Известны установки для формования быстротвердеющих многопустотных строительных изделий, например, панелей, выполненные в виде подъемно-опускного штампа с упругими резиновыми камерами-сердечниками, образующими пустоты в формуемом изделии и извлекаемыми из формы при их вакуумировании. Известны и автоматические устройства для непрерывного формования, выполненные в виде вращающегося на горизонтальной оси многогранного барабана со смонтированными на его гранях вибрирующими формами. Однако такие установки не обеспечивают автоматического нанесения на изделие второго лицевого слоя, закрывающего пустотную часть, и удаления из формы готового изделия.
Описываемое изобретение устраняет этот недостаток тем, что в установке под вращающимся барабаном устроен подъемный стол с вибратором, на который поступают поочередно поддоны, заполненные формовочной массой.
При подъеме стола с формой, заполненной массой, последняя соприкасается и принимает на себя пустотелую часть изделия, находящегося на нижней плоскости барабана, образовывая второй лицевой слой изделия. После этого стол с поддоном и готовым изделием опускается, форма с изделием отодвигается вбок, кантуется на ребро, грани формы раскрываются, изделие удаляется, а поддон занимает исходное положение.
Для равномерного распределения массы в вибрирующей, форме и облегчения посадки в нее сердечников щтампа каждая форма смонтирована на отдельных амортизаторах на плоскостях многогранного барабана. Вибратор формы включается контактами, расположенными на щтампе, при опускании его на форму и выключается по окончании посадки сердечников щтампа в массу.
№ 124858- 2 -
Для предупреждения вытекания раствора из формы, штамп снабжен рамкой с уплотнительной эластичной прокладкой, которая образует своим выступом торцовую канавку по всему периметру изделия (панели). .Эта канавка способствует надежному закреплению второго лицевого слоя массы на пустотной части изделия.
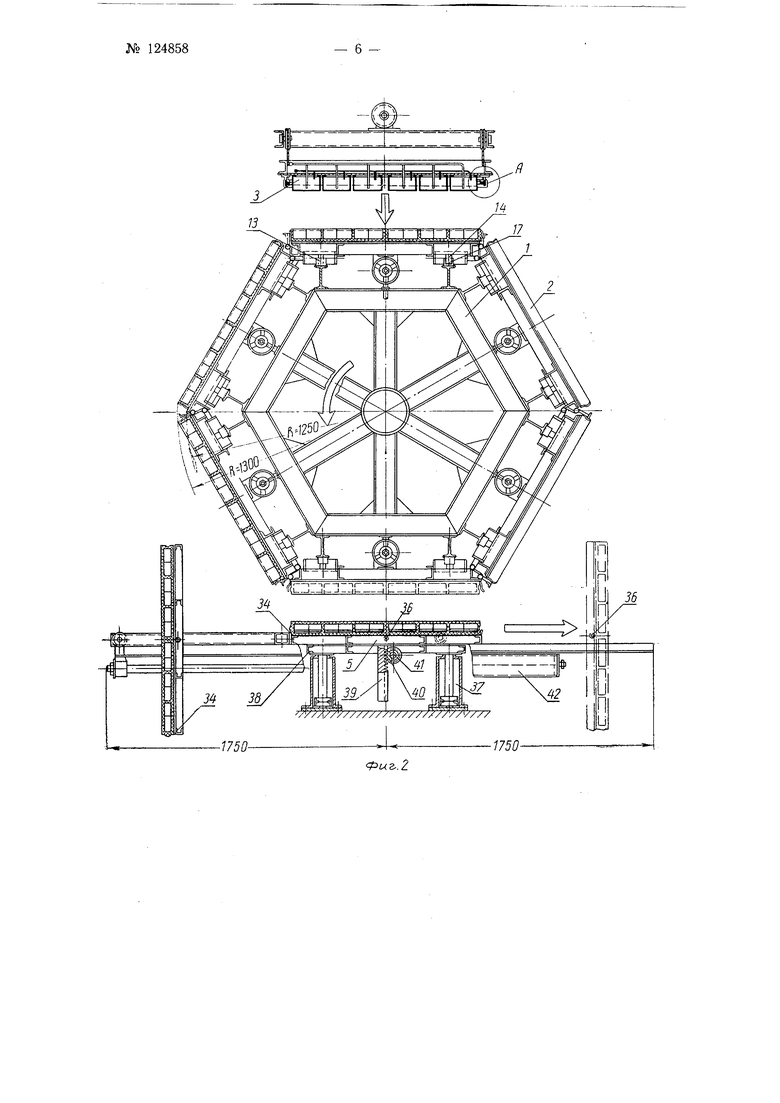
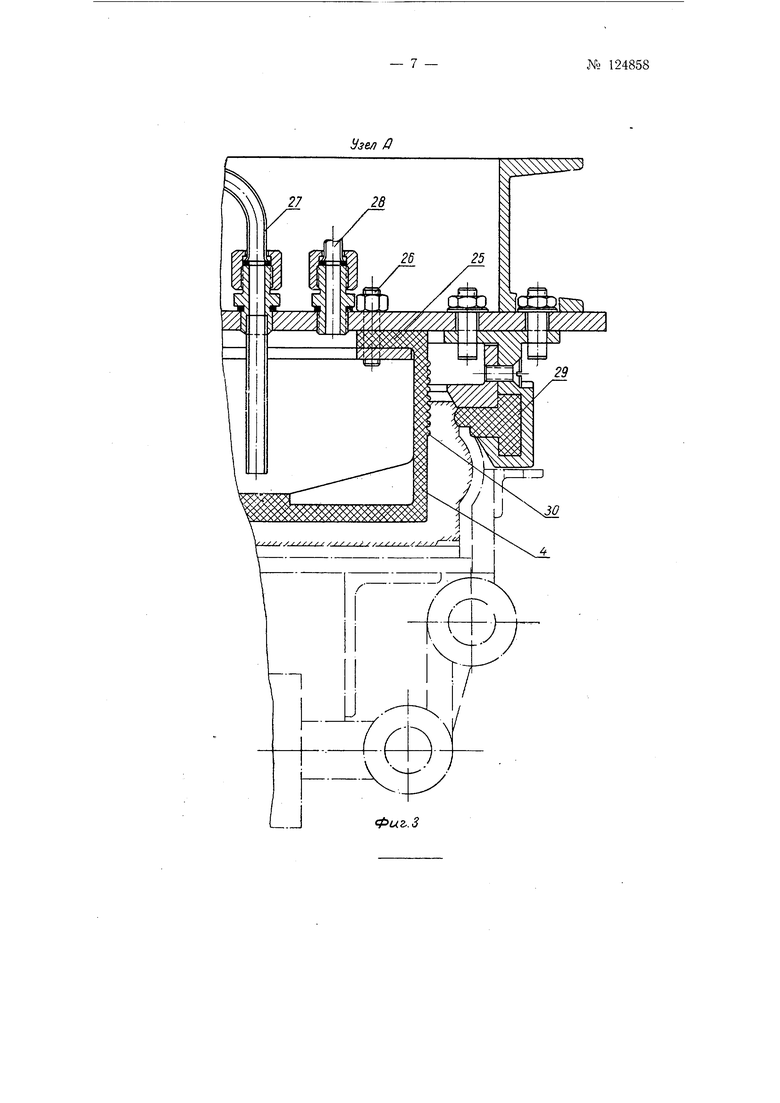
На фиг. 1 изображена описываемая установка (вид сбоку), на фиг. 2-представлен поперечный разрез ее, на фиг. 3-узел Л штампа.
Установка предназначена для непрерывного формования быстротвердеющих многопустотных панелей с двумя лицевыми стенками и может быть выполнена стационарной и передвижной. Она состоит из поворотного барабана 1 многогранной формы (в данном случае шестигранной) со смонтированными на его гранях вибрируюшнми заливочными формами 2. Над барабаном расположен пoдъeмнq-опускной штамп 3, несзший упрзгие (в виде резиновых камер) сердечники 4 разной конфигурации, предназначенные для образования пустот в формуемой панели. Под барабаном устроен подъемный стол 5, несуш,ий поддоны с массой, образующей второй лицевой слой панелей.
Поворотный барабан представляет собой рамный каркас, сваренный из швеллеров и двутавровых балок с горизонтальной трубчатой осью 6, установленной в подшипниках 7. На концах оси барабана насажены на шпонках с обеих сторон тормозные диски 8 с пазами (их шесть по количеству рабочих граней барабана), фиксирующие положение барабана с помощью штырей 9 в заданном положении. Штыри установлены жестко на стойках 10 и могут перемещаться только в вертикальной плоскости. Пружины // прижимают штыри к седлу к одному из пазов того или другого тормозных дисков и не позволяют барабану поворачиваться до появления тока в соленоиде 12. На гранях барабана параллельно его оси имеется по два ряда гнезд 13, в которые упираются бобышки 14 рам заливочных форм.
Заливочная фор.ма представляет собой легкую виброплоща.1Ку 15 с вибратором 16, снабженную бортами. Продольные борта формы в. поперечном сечении имеют соответствующее очертание, благодаря которому в готовых панелях образуется шпунтовый замок для стыковки их при монтаже.
Бобышки рамы опираются на эластичные втулки 17, выполняющие роль амортизаторов, v. изолирующих раму от влияния вибрации. Включение вибратора производится пусковой кнопкой 18. На каждой раме устанавливаются пневматические цилиндры 19, которые раскрывают форму, находящуюся в нижнем положении. Подача сжатого воздуха для раскрытия формы производится клапаном 20. Раму с формой для отделения ее от барабана в опрокинутом положении удерживают болты 21.
Подъемно-опускной щтамп подвешивается к порталу 22 на тросах 23, перекинутых через блоки 24. Штамп имеет плоское основание, на котором в определенном порядке расположены упругие камерысердечники 4, которые крепятся к листу фланцем 25 со шпильками 26 (фиг. 3). Каждая камера сердечника снабжена двумя ниппелями: один для выпуска горячей воды из трубопровода 27 и ускорения времени схватывания раствора, а другой-для впуска воздуха по трубопроводу 28 при вакуумировании камер и завершении формования пустотной части панели. Штамп по периметру имеет уплотнительную эластичную прокладку 29, закрывающую форму при опускании щтампа, благодаря чему по периметру пустотной части панели образуется канавка, которая так же, как и насечка от рифов 30 сердечников, предназначена для увеличения сцепления пустотной части панели со второй лицевой стенкой. При этом подвижная, еще не схватившаяся в начальный момент гипсовая масса второй лицевой стенки легко заходит в выступающие из формы углубления канавки и насечек , и прочно связывает соединяемые части.
Образование канавки производится .следующим образом. При опускании штампа пустотообразователи выталкивают раствор вверх, поднимая перемычки пустотами и образуя замкнутую стенку по периметру вдоль бортов формы. При этом зплотнительная прокладка 29, касаясь бортов, выНСимается внутрь формы, образуя канавку. Кроме рифленности, сердечники имеют приливы в виде клинообразных утолщений 31, оставляющих после формования пазы в стенках пустотных, например, сотовых ячеек и отверстия в торцах панели. Это обеспечивает связь с атмосферой каждой ячейки для выхода воздуха при сушке и рассеивание звуковой волны. В пазы до закрытия сотовых ячеек вторым лицевым слоем может укладываться скрытая электро-радио проводка. Подъем и опЗТкание штампа производится пневматическим подъемником 32. Для включения вибратора 16 на раме штампа установлен упор 33 кулачкового типа, при своем опускании включающий, а затем выключающий пусковую кнопку 18.
Подъемный стол 5 состоит из двух поддонов 34, которые свободно вкладываются в тележку 35 и поворачиваются вокруг собственной оси 36 при выдвинутом из-под барабана положении, двух пар пнев.моподъемников 57, опорной рамы 38 с рейками 39, находящимися в зацеплении с шестернями 40, сидящими на одной оси 41. Так как рейки прикреплены к раме на противоположных концах, а шестерни сидят на одной оси, то при подъеме рама не может иметь перекосов, что обеспечивает параллельность подъема поддона при стыковке с формой барабана. Возвратно-поступательное (челночное) движение тележки осуществляется пневмотолкателем 42 с помощью золотникового устройства, золотничок которого имеет два соленоида. Включение клапана 20 для раскрытия формы при стыковке ее с поддоном производится упором 43.
Работа установки заключается в следующем.
Автоматически отдозированный и приготовленный в мешалке раствор подается с помощью поворотного рукава в верхнюю форму барабана, при этом выдача раствора осуществляется только при совпадении разгрузочных окон мешалки с трубой рукава, то есть при направленном на форму положении рукава. Реверсивное движение создается изменением направления подачи тока в электродвигатель поворотного рукава конечным переключателем, установленным на предельном угле разворота. По заполнении формы и возвращении рукава мещалки в исходное положение открывается клапан одностороннего действия, спускающий воздух из-под поршня пневмоподъемника 32. При этом штамп 5 плавно опускается. При его движении упор 33 замыкает кнопку 18, включая вибратор 16. При дальнейшем опускании штампа сердечники входят в раствор. При окончательном опускании щтампа кнопка 18 тем же кулачковым упором 33 вщключает вибратор. Этим же импульсом включается реле времени выдержки, а также отжимается с помощью тока соленоид клапана и включается подача горячей воды по трубопроводу 27 в сердечники. По истечении заданного времени реле перекрывает подачу горячей воды в сердечники и включает вакуумирование. При достижении необходимого разряжения регулятор давления подает ток на соленоид, поворачивающий клапан пневмоподъемника 32, для подачи воздуха на подъем штампа.
Отделившись от барабана, штамп 3 замыкает контакт одностороннего кратковременного действия, дающий импульс тока в соленоид 12. При этом .штырь 9 выводится из паза тормозного диска н ба- 3 -, jNb 124858
№ 124858- 4 -
рабан, вследствие неуравновешенности одной части (наличия панелей на двух его гранях), поворачивается. Ток в соленоиде прерывается, пружина 11 снова прижимает штырь к тормозному диску. При появлении следуюш,его паза штырь входит в него и фиксирует барабан. Пря подъеме штамп 3 размыкает контакт цепи вакзумнасоса и разряжение сердечников прекраш.ается. За определенное время до о-1ереднаго поворота барабана включается подача сжатого воздуха в ту или иную полость толкателя 42 на выдвижение тележки 35. Направление подачи воздуха определяется положением золотника в цилиндре ::ледяшей системы. Движение золотника осуш,ествляется соленоидами. Включение того или иного соленоида производится одним из контактов, соприкасаюш,ихся с рамкой тележки 35, при ее крайнем выдвинутом положении. Одновременно дрзгой такой же контакт включает цепь тока рукава нижней мешалки, подаюш,его раствор в поддон, задвинутый тележкой под барабан. При дрзгом положении тележки замыкается другая пара -контактов, причем импульс тока на обратное перемещение тележки последует при срабатывании реле времени. При заве1-шении поворота в следуюш.ее рабочее положение барабан замыкает цепь тока на поворот рукава верхней мешалки и открытие соленоидом клапана пневмоподъемников 37, которые поднимают раму 38. Последняя подхватывает поддон с раствором и поднимает его в форму до упора. К этому времени пустотная сторона панели, пройдя три поворотных (промежуточных) положения, набирает достаточную прочность и занимает опрокинутое положение под барабаном. Выступаюш,ие из формы стенки панели входят в жидкий раствор поддона. Раствор затекает в канавку стенки и в углубления перемычек и прочно скрепляется с ними, образуя закрытую панель. Упор 43 отжимает клапан 20, и сжатый воздух поступает через комбинированную дроссельную шайбу, замедляюш.ую его движение, в пневмоцилиндры 19. Через некоторое время .форма раскрывается и освобожденная панель остается в поддоне. Воздух из-под поршней пневмоподъемников 37 через другой клапан, отжатый раскрытым бортом формы, удаляется; панель с поддоном и рамой опускается. Упор освобождает «лапан 20, и сжатый воздух, пройдя другое, меньшее к-элиброванное отверстие в трубопроводе к пневмоцилиндрам 19, через некоторое время закрывает форму и весь цикл формования панели повторяется. .Через некоторое время с выдвинутого поддона снимается панель, а опрокинутый поддон при своем возвраш,ении под барабан наталкивается на полозья и разворачивается до горизонтального положения. Для выдерживания ритма работы и обеспечения отвердения материала второй лицевой стенки, установка оборудована только двумя поддонами, так как за время поворота барабана на 180° пустотная часть панели, спаренная со второй лицевой стенкой, является для последней каркасом жесткости.
Предмет изобретения
1. Автоматическая установка для непрерывного формования быстротвердеющих многопустотных строительных изделий, например, панелей, выполненная в виде вращаюи егося на горизонтальной, оси многогранного барабана со смонтированными на его плоскостях вибрируюш,ими формами, поочередно взаимодействующими с расположенными над барабаном подъемно-опускным штампом с упругими в виде резиновых «амер сердечниками, образующими пустоты в формуемом изделии и извлекаемыми из формы при вакуумиррвании их, отличаюш,аяся тем, что, с целью нанесения на изделие второго лицеBoro слоя, закрывающего пустотную часть, и удаления из формы готового изделия, под барабаном устроен подъемный стол, несущий поддоны с формовочной массой, образующей второй лицевой слой изделия, и принимающий последнее на себя при раскрытии им бортов формы, с последующим боковым выдвижением поддона и кантованием изделия для транспортировки. 2.Форма выполнения установки по п. 1, отличающаяся тем, что, с целью равномерного распределения массы в вибрирзющей форме и облегчения посадки в нее сердечников щтампа, каждая форма монтирована на плоскостях многогранного барабана на отдельных амортизаторах, с включением вибратора формы контактами иа щтампе, при его опускании на форму и выключением при окончании посадки сердечников штампа в массу. 3.Форма выполнения установки по нп. 1 и 2, отличающаяся тем, что, с целью предупреждения вытекания раствора из формы, штамп снабжен рамкой с уплотнительной эластичной прокладкой, образующей своим выступом торцовую канавку по всему периметру изделия, способствующую надежному закреплению второго лицевого слоя массы на пустотной части изделия.

| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для литья различных строительных деталей из волокнистых масс | 1957 |
|
SU114141A1 |
| Пресс-форма - штамп для изготовления цельнопрессованных дверных полотен, деталей мебели и т.п. деталей из древесных отходов | 1957 |
|
SU111291A1 |
| Станок для формовки бетонных и железобетонных безнапорных труб | 1948 |
|
SU95700A1 |
| Станок для изготовления пустотелых шлакобетонных камней | 1949 |
|
SU89315A1 |
| УСТАНОВКА ДЛЯ ФОРМОВАНИЯ МОНОЛИТНЫХ ОБЪЕМНЫХ БЛОКОВ | 1966 |
|
SU184687A1 |
| Установка для формования объемныхэлЕМЕНТОВ | 1979 |
|
SU837877A1 |
| Машина для формования многоступенчатых панелей перекрытий | 1976 |
|
SU655541A1 |
| Кассетная установка для изготовления строительных изделий | 1987 |
|
SU1447674A1 |
| ВИБРОБЕТОНОУКЛАДЧИК | 2005 |
|
RU2304509C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СТРОИТЕЛЬНЫХ БЛОКОВ ПРЕССОВАНИЕМ, ПРЕСС-ФОРМА И ЛИНИЯ ДЛЯ РЕАЛИЗАЦИИ СПОСОБА | 1995 |
|
RU2087307C1 |

Фиг-.Z
