Отличительная особенность предлагаемого вертикально-протяжного станка для обкаточного протягивания шестерен заключается в том, что на ползуне станка перед протяжкой установлена фрезерная головка. Эта головка снабжена индивидуальным приводом, и ось ее шпинделя перпендикулярна оси обрабатываемых шестерен. Применение подобного рода фрезерных головок обеспечивает предварительное обкаточное прорезание дисковыми фрезами впадин зубцов шестерен до их обкаточного протягивания, что ускоряет процесс обработки шестерен и упрош,ает конструкцию протяжек.
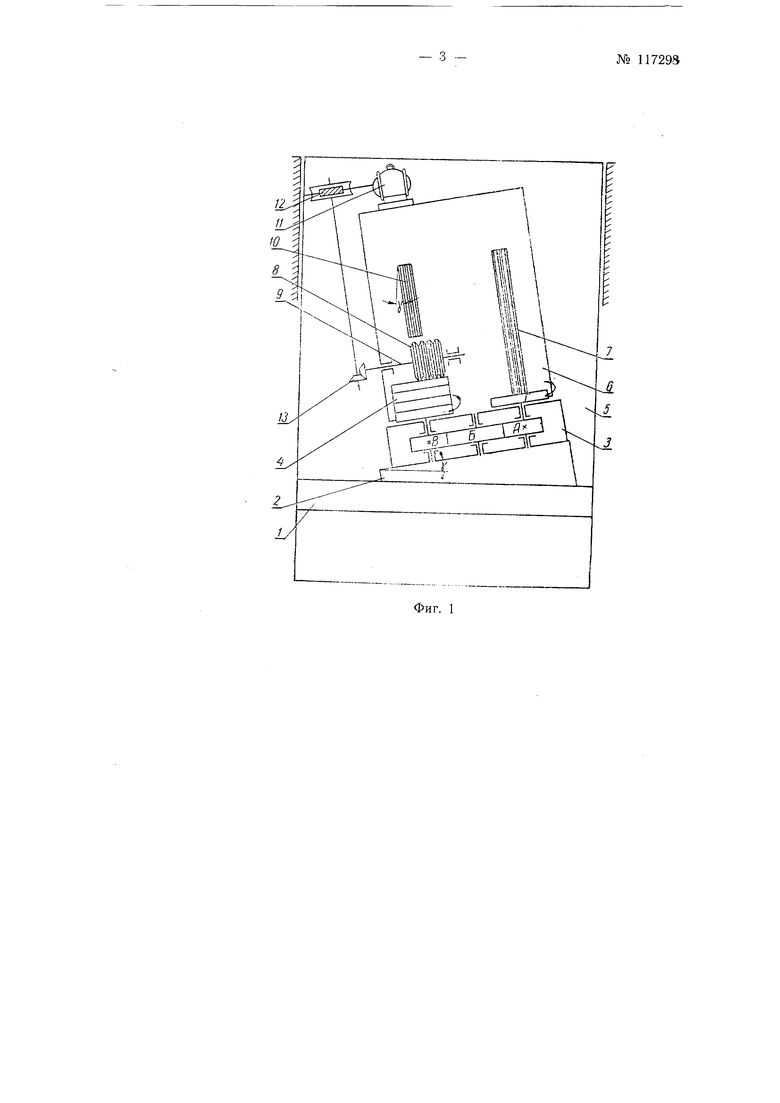
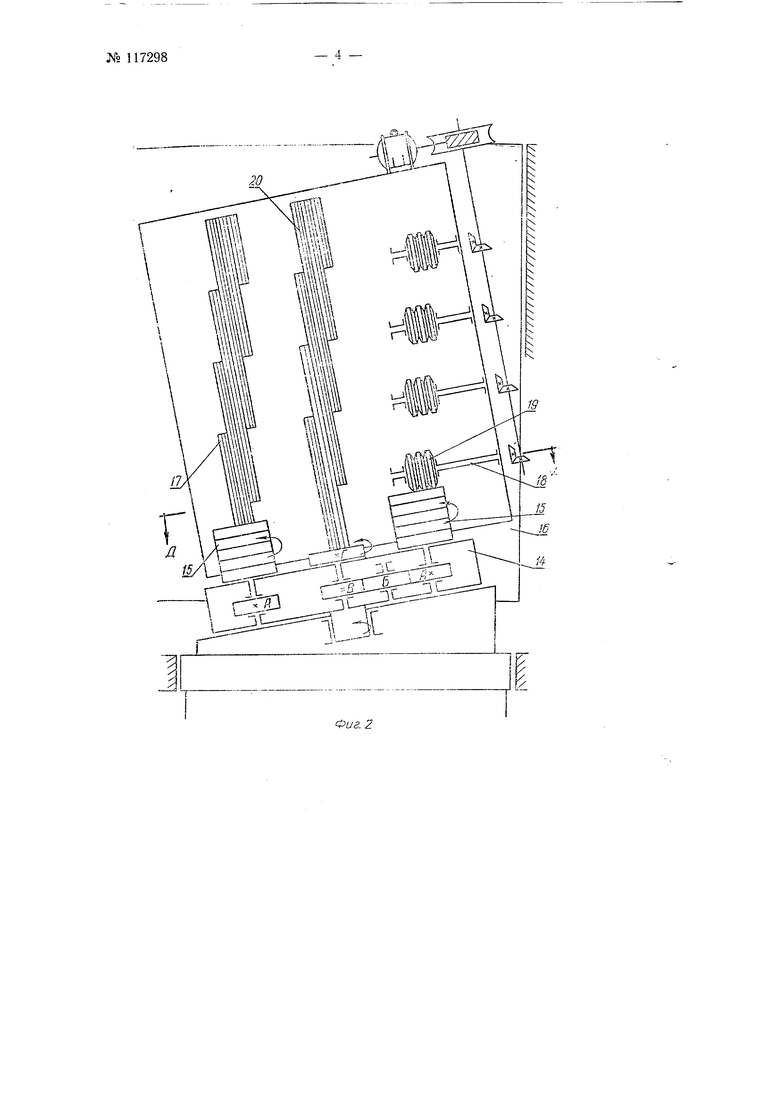
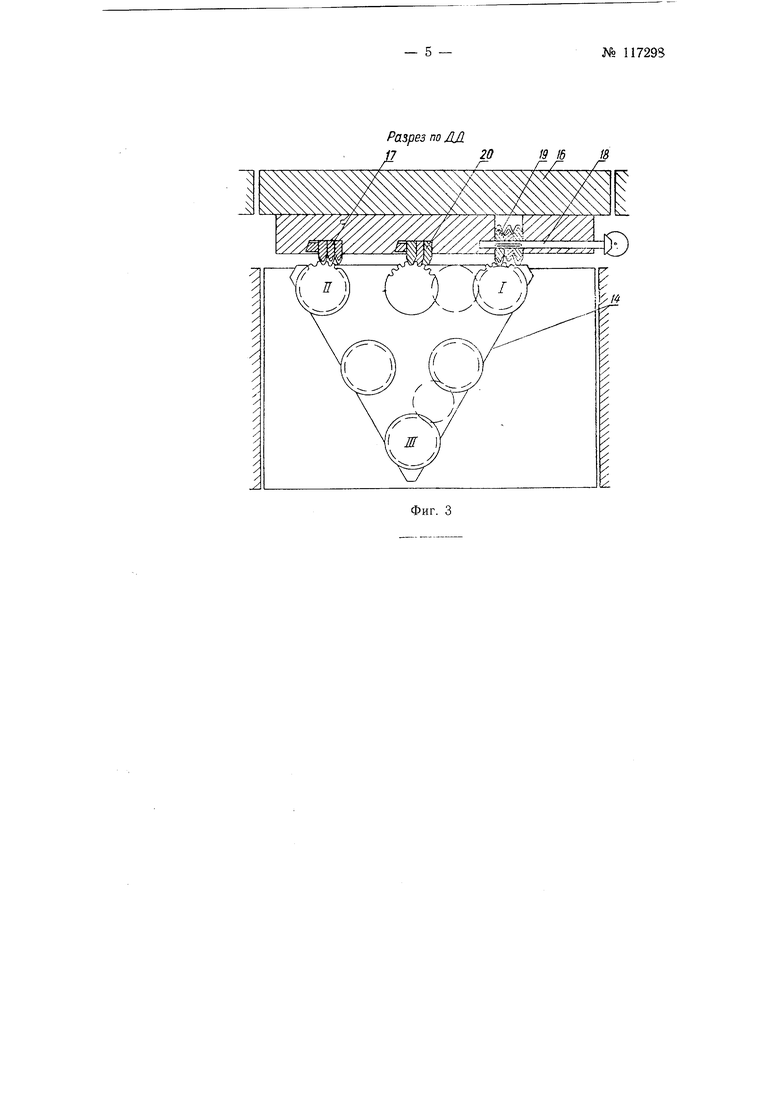
На фиг. 1 изображена кинематическая схема предлол енного станка; ыа фиг. 2 - схема другой формы выполнения этого станка; на фиг. 3 - разрез по линии ДД на фиг. 2.
Устроен станок следующим образом. На подвижном столе 1 (фиг. 1) установлено основание 2 приспособления 3, предназначенного для крепления и вращения заготовок 4. Нриспособление 5 расположено под некоторым углом f к горизонтальной плоскости стола /. Угол этот выбирается в зависимости от величины вертикального хода ползуна 5, необходимого для полной обкатки впадины зуба определенного модуля. На ползуне 5 установлена плита 6, несущая гладкие рейки 7, фрезерную головку, образованную дисковыми фрезами 8, закрепленными на шпинделе 9, и протяжки 10. Рабочее вращательное движение фрезерная головка получает от электродвигателя // посредством червячной передачи 12 и пары конических шестерен 13. Приспособление 5 состоит, в основном, из эталонной шестерни Г, аналогичной по модулю и числу зубцов нарезаемой шестерни и находящейся при рабочем ходе станка в сцеплении с рейками 7. На валу эталонной шестерни закреплена шестерня А, находящаяся в заценлении через паразитную шестерню Б с шестерней В. Последняя закреплена на шпинделе, на котором устанавливаются подлежащие обработке заго№ 117298- 2 -
товки. при рабочем ходе ползуна вниз рейка 7 заставляет вращаться эталонную шестерню Г и шпиндель с заготовками, чем обеспечивается требуемая обкатка. За один рабочий ход ползуна шестерня поворачивается на угол, соответствуюш;ий шагу зацепления. При обратном ходе ползуна эталонная шестерня Г расцеплена с рейкой 7, вследствие обхода стола приспособлением, и поэтому не враш,ается.
Другая форма выполнения станка заключается в снабжении станка трехпозиционным столом 14 (фиг. 2 и 3) с двумя параллельно установленными в каждой позиции группами 15 заготовок. На ползуне 16 станка, в соответствии с расположением заготовок, помещены протяжки 17, шпиндели 18, несущие дисковые фрезы 19 и гладкие рейки 20. При рабочем ходе станка на шпинделе / производится предварительная прорезка впадин шестерен, на шпинделе Я - их чистовое протягивание, а на шпинделе /// устанавливаются новые заготовки. После определенного числа ходов, необходимого для полного нарезания шестерен, стол 14 поворачивается на 120° против часовой стрелки, шпиндель /// занимает место шпинделя 1, шпиндель / устанавливается на место шпинделя II, а шпиндель // - на место шпинделя П, где производится снятие готовых изделий и установка заготовок.
Такое выполнение станка обеспечивает предварительное фрезерование одной группы заготовок одновременно с протягиванием другой. В станке, кроме того, обеспечивается обработка большего числа зубцов заготовок за один ход ползуна 16. Достигается это применением нескольких наборов шпинделей 18, гладких реек 20 и протяжек 17, установленных на ползуне 16 и последовательно смещенных в сторону, противоположную вращению заготовок.
Предмет изобретения
1.Вертикально-протяжной станок для обкаточного протягивания П1естерен, отличающийся тем, что, с целью осуществления предварительного прорезания впадин зубцов шестерен дисковыми фрезами до их протягивания, на ползуне станка перед протяжкой установлена фрезерная головка с индивидуальным приводом, ось шпинделя которой перпендикулярна оси обрабатываемой шестерни.
2.Форма выполнения станка по п. 1, отличающаяся тем, что, с целью предварительного фрезерования одной группы заготовок одновременно с протягиванием- другой, он снабжен поворотным трехпозиционным столом для двух параллельно установленных в каждой позиции групп заготовок, в соответствии с расположением которых на ползуне пресса установлены дисковые фрезы, гладкие рейки и протяжки.
3.Станок по п. 2, отличающийся тем, что, с целью обработки большего числа зубцов заготовок за один ход ползуна станка, в нем применены несколько наборов шпинделей, несуших дисковые фрезы, гладких реек и протяжек, последовательно смещенных в сторону, противоположную вращению заготовок.
20
д li
Ш