения в жестко закрепленных на продольных бортах горизонтальных направляющих, а другим концом - в вертикальных направляющих фиксирующего устройства, причем вертикальные подпружиненные стержни одним концом установлены с возможностью перемещения в вертикальной плоскости и взаимодействия с поддоном, и размещены в кронштейнах, жестко закрепленных на продольных бортах, а другим концом - в сквозных пазах ползунов-фиксаторов, а каждый поперечный борт имеет жестко укрепленные на нем упоры, расположенные свободными концами в сквозных пазах продольных бортов.
П1 I
I
3SI
д
Фиг. /
0
CSJ
00 (С СГ
о
сЈ (О
to
/
ess
«и
t
3
36
р / Е
Фиг.6
№«7
| Казакова Е.Г., Сквирский Е.Ю | |||
| Оборудование для изготовления крупноразмерных сборных железобетонных изделий | |||
| Обзорная информация, вып | |||
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| - М.: ЦНИИТЭст- роймаш, 1986, с | |||
| Способ изготовления электрических сопротивлений посредством осаждения слоя проводника на поверхности изолятора | 1921 |
|
SU19A1 |
