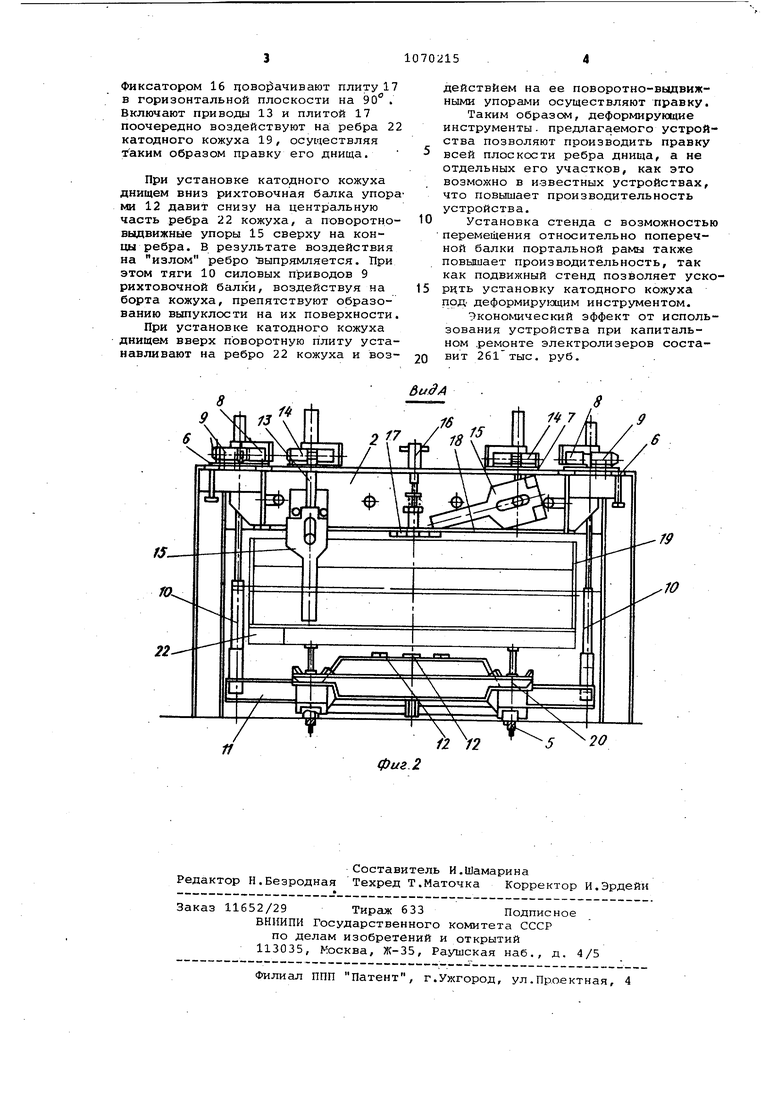
Изобретение относится к цветной металлургии, в частности к оборудованию для ремонта катодных устройст электролизеров алюминиевой промышленности. При капитальном ремонте алюминие вых электролизеров катодные кожухи с небольшой деформацией днища реставрируют, а катодные кожухи с силь но деформированным днищем сдают в металлолом. Реставрацию катодных кожухов .осуществляют путем рихтовки боковых стенок кожуха. Боковые стен ки кожуха отрезают от днища, уклады вают на подставки и рихтуют, воздействуя грузом,, подвешенным за крю мостового крана.-Отрихтованные боко вые стенки вновь приваривают к днищу кожуха. Известно устройство для демонтажа подины алюминиевого электролизера, содержащее портал с балками, транспортирующее приспособление, рельсовый путь, силовой привод, закрепленный на нижней балке портала, и двуплечие рычаги, установленные на верхней балке портала и связанные верхними концами с приводом возвратно-поступательного движения :11. К недоста ткам известного устройства относятся ограниченные техноло гические возможности при капитальном ремонте алюминиевых электролизеров, в частности невозможность использования для рихтовки днища катодного кожуха. Наиболее близким по технической сущности и достигаемому результату к предлагаемому является устройство для правки металлоконструкций, содержащее стенд с упорами, портальну раму, с поперечной балкой, силовой привод и деформирующий инструмент Цель изобретения - повьЕиение производительности путем расширения технологических возможностей. Поставленная цель достигается тем, что устройство для правки мета локонструкций, содержащее стенд с упорами, портальную раму с поперечно1й балкой, силовой привод и деформиру(адий инструмент, размещенный на поперечной балке с возможностью перемещения, дополнительно содержит поворотно-выдвижные упоры, размещен ные на боковой поверхности балки и шарнирно соединенные тягами с силовыми приводами, размещенными на поперечной балке, деформирующий инструмент выполнен в виде рихтовочной балки с упорами, связанной вертикал ными тягами с силовыми приводами, расположенньи«1 на концах поперечной балки, а стенд - с возможностью перемещения относительно поперечной .балки портальной оамы. На фиг. 1 показано устройство, общий вид; на фиг. 2 - вид А на фиг. 1. Устройство СОСТОИТ из портала 1 с поперечной балкой 2 и транспортирующего приспособления, содержащего стенд 3, размещенныйна колесных, парах 4, перемещающихся по рельсам 5. Балка 2 снабжена двумя парами площадок б и 7. На площадках 6, расположенных на противоположных концах балки 2, смонтированы силовые траверсы 8 с приводами 9 и тягами 10. Последние шарнирно соединены с рихтовочной балкой 11, на которой закреплены упоры 12. На площадках 7, расположенных между силовыми траверсами 8, смонтированы силовые приводы 13 с тягами 14, шарнирносоединенными с поворотно-выдвижными ynopaivm 15. По центру балки 2 установлен подпружиненный фиксатор 16, шток которого соединен с плитой 17, На боковой поверхности балки 2 по рбе стороны фиксатора 16 закреплены ограничители 18 хода поворотно-вьщвижных упоров 15. Транспортиругацее приспособление выполнено в виде стенда 3j установ.ленного на колесные пары 4, Для установки катодного кожуха 19 на стенде 3 смонтированы площадки 20 и выполнена выемка 21 для пропуска рихтовочной балки 11 при перемещении транспортного приспособления. Устройство снабжено электрической схемой управления и может работать как с ручным управлением, так и в автоматическом режиме и позволяет производить правку днища катодного кожуха в нижнем и верхнем его положениях. Устройство работает следующим образом. Катодный кожух 19 устанавливают на площадке 20 транспортирующего приспособления днищем вниз. Транспортирующее приспособление по рельсам 5 подкатывают по портал 1 с расчетом совпадения рихтовочной балки 11 поочередно с ребрами 22 кожуха 19. Включают приводы 13 и тягами 14 выдвигают упоры 15 в вертикальное положение контакта с ребром 22 дна кожуха 19. Включают приводы 9 и осуществляют правку днища кожуха 19. При установке катодного кожуха 19 днищем вверх на транспортирующее приспособление на последнее устанавливают опорную раму ( не показана 1. Катодный кожух 19 транспортирующим приспособлением закатывают под портал 1. Упоры 15 устанавливают приводами 13 в наклонно-горизонтальное положение (фиг. 1, справа).
Фиксатором 16 поворачивают плиту 17 в горизонтальной плоскости на 90°. Включают приводы 13 и плитой 17 поочередно воздействуют на ребра 22 катодного кожуха 19, осуществляя таким образом правку его днища.
При установке катодного кожуха днищем вниз рихтовочная балка упора ми 12 давит снизу на центральную часть ребра 22 кожуха, а поворотновыдвижные упоры 15 сверху на концы ребра. В результате воздействия на излом ребро выпрямляется. При этом тяги 10 силовых приводов 9 рихтовочной балки/ воздействуя на борта кожуха, препятствуют образованию выпуклости на их поверхности.
При установке катодного кожуха днищем вверх поворотную плиту устанавливают на ребро 22 кожуха и воздействием на ее поворотно-выдвижными упорами осуществляют правку.
Таким образом, деформирующие инструменты, предлагаемого устройства позволяют производить правку 5 всей плоскости ребра днища, а не отдельных его участков, как это возможно в и-звестных устройствах, что повышает производительность устройства.
0 Установка стенда с возможностью перемещения относительно поперечной балки портальной рамы также повышает производительность, так как подвижный стенд позволяет уско5 рить установку катодного кожуха под. деформиру схцим инструментом.
9кономический эффект от использования устройства при капитальном .ремонте электролизеров соста0 вит 261тыс. руб.
&и
фиг 2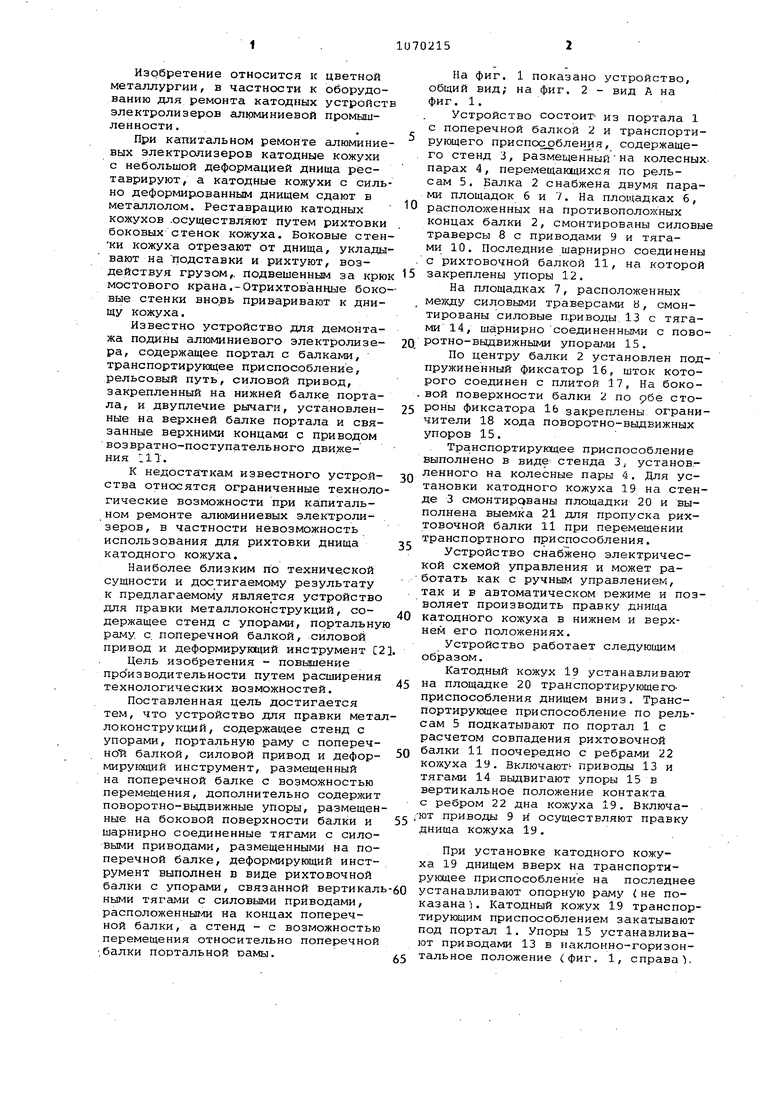
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для демонтажа подины алюминиевого электролизера | 1978 |
|
SU705008A1 |
| Линия демонтажа,ремонта и сборки катодных устройств алюминиевых электролизеров | 1983 |
|
SU1180406A1 |
| Установка для сборки катодного кожуха алюминиевого электролизера | 1986 |
|
SU1373738A1 |
| Й(;ЕСОЮЗНАК |ilAk^nKf-'iLA^'IL^AJ?? БИБЛИОТЕКА I | 1973 |
|
SU378521A1 |
| Установка для сборки и разборки болтовых соединений | 1979 |
|
SU775184A1 |
| МАШИНА ВАГОНОРЕМОНТНАЯ | 2008 |
|
RU2385240C1 |
| Устройство для правки верхней обвязки кузова грузового вагона | 2023 |
|
RU2811339C1 |
| Передвижной стенд для ремонта думпкаров | 1989 |
|
SU1673239A1 |
| Способ демонтажа катодного кожуха электролизера для получения алюминия | 1983 |
|
SU1178798A1 |
| ЭЛЕКТРОЛИЗЕР ДЛЯ ПОЛУЧЕНИЯ АЛЮМИНИЯ | 1972 |
|
SU354002A1 |
УСТРОЙСТВО ДЛЯ ПРАВКИ МЕТА ЛОКОНСТРУКЦИИ, содержащее стенд с упорами, портальную раму с поперечной балкой, силовой привод и дефорГ мирукщий инструмент, размещенный на поперечной балке с возможностью перемещения, о т л а ю щ е е с я тем, что, с целью повышения производительности путем расширения технологических возможностей, оно дополнительно содержит ловоротновыдвижные упоры, размещенные на боковой поверхности балки и шарнирно соединенные тягами с силовыми приводами , размещенныг 1и на поперечной балке, деформирующий инструмент выполнен в виде рихтовочной балки с упорами, связанной вертикальными тягами с силовыми приводами, расположенными на концах поперечной балки, а стенд - с возможностью перемещения относительно поперечной балки портальной рамы.
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Устройство для демонтажа подины алюминиевого электролизера | 1978 |
|
SU705008A1 |
| Видоизменение пишущей машины для тюркско-арабского шрифта | 1923 |
|
SU25A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Способ сопряжения брусьев в срубах | 1921 |
|
SU33A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
| . | |||
