Известны приспособления к горизонтально-фрезерным станкам для нарезания некруглых зубчатых колес модульной фрезой методом профильного фрезерования.
В этих приспособлениях делительный поворот заготовки обычно осуществляется посредством ленточно-обкаточного механизма. В последнем применяется кулачок, выполненный по форме центроиды нарезаемого колеса и посаженный на одну ось с заготовкой.
Особенность описываемого приспособления заключается в том, что линейка его обкаточного механизма выполнена возвратно-поступательно подвижной. Длина хода линейки соответствует повороту заготовки на один шаг.
Посредством периодически действующего фрикционного рычажного зажима линейка связана с лентой откаточного механизма. Такое устройство приспособления обеспечивает упрощение его конструкции и расщирение его универсальности. Другая особенность устройства заключается в том, что свободный конец ленты закреплен на барабане, выполненном поворотным под воздействием пружины. Этим обеспечивается постоянство натяжения ленты. Кроме того, ось заготовки и кулачка закреплена в вертикально подвижных подпружиненных ползунах, чем достигается компенсация изменения длины радиуса-вектора центроиды нарезаемого колеса и кулачка ленточно-обкаточного механизма.
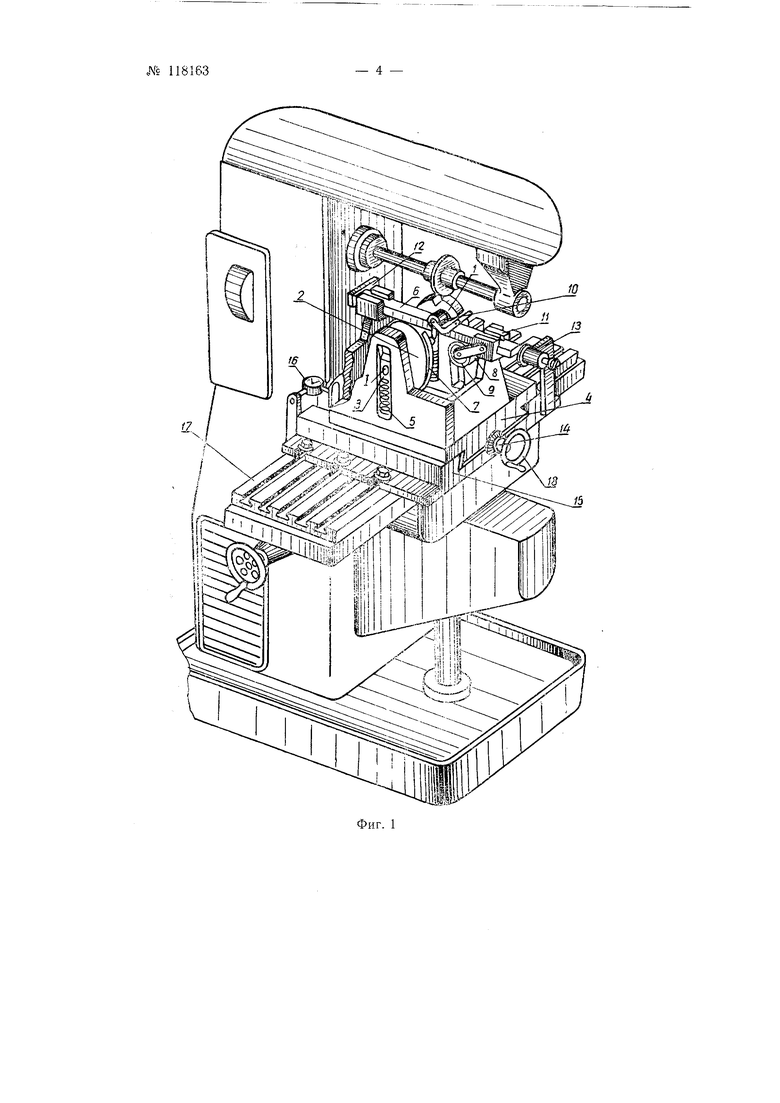
На фиг. 1 схематически изображено приспособление, установленное на горизонтально-фрезерном станке; на фиг. 2, 3 и 4-схемы, поясняющие работу механизмов приспособления.
Устроено приспособление следующим образом. Заготовка / (фиг. 1) и кулачок 2, имеющий очертания центроиды нарезаемого колеса, закрепляются на оси / и могут вращаться вместе с нею.
№ 118163
Опоры этой оси размещены в ползунах 3. В случае необходимости ось / и вертикальные направляющие ползунов 3 могут быть заклинены. Перемещение ползунов 3 относительно каретки 4 осуществляется посредством пружин 5 (или грузов). Эти же пружины служат для прижима кулачка 2 к линейке 6. Кулачок 2 охватывает стальная лента 7, наматывающаяся на барабан 8. Пружина 9 служит для поддержания ленты 7 в натянутом состоянии.
Фрикционный рычажной зажим 10 может в случае необходимости плотно прижимать ленту 7 к линейке 6, или же освобождать ее. На каретке 4 установлены направляющие 11, в которых может перемещаться линейка 6. Перемещение линейки ограничено упорами 12 и 13, расстояние между которыми может регулироваться. Это расстояние равно L + t, где L-длина линейки, а t-щаг зацепления.
Винтовая пара 14 служит для перемещения каретки 4 относительно стола 15 приспособления.
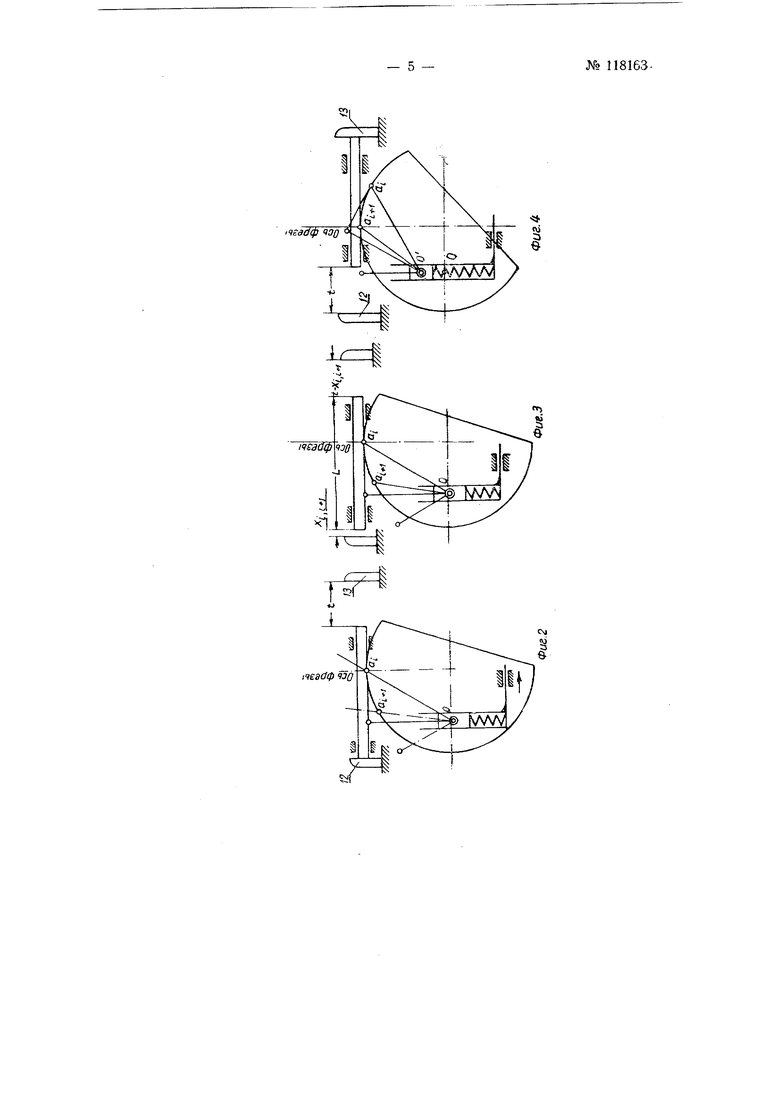
Перемещения каретки фиксируются индикатором 16. Стол 15 приспособления закрепляется на столе 17 фрезерного станка. Работа приспособления протекает в следующей последовательности. Во время нарезания заготовки / ползун 3 и ось / заклинены, а заготовка и кулачок 2 не могут перемещаться относительно каретки 4 и стола 16. При этом линейка 6 плотно прижата к упору 12. Расстояние между ее передним торцом и упором 13 равно щагу зацепления t т-к (фиг. 2), а зажим 10 прижимает ленту 7 к линейке 6.
После того как впадина с номером i будет профрезерована и стол станка выведен в исходное положение производится подача очередной впадины с номером 1 + 1 к оси фрезы. Для этого ползун 5 и ось / расклинивают и, вращая маховичок 18, перемещают каретку 4 на величину JCi, i + 1 . Положительное направление перемещения каретки показано на фиг. 1 стрелкой. Затем посредством рукоятки зажима 10 перемещают линейку 6 до упора 13 и закрепляют ползуны 3 и ось /, после чего заготовка / готова к прорезанию очередной впадины. После этого линейку 6 возвращают вручную при освобожденной ленте 7 в исходное положение до упора 12. Затем ленту 7 с помощью зажима 10 вновь закрепляют на линейке. В положении, избранном на фиг. 2, ось фрезы совпадает с центром впадины i (точка а), а между передним торцом линейки и упором 13 сохраняется расстояние t т-к. При перемещении каретки 4 вперед на расстояние (фиг. 3) относительное движение линейки и кулачка не происходит. Расстояние между линейкой и упором 13 сократится до величины t-х, i + I Передвигая линейку при неподвижной каретке до упора 13, производят поворот кулачка, а следовательно, и заготовки. Одновременно под воздействием пружин центр заготовки перемещается на величины 00 (фиг. 4). Центр впадины ai + i совместится при этом с центром профиля фрезй. Если i, i + 1 отрицательно, каретку перемещают в противоположном направлении. Линейка, упираясь в упор 13, остается на месте, а заготовка и кулачок сдвигаются вместе с кареткой. Таким образом, кулачок получит относительно линейки некоторое движение обката, соответствующее перемещению линейки на величину- Jfi.i + l. Расстояние между передним торцом линейки и упором 13 остается неизменным и равным щагу / ттг . Перемещением линейки до упора 13 достигается окончательная подача центра впадины ai +1 к оси фрезы.
Предмет изобретения
1. Приспособление к горизонтально-фрезерному станку для нарезания некруглых зубчатых колес модульной фрезой методом профильного фрезерования с осуществлением делительного поворота заготовки посредством ленточно-обкаточного механизма, кулачок которого, выполненный по форме центроиды нарезаемого колеса, посажен на одной оси с заготовкой, отличающееся тем, что, с целью упрощения конструкции приспосболения и расширения его универсальности, линейка обкаточного механизма выполнена, возвратно-поступательно подвижной с длиной хода, соответствующей повороту заготовки на один шаг, и связана с лентой обкаточного механизма периодически действующим фрикционным рычажным зажимом.
2.Приспособление по п. 1, отличающееся тем, что, с целью обеспечения постоянного натяжения ленты обкаточного механизма независимо от ее сцепления с обкаточной линейкой, свободный конец ленты закреплен па барабане, поворотном под действием пружины.
3.Приспособление по пп. 1 и 2, отличающееся тем, что, с целью компенсации изменения длины радиуса вектора центроиды нарезаемого колеса и кулачка лепточно-обкаточного механизма, ось заготов ки и кулачка закреплена в вертикально-подвижных подпружипенных ползунах.
№ 118163
IZ,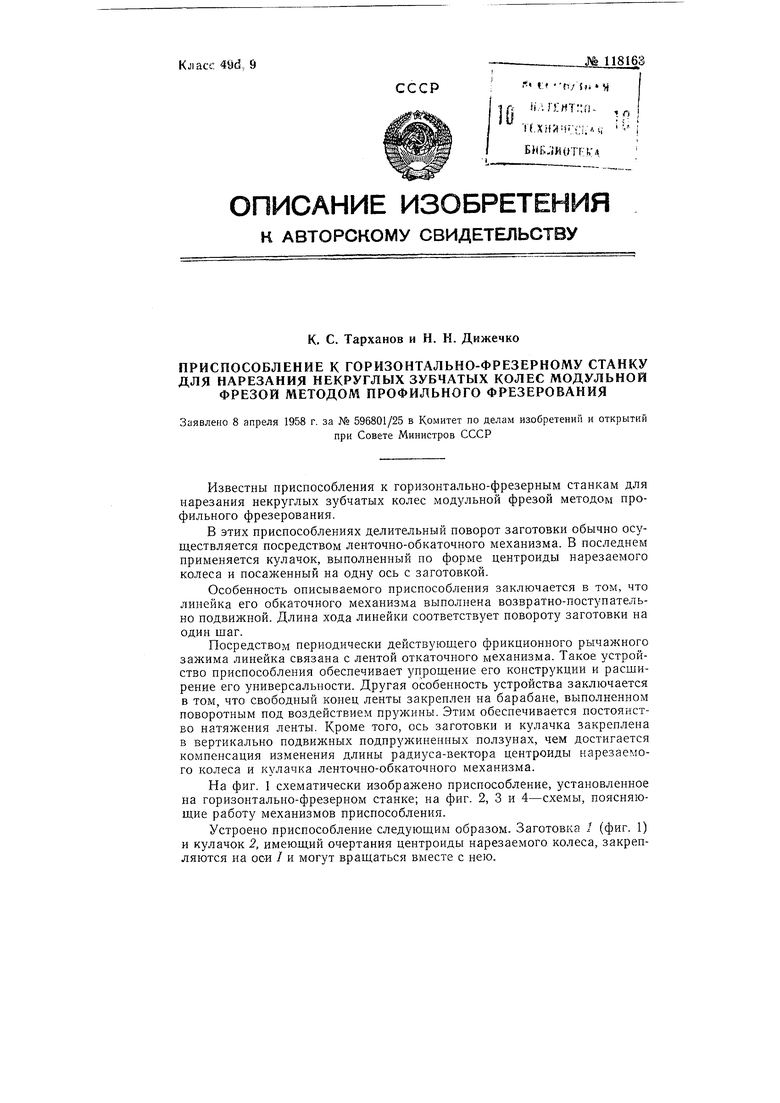
| название | год | авторы | номер документа |
|---|---|---|---|
| Приспособление к зубодолбежному станку для нарезания некруглых зубчатых колес | 1955 |
|
SU108752A1 |
| Приспособление к зубодолбежному станку для нарезания методом обкатки некруглых зубчатых колес | 1958 |
|
SU118256A1 |
| Приспособление для обработки кулачков | 1961 |
|
SU144371A1 |
| Фрезерный полуавтоматический двухшпиндельный станок для нарезания зубцов шарошек | 1950 |
|
SU94481A1 |
| Вертикально-протяжной станок для обкаточного протягивания шестерен | 1948 |
|
SU117298A1 |
| Зубофрезерный станок для изготовления глобоидного червяка | 2019 |
|
RU2694864C1 |
| Зубофрезерный станок | 1977 |
|
SU659347A1 |
| Зубофрезерный станок для нарезания некруглых колес с выпуклыми центроидами | 1951 |
|
SU97454A1 |
| ЗУБОФРЕЗЕРНЫЙ СТАНОК ДЛЯ НАРЕЗАНИЯ | 1968 |
|
SU217916A1 |
| СПОСОБ ФРЕЗЕРОВАНИЯ ВИНТОВЫХ КАНАВОК С ПЕРЕМЕННЫМ ШАГОМ И РАДИУСОМ ПРОФИЛЯ | 2009 |
|
RU2429950C2 |