4 4ib
00
Изобретение относится к конструкции и технологии изготовления высоковольтных выключателей и переключателей, служащих для ком 1утации элементов мощных контурных систем и может быть использовано в электротехнической и радиотехнической отраслях промьгашенности.
Целью изобретения является повышение эксплуатационных характеристик переключателя и снижение трудоемкости его изготовления.
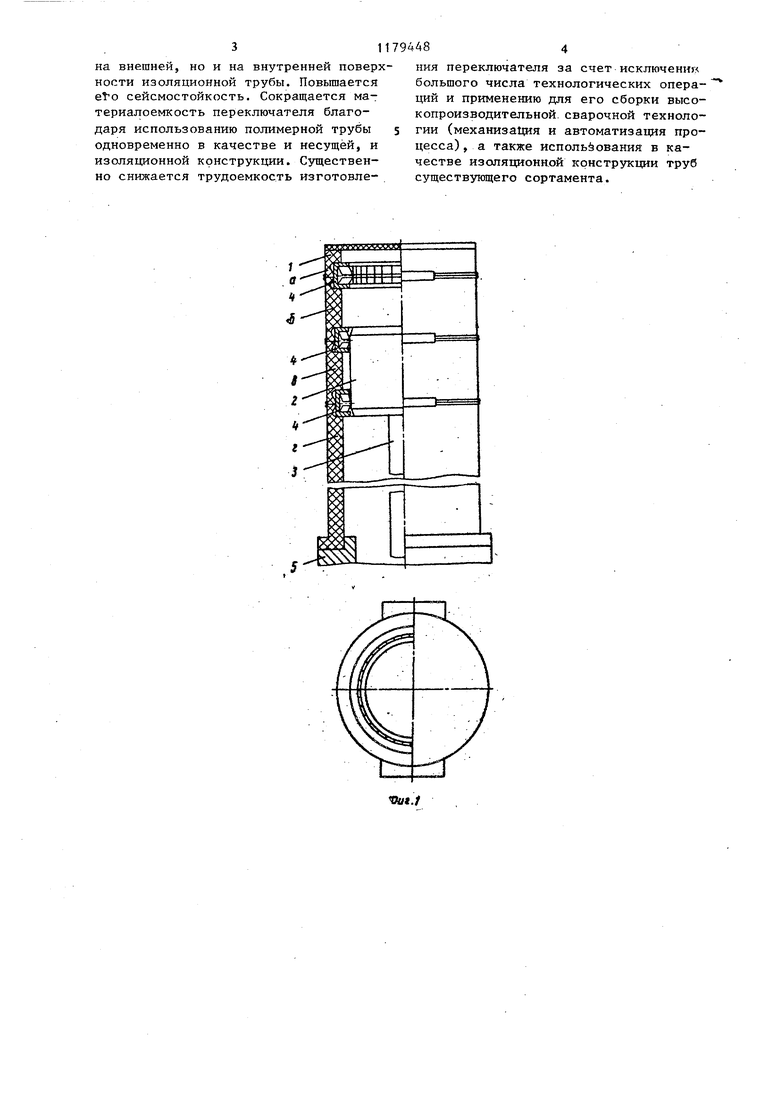
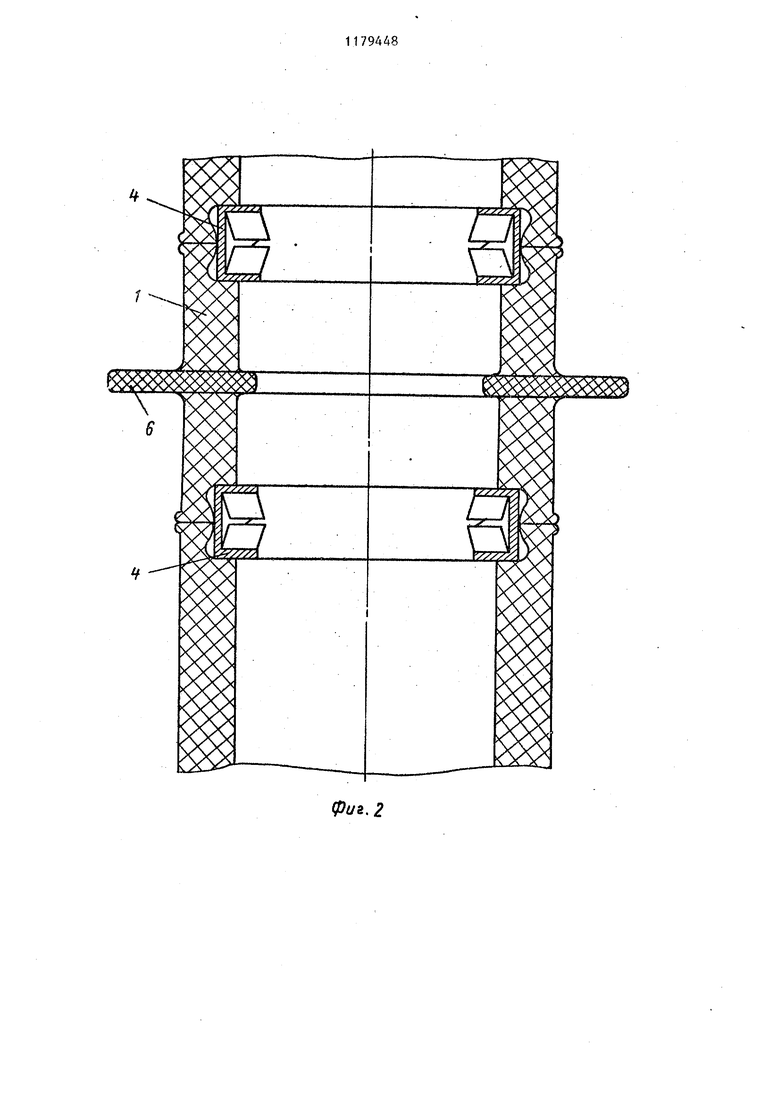
На фиг. 1 показана конструкция переключателя; на фиг. 2 - фрагмент конструкции с вваренной диэлектричес кой шайбой; на фиг. 3 - пример установки неподвижного контакта с помощью термоконтактной сварки.
Конструкция переключателя содержит изоляционную полимерную трубу 1, состоящую из сваренных между собой отрезков, а,б,в,г - подвижный контак 2 на изоляционном штоке 3, неподвижные контакты 4; механический привод 5 подвижного контакта; диэлектрическую шайбу 6 (изготовленную из того же материала, что и изоляционная труба). На фиг. 3 показана центрирующая оправка 7 и электронагреватель 8.
Переключатель изготавливается следующим образом. Из полимерной трубы нарезаются отрезки, длина которых определяется выбранными изоляционными промежутками между неподвижными контактами (б,в) и относительно земли (г).
На сопрягаемых торцевых поверхностях отрезков выполня1Ьт кольцевые проточки диаметром превьшающим диа- метр неподвижного контакта на 3 5 мм. Это позволяет учесть допустимые отклонения от геометрических размеров полимерной трубы в состоянии поставки при соосном расположеНИИ контактов. Суммарная ширина двух сопрягаемьк проточек на 2-3 мм превьш1ает ширину закладываемых в них контактов, что необходимо для протекания реологических процессов (течения расплава) при образовании качественного сварного соединения и формования внутренней стенки проточе т.е. охвата контакта по всей длине окружности.
Для вывода контактных площадок за пределы изоляционной трубы на диаметрально противоположных сторонах
тенки проточки делают окно (вырубат нагретым инструментом или фрезеуют) .
Установка контактов производится следующим образом. Контакт 4, установленный на центрирующей оправке 7, заводят в кольцевые проточки отрезков а и б изоляционной трубы 1. Между отрезками трубы помещают электронагреватель 8, с помощью которого доводят материал на сопрягаемых торцевьк поверхностях о,трезков до вязкотекучего состояния. После чего удаляЬт электронагреватель и производят осадку (перемещение отрезков навстречу друг к другу) до упора их в контакт 4. Расплавленньй материал заполняет полость между устанавливаемым контактом и внутренней поверхностью проточки, а лишний выдавливается на внешнюю поверхность трубы.
Аналогичным образом производят установку остальных неподвижных контактов. После удаления центрирующей оправки 7 и установки трубы 1 на механический, привод 5 переключатель готов к эксплуатации.
Для установки диэлектрической шайбы 6 перед сборкой переключателя каждый отрезок разрезается попо лам, шайба устанавливается между ними и с помощью двух кольцевых нагревателей (по одному с каждой стороны шайбы) производится их сварка, причем установку (заварку) шайбы можно производить как предварительно, т.е. перед установкой контактов 4, так и после нее. И в первом и во втором случае соосность н подвижньк контактов 4 обеспечивается с помощью центрирукщей оправки 7.
В зависимости от предъявляемых требований, в качестве материала изоляционной трубы могут быть использованы радиационно-модифицированный полиэтилен, полиамиды и другие полимерные материалы, обладающие способностью к образованию сварных соединений .
Эффективность использования изобретения заключается, в следующем.
Повьшается надежность переключателя благодаря значительному сокращению применяемьк деталей и узлов, а также повышению его электрической прочности за счет увеличения пути утечки электрического тока не только 311 на внешней, но и на внутренней поверхности изоляционной трубы. Повышается eto сейсмостойкость. Сокращается материалоемкость переключателя благодаря использованию полимерной трубы одновременно в качестве и несущей, и изоляционной конструкции. Существенно снижается трудоемкость изготовле48ния переключателя за счет исключения большого числа технологических операций и применению для его сборки высокопроизводительной, сварочной технологии (механиза1щя и автоматизация процесса) , а также использования в качестве изоляционной конструкции труб существующего сортамента.
| название | год | авторы | номер документа |
|---|---|---|---|
| Высоковольтный переключатель | 1990 |
|
SU1725280A1 |
| СПОСОБ СОЕДИНЕНИЯ ТРУБ С ВНУТРЕННИМ И НАРУЖНЫМ ПОКРЫТИЯМИ И УСТРОЙСТВО ДЛЯ ЕГО РЕАЛИЗАЦИИ | 2012 |
|
RU2485386C1 |
| СПОСОБ ЗАЩИТЫ ОТ КОРРОЗИИ СВАРНОГО СОЕДИНЕНИЯ ТРУБ С ВНУТРЕННИМ АНТИКОРРОЗИОННЫМ ПОКРЫТИЕМ | 2016 |
|
RU2621451C1 |
| Способ изготовления изолятора | 1985 |
|
SU1361641A1 |
| ГИДРОЦИЛИНДР | 2001 |
|
RU2219382C2 |
| СПОСОБ КОМПЛЕКСНОЙ ЗАЩИТЫ ОТ КОРРОЗИИ ПРОТЯЖЕННЫХ СТАЛЬНЫХ ТРУБОПРОВОДОВ (ВАРИАНТЫ) | 2005 |
|
RU2296817C2 |
| Способ соединения секций футерованного трубопровода | 2021 |
|
RU2769328C1 |
| УСТРОЙСТВО ДЛЯ СБОРКИ И СВАРКИ ИЗДЕЛИЙ ИЗ ПОЛИМЕРНОЙ ПЛЕНКИ | 2011 |
|
RU2486116C2 |
| СВАРНОЕ СОЕДИНЕНИЕ ТРУБ С ВНУТРЕННИМ АНТИКОРРОЗИОННЫМ ПОКРЫТИЕМ | 2012 |
|
RU2503873C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ТОКОИЗОЛИРУЮЩЕЙ ВСТАВКИ ДЛЯ ТРУБОПРОВОДА | 2004 |
|
RU2268435C1 |

1. ВЫСОКОВОЛЬТНЫЙ ПЕРЕКЛЮЧАТЕЛЬ с возвратно-поступательным перемещением подвижного контакта, замыкающего попарно неподвижные контакты, закрепленные на корпусе из Изоляцирнной полимерной трубы, отличающийся тем, что, с Целью повьшения эксплуатационных характеристик переключателя и снижения трудоемкости его изготовления, корпус вьшолнен из отрезков изоляционной трубы,в местах стыка которых вьтолнены кольцево1е проточки, в которых установлены указанные неподвижные контакты, закрепленные посредством соединения отрезков изоляционной трубы между собой. 2.Переключатель по п.1, отличающийся -тем, что отрезки трубы соединены сваркой. 3.Переключатель по п.1, отличающийся тем, что изоляционная труба на участках между неподвижными контактами снабжена по крайней мере одной диэлектрической шайбой из (Л материала, идентичного материалу трус бы, и соединена с ней.
| Патент США № 3862389, кл | |||
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Высоковольтный переключатель | 1959 |
|
SU132289A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
| Автоматический сцепной прибор американского типа | 1925 |
|
SU1959A1 |
