Область техники, к которой относится изобретение
Изобретение относится к трубопроводному оборудованию и может быть использовано при сварном неразъемном соединении секций футерованных трубопроводов, используемых, например, для транспортировки продукции скважин.
Уровень техники
Известен способ соединения труб с внутренним покрытием (патент РФ №2410593, кл. МПК F16L 13/02, дата публ. 27.01.2011), заключающийся в формировании внутренних слоев сварного шва и околошовной зоны из коррозионно-стойкой стали с последующим нанесением на внутреннюю поверхность трубы изоляционного слоя. При изготовлении труб вводят дополнительный элемент из коррозионно-стойкой стали, выполненный в виде кольца, представляющего собой отрезок трубы, внешний диаметр которого равен диаметру трубы, а внутренний - внутреннему диаметру изоляционного слоя трубы, и соединяют его с концевой частью трубы из углеродистой стали при помощи сварки, получая при этом концевую часть труб в виде утолщенных колец.
Известен узел сварного соединения труб с внутренним покрытием (патент РФ №89656, кл. МПК F16L 13/02, дата публ. 10.12.2009), содержащий свариваемые трубы с внутренним полимерным покрытием и устанавливаемую в них втулку также с внутренним полимерным покрытием, на наружной поверхности которой расположены эластичные уплотняющие манжеты и центрирующее кольцо. Втулка выполнена с центральной кольцевой проточкой, в которой расположена термоизоляционная прокладка, и двумя кольцевыми проточками, выполненными по разные стороны от центральной кольцевой проточки и предназначенными для установки в них эластичных уплотняющих манжет. На центрирующем кольце выполнен кольцевой выступ, к которому подведены торцы свариваемых труб, центрирующее кольцо выполнено разрезным по образующей и установлено поверх термоизоляционной прокладки.
Известно равнопроходное сварное соединение труб с внутренним полимерным покрытием (патент РФ №82022, кл. МПК F16L 13/02, дата публ. 10.04.2009), содержащее металлические трубы и втулку с последующей сваркой. Предварительно на концах свариваемых труб изготавливают раструбы, в которых устанавливают втулку с внутренним полимерным покрытием и кольцевой канавкой, в которой размещают теплоизоляционный материал, например, асбест, при этом перед установкой на концы втулки наносят эпоксидный клей.
Недостатком указанных аналогов является необходимость использования дополнительного оборудования, такого как центрирующее кольцо. Так же приходится на концах свариваемых труб изготавливать раструбы, в которых устанавливают втулку с внутренним полимерным покрытием и кольцевой канавкой, в которой размещают теплоизоляционный материал. При сварочных работах при монтаже трубы эпоксидный клей потеряет свои свойства.
Наиболее близким по конструктивному исполнению является способ соединения секций футерованного трубопровода (патент РФ №2712322, кл. МПК F16L 58/18, дата публ. 28.01.2020), включающий обеспечение каждой секции футерованного трубопровода изолирующей втулкой между футеровочной трубой и основной трубой и последующую сварку концов основных труб двух секций футерованного трубопровода друг с другом. В конце основной трубы временно уменьшают диаметр футеровочной трубы и протягивают ее через основную трубу и изолирующую втулку, обеспечивая восстановление футеровочной трубы с образованием плотной посадки на внутренних поверхностях основной трубы и изолирующей втулки, которая проходит до конца футеровочной трубы или выступает за его пределы и не проходит по всей длине секции футерованного трубопровода. Недостатком является технологическая сложность реализации конструктивного решения.
Раскрытие сущности изобретения
Техническим результатом предлагаемого способа является повышение ремонтоспособности и эффективности использования металлополимерных трубопроводов транспортировки пластовой, подтоварной и пресной воды в системе ППД в условиях невозможности использования стандартной длины металлополимерного трубопровода.
Технический результат достигается благодаря тому, что способ соединения секций футерованных трубопроводов осуществляют с помощью двух втулок с последующей сваркой, при этом, перед установкой втулок, на концевых участках соединяемых секций металлополимерного трубопровода по всей внутренней боковой поверхности на небольшую длину и глубину снимают слой полимерного покрытия внутренней пластиковой футеровки, после чего часть длины наружной боковой поверхности обеих втулок подгоняют на длину и под внутренний диаметр снятых участков полимерного покрытия внутренней пластиковой футеровки секций трубопровода, при этом, на участок снятой наружной поверхности каждой втулки наносят высокотемпературный герметик для обеспечения герметичности между полимером и металлом, после чего, запрессовывают поверхности втулок с нанесенным герметиком внутрь каждого из концевых участков секций металлопластикового трубопровода заподлицо с фасками металлической основы, при этом, с наружной боковой поверхности изоляционной трубы каждого из концевых участков секций металлопластикового трубопровода снимают часть изоляционного покрытия, после чего производят сварку торцевых частей втулок и обеих частей металлической основы секций металлопластикового трубопровода.
Краткое описание чертежей
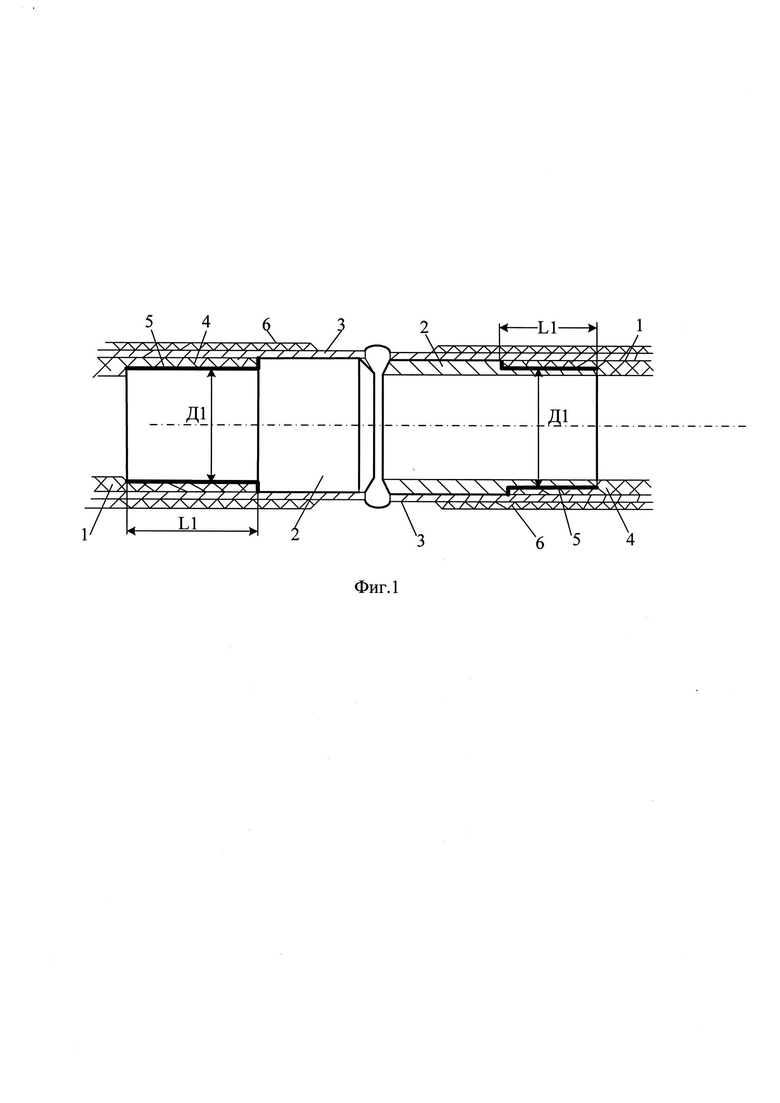
На Фиг. 1 представлена схема соединения секций футерованного трубопровода.
Осуществление изобретения
Предлагаемый способ соединения секций футерованного трубопровода используют для решения проблемы получения необходимой длины металлополимерного трубопровода одного диаметра с наружным полиэтиленовым покрытием и футерованным внутри полиэтиленовой трубой в случае запрета нарезания кусков определенной длины в связи с тем, что во время сварки внутреннее полимерное покрытие оплавляется под воздействием высокой температуры, а под воздействие высокого давления потока жидкости (порядка 4 МПа) может привести к закупорке трубопровода продукции скважин.
Способ включает соединение концевых участков секций футерованного трубопровода 1, в каждый из которых заподлицо с торцем металлического основания 3 трубопровода 1 установлена втулка 2, и последующую сварку.
Перед установкой втулок 2, на концевых участках секций соединяемого металлополимерного трубопровода 1 на длину L1 по всей боковой внутренней поверхности снимают толщину полимерного покрытия 4 внутренней пластиковой футеровки на диаметр Д1. Часть длины наружной боковой поверхности обеих втулок 2 подгоняют на длину L1 под внутренний диаметр Д1 снятого участка полимерного покрытия 4 внутренней пластиковой футеровки секций трубопровода 1 (например, порядка 50 мм при длине каждой втулки 1 от 100 до 300 мм, с наружным диаметром 73 мм, внутренним 57 мм).
На наружную поверхность длиной L1 (например, на длину порядка 50 мм) диаметра Д1 каждой втулки 2 наносят высокотемпературный герметик 5 для обеспечения герметичности между полимером и металлом, после чего, на длину L1 запрессовывают поверхности втулок 2 с нанесенным герметиком 5 внутрь каждого из концевых участков секций металлопластикового трубопровода 1 заподлицо с фасками металлической основы 3.
С наружной боковой поверхности изоляционной трубы 6 каждого из концевых участков секций металлопластикового трубопровода 1 снимают часть изоляционного покрытия, после чего производят сварку торцевых частей втулок 2 и обеих частей металлической основы 3 секций металлопластикового трубопровода 1.
Предлагаемый способ позволяет получить необходимую длину металлополимерного трубопровода с наружным полиэтиленовым покрытием и футерованным внутри полиэтиленовой трубой в случае запрета нарезания кусков трубопровода определенной длины при транспортировке пластовой, подтоварной и пресной воды в системе ППД, производить ремонт не всей секции водовода, а только ее части.
Предлагаемый способ соединения секций футерованного трубопровода используют в трубопроводах транспортировки продукции скважин в ООО «ЛУКОЙЛ-ПЕРМЬ».
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ СОЕДИНЕНИЯ СЕКЦИЙ ФУТЕРОВАННОГО ТРУБОПРОВОДА, СЕКЦИЯ ФУТЕРОВАННОГО ТРУБОПРОВОДА И СПОСОБ УКЛАДКИ ТРУБОПРОВОДА НА МОРСКОЕ ДНО | 2016 |
|
RU2712322C2 |
| СОЕДИНЕНИЕ ТРУБ С ВНУТРЕННИМ АНТИКОРРОЗИОННЫМ ПОКРЫТИЕМ | 2001 |
|
RU2194207C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ МЕТАЛЛИЧЕСКОЙ ТРУБЫ С ВНУТРЕННИМ ПРОТИВОКОРРОЗИОННЫМ ПОКРЫТИЕМ | 2009 |
|
RU2403490C1 |
| СПОСОБ ФИКСАЦИИ ВНУТРЕННЕЙ ПЛАСТМАССОВОЙ ТРУБЫ НА КОНЦАХ МЕТАЛЛИЧЕСКОЙ ФУТЕРОВАННОЙ ТРУБЫ | 2017 |
|
RU2667307C1 |
| Способ ремонта обетонированного участка подводного трубопровода и устройство для его осуществления | 2015 |
|
RU2619954C1 |
| СОЕДИНИТЕЛЬНАЯ ДЕТАЛЬ ТРУБОПРОВОДА С НАРУЖНЫМ УТЯЖЕЛЯЮЩИМ БЕТОННЫМ ПОКРЫТИЕМ | 2020 |
|
RU2762216C1 |
| СПОСОБ СОЕДИНЕНИЯ МНОГОСЛОЙНЫХ МЕТАЛЛОПОЛИМЕРНЫХ ТРУБ | 2010 |
|
RU2432517C1 |
| СВАРНОЕ СОЕДИНЕНИЕ ТРУБ С ВНУТРЕННИМ АНТИКОРРОЗИОННЫМ ПОКРЫТИЕМ | 2012 |
|
RU2503873C1 |
| СПОСОБ СОЕДИНЕНИЯ СТАЛЬНЫХ ТРУБ С ВНУТРЕННИМ ПРОТИВОКОРРОЗИОННЫМ ПОКРЫТИЕМ | 2004 |
|
RU2262028C1 |
| СОЕДИНИТЕЛЬНОЕ УСТРОЙСТВО ДЛЯ ПЛАСТИКОВОЙ ТРУБЫ | 2006 |
|
RU2292511C1 |
Изобретение относится к трубопроводному оборудованию и может быть использовано при сварном неразъемном соединении секций футерованных трубопроводов, используемых, например, для транспортировки продукции скважин. Способ включает соединение концевых участков секций футерованного трубопровода 1, в каждый из которых заподлицо с торцом металлического основания 3 трубопровода 1 установлена втулка 2, и последующую сварку. Перед установкой втулок 2 на концевых участках секций соединяемого металлополимерного трубопровода 1 на длину L1 по всей боковой внутренней поверхности снимают толщину полимерного покрытия 4 внутренней пластиковой футеровки на диаметр Д1. Часть длины наружной боковой поверхности обеих втулок 2 подгоняют на длину L1 под внутренний диаметр Д1 снятого участка полимерного покрытия 4 внутренней пластиковой футеровки секций трубопровода 1. На наружную поверхность длиной L1 диаметра Д1 каждой втулки 2 наносят высокотемпературный герметик 5 для обеспечения герметичности между полимером и металлом, после чего на длину L1 запрессовывают поверхности втулок 2 с нанесенным герметиком 5 внутрь каждого из концевых участков секций металлопластикового трубопровода 1 заподлицо с фасками металлической основы 3. С наружной боковой поверхности изоляционной трубы 6 каждого из концевых участков секций металлопластикового трубопровода 1 снимают часть изоляционного покрытия, после чего производят сварку торцевых частей втулок 2 и обеих частей металлической основы 3 секций металлопластикового трубопровода 1. 1 ил.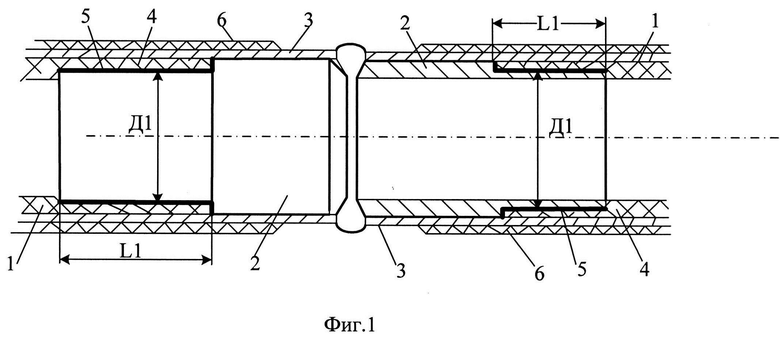
Способ соединения секций футерованного трубопровода с помощью двух втулок с последующей сваркой, отличающийся тем, что перед установкой втулок на концевых участках секций соединяемого металлополимерного трубопровода по всей внутренней боковой поверхности на небольшую длину и глубину снимают слой полимерного покрытия внутренней пластиковой футеровки, после чего часть длины наружной боковой поверхности обеих втулок подгоняют на длину и под внутренний диаметр снятого участка полимерного покрытия внутренней пластиковой футеровки секций трубопровода, при этом на участок снятой наружной поверхности каждой втулки наносят высокотемпературный герметик для обеспечения герметичности между полимером и металлом, после чего запрессовывают поверхности втулок с нанесенным герметиком внутрь каждого из концевых участков секций металлопластикового трубопровода заподлицо с фасками металлической основы, при этом с наружной боковой поверхности изоляционной трубы каждого из концевых участков секций металлопластикового трубопровода снимают часть изоляционного покрытия, после чего производят сварку торцевых частей втулок и обеих частей металлической основы секций металлопластикового трубопровода.
| СПОСОБ СОЕДИНЕНИЯ СЕКЦИЙ ФУТЕРОВАННОГО ТРУБОПРОВОДА, СЕКЦИЯ ФУТЕРОВАННОГО ТРУБОПРОВОДА И СПОСОБ УКЛАДКИ ТРУБОПРОВОДА НА МОРСКОЕ ДНО | 2016 |
|
RU2712322C2 |
| Пробочник | 1948 |
|
SU82022A1 |
| Сетчатый контейнер | 1950 |
|
SU89656A1 |
| СПОСОБ СОЕДИНЕНИЯ ТРУБ С ВНУТРЕННИМ ПОКРЫТИЕМ | 2009 |
|
RU2410593C2 |
| US 5992897 A1, 30.11.1999. | |||

