(54) СПИРАЛЬНАЯ ПРОВОЛОЧНАЯ РЕЗЬБОВАЯ ВСТАВКА
| название | год | авторы | номер документа |
|---|---|---|---|
| ТОПЛИВНЫЙ РАСПРЕДЕЛИТЕЛЬ | 2012 |
|
RU2601012C2 |
| Способ монтажа спиральных проволочных резьбовых вставок и устройство для его осуществления | 1982 |
|
SU1052377A1 |
| ПЛАСТМАССОВЫЙ ДЮБЕЛЬ ДЛЯ СКРЕПЛЕНИЯ РЕЛЬСА СО ШПАЛОЙ | 2011 |
|
RU2559185C2 |
| "Стопорное устройство "Юг" | 1990 |
|
SU1754936A1 |
| КРЕПЕЖНЫЙ ЭЛЕМЕНТ, ИМПЛАНТИРУЕМЫЙ В ТКАНЬ ДЛЯ ЗАКРЕПЛЕНИЯ ПРОТЕЗОВ, ЧАСТЕЙ ИСКУССТВЕННЫХ СУСТАВОВ И Т.П. | 1994 |
|
RU2112451C1 |
| РЕЗЬБОВОЙ НИППЕЛЬ, УГОЛЬНЫЙ ЭЛЕКТРОД И ЭЛЕКТРОДНЫЙ УЗЕЛ | 2007 |
|
RU2395178C2 |
| Резьбовая вставка | 1978 |
|
SU774952A1 |
| Способ получения резьбовой детали | 1990 |
|
SU1762001A1 |
| СИСТЕМА РЕЗЬБОВЫХ КРЕПЕЖНЫХ ЭЛЕМЕНТОВ, ПРЕДОТВРАЩАЮЩАЯ НЕПРАВИЛЬНОЕ СВИНЧИВАНИЕ | 2016 |
|
RU2714871C2 |
| РЕЗЬБОВОЙ ОХВАТЫВАЕМЫЙ КРЕПЕЖНЫЙ ЭЛЕМЕНТ, ПРЕПЯТСТВУЮЩИЙ НЕПРАВИЛЬНОМУ СВИНЧИВАНИЮ | 2016 |
|
RU2709907C2 |
I Изобретение относится к машиностроению и может быть использовано, например,для резьбового соединения деталей с пластмассовым корпусом, изготовленным методом литья или прессования.
Известны резьбовые вставки, выполненные в виде цилиндрической втулки с наружной и внутренней резьбой, которые изготавливают, например, из стсши и ввертывают, как правило, на тугой резьбе в корпус из мягкого материала 1.
Недостатками указанных резьбовых вставок являются сравнительно сложная технология изготовления и увеличенный расход металла.
Известна также резьбовая вставка, представляющая собой витую конструкцию, изготовленную из проволоки, имеющей в поперечном сечении ромбическую форму. Витки проволоки образуют резьбовый профиль по внутренней и по наружной поверхности. Конец первого витка отогнут внутрь и слу- жит для удерживания вставки инструMeHtOM при ввинчивании в отверстие, а после ввинчивания отламывается {2.
Недостаток этой вставки заключается в том, что наружная резьбовая
поверхность ее создает хорошие уело ВИЯ для затекания пластмассы при прессовании (литье) в межвитковый зазор, образованный тупыми скругленными при вершине ромба углами. Проникая,пластмасса згшивает внутреннюю резьбу буксы, что влечет за собой дополнительные затраты труда, так как необходима зачистка резьбоtoвого отверстия метчиками.
Кроме того, как при удгшеиии пластмассы из резьбового отверстия метчиком, так и при сборке (соединении) сопрягаелмх изделий винтами возмож15ны вырывы первых витков резьбовой вставки с повреждением пластмассовой корпусной детали.
Цель изобретения - улучшение монтажных свойств и повьвиеиие ношежно20сти спиргшьной проволочной резьбовой вставки.
Указанная цель достигается тем, что каждый виток спиральной проволочной резьбовой вставки имеет в по25перечном сечении с внутренней стороны форму резьбового профиля, основание которого равно шагу резьбы, с наружной стороны - закругление, причем смежные витки сопряжены друг с
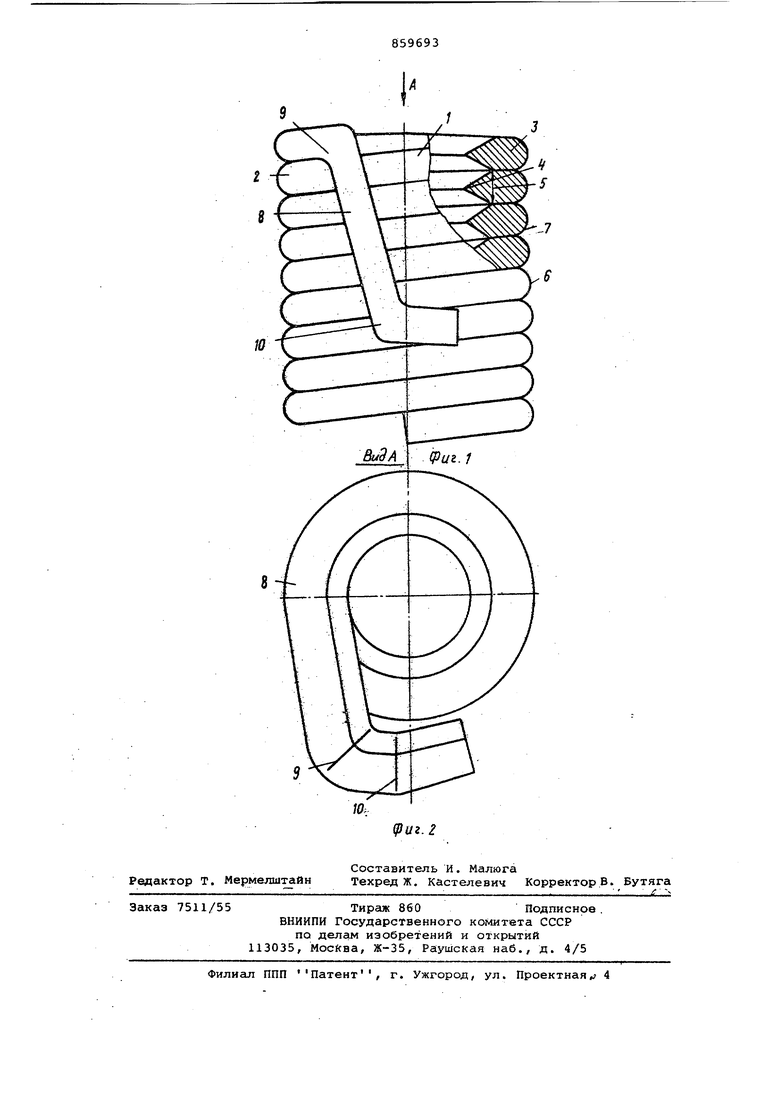
30 другом по плоской поверхности, а конец первого витка отогнут к наружно боковой поверхности вставки и имеет не менее двух изгибов. На фиг. 1 изображена предлагаемая вставка, частичный разрез; на фиг. 2 - вид А на фиг. 1, Вставка . состоит из витков 2, каждый из которых имеет в поперечно сечении 3 резьбовой профиль 4, осно вание 5 которого равно шагу резьбы. С наружной стороны каждый виток 2 имеет в поперечном сечении 3 закругление б и сопряжен со смежными витками по плоскостям 7. Конец 8 пе вого витка выполнен с двумя изгибами 9 и 10 и выв.еден наружу к боковой поверхности вставки. Вставку изготавливают из проволо ки круглого сечения, которую прокатывают между двумя валками, образую щими профиль резьбы, боковые плоско сти и скругленную наружную ча:сть. Затем на прутино-навивальном автомате навивают вставку с одновременным отгибом первого витка. . Монтируют вставку в корпусную пластмассовую деталь (не показана) в следующем порядке. Вставку навинчивают со стороны отогнутого первого витка на резьбовой знак (не показан) и вставляют в .пресс-форму или литейную форму (не показаны). После этого Прессуют или отливают корпусную пластмассовую де таль. Так как ширина профиля поперечного сечения витков вставки равна -шагу резьбы, то плоскости 7 плотно прилегают друг к другу, всле ствие чего межвитковый зазор практи чески отсутствует. Образованный пло костями 7 своеобразный замок препятствует проникновению пластмассы внутрь вставки и повреждению резь бового профиля, что повышает качест.ро изделия. При ввинчивании резьбового знака (или винта при разработке изделия, а также при соединении сборочных единиц) отогнутый конец 8 первого витка благодаря тому, что он выведен наружу к боковой поверхности вставки и имеет по меньшей --мере два изгиба 9 и 10, прочно удерживает вставку внутри пластмассовой детали, препятствует вырыванию первых витков резьбы и вывинчиванию вставки из детали , что также повышает прочность и надежность резьбового соединения. Кроме того, благодаря закруглению наружной части витков вставки улучшаются условия труда, так как при навинчивании вставки на резьбовый знак закругленные части витка не ранят пальцы прессовщика . Формула изобретения Спиральная проволочная резьбовая вставка с отогнутым концом первого витка, отличающаяся тем, что, с целью улучшения ее монтажных свойств и повышения надежности, каждый виток имеет в поперечном сечении с внутренней стороны форму резьбового профиля, основание которого равно шагу резьбы, с наружной стороны - закругление, причем смежные витки сопряжены друг с другом по плоским поверхностям, а конец пер-. вого витка отогнут к наружной боковой поверхности вставки и имеет не двух изгибов. Источники информации, лринятые во внимание при экспертизе 1.Орлов П.М. Основы конструирования. М., 1977, т.З, с. 250-252, рис. 465-468. 2.Патент ФРГ № 830133,кл. 47 а 7, 1949 (прототип).
