Изобретение относится к станкостроению, более конкретно к устройствам для управления циклом зажима - разжима токарного патрона. Целью изобретения является упрощение управления циклом зажима - разжима патрона путем создания условий для регулирования усилий зажима и разжима. На фиг. 1 показан ключ общий вид с частичным разрезом; на фиг. 2 -вид А на фиг. 1. Устройство состоит из корпуса 1 с лапами крепления 2 и выступами с направляющими 3 и 4 (фиг. 1 и 2). В корпусе 1 установлен с возможностью поворота привод механического ключа, состоящий из редуктора 5 с выходным валом 6 и фланцевого электродвигателя 7, закрытый крышкой 8. Корпус редуктора 5 снабжен планкой 9 и опорными буртиками скольжени С другой стороны к корпусу 1 крепится . гидроцилиндр 10, снабженный щтоком - поршнем 11 и крышкой 12. В штоке - поршне 11 в подшипниковых опорах 13 и 14 установлен шпиндель 15 механического ключа и закреплен гайками 16. Выходной конец шпинделя 15 механического ключа имеет квадратное сечение, а второй его конец выполнен полым с продольными пазами. Полы конец шпинделя 15 соединен с выходным валом 6 редуктора 5 посредством штифта 17 Штифт 17 жестко установлен в поперечном от верстии выходного вала 6 редуктора 5 и скользяще установлен в продольных пазах полого конца шпинделя 15 (фиг. 1). На концах выступов с направляющими 3 и 4 закреплены редукторы 18 и 19 с ходовы мн винтами 20 и 21. Выступы 3 и 4 снабже ны продольными пазами, выполняющими роль направляющих, в которых установлены корпуса 22 и 23 с гайками, находящимися в контакте с ходовыми винтами 20 и 21. Корпуса 22 и 23 несут тарированные пружины 24 с упорами 25 и 26 и конечные выключатели 27 и 28. Гидроцилиндр 10 подключен к гидросистеме станка с программным управлением. Устройство снабжено системой (не по казана) программного управления, которая подключается к станку и является составной частью системы программного управления станка. Система управления предложенного устройства имеет ручной наладочный режим работы. Изменение координат раствора кулачков токарного патрона и корпусов 22 и 23 с тарированными пружинами 24 по направляющим пыступов 3 и 4 обеспечивается системой управления включением электродвигателей 7, 29 и 30 с помощью реле времени. Устройство работает следующим образом. При обработке детали на станке с программным управлением в систему его управления вводится программа, в начале которой программируется раствор кулачков на диаметр -закрепляемой детали и усилие ее зажима. При включении станка для обработки заданной детали по программе система управления включает механизм ориентации токарного патрона и гидроцилиндр 10 для подвода механического ключа к токарному патрону. Фиксация токарного патрона относительно щпинделя- 15 механического ключа осуществляется посредством трехзубого копира и гидроцилиндра с роликом. При включении гидроцилиндра 10 щток-поршень 11 вместе со щпинделем 15 движется к патрону. При нейовпадении квадратного отверстия ведущего колеса токарного патрона с квадратным хвостовиком щпинделя 15 механического ключа осевое движение последнего с усилием 15 - 20 кг приостанавливается. После этого срабатывает реле времени системы управления и включает электродвигатель 7 в прямом или обратном направлении, шпиндель получает вращение и при совпадении его квадратного хвостовика с квадратным отверстием ведущего колеса патрона последний досылается в по-, лость квадратного отверстия патрона гидроцилиндром 10. При включении электродвигателя 7 включаются и электродвигатели 29 и 30 приводов корпусов 22 и 23 с тарированными пружинами 24 и конечными выключателями 27 и 28 для отработки заданных координат раствора кулачков токарного патрона и величины плеча планки 9, определяющего величину усилия зажима. После этого подается деталь в патрон и включается электродвитель 7, который осуществляет зажим детали. При достижении заданного усилия преодолевается момент сопротивления, равный произведению плеча планки 9 на величину сжатия тарированной пружины 24, при этом пружина 24 сжимается и планка 9 нажимает на конечный выключатель 28, который выключает электродвигатель 7. Деталь зажата. I После этого включается в работу гидроцйлиндр 10, отводя щпиндель 15 механического Ю1юча от токарного патрона в исходное положение. Затем включается щпиндель токарного станка и начинается цикл механической обработки детали. По окончании механической обработки щпиндель станка останавливается, фиксируется, подается команда на подвод щпинделя механического ключа к токарному патрону и включается электродвигатель 7 привода ключа в обратном направлении по отно31тению зажима. При этом деталь отжимается. Запрограммированный момент сопротивления разжиму должен быть больше необходимого н зажиг, в противном случае сработает конечны выключатель 27 и разжима детали не произойдет. Корпус 22 с пружиной 24 и конечным выключателем 27 включаются в активную работу при закреплении детали в токарном патроне на разжим, т. е. за внутренний диаметр. Отжатая деталь извлекается из патрона, устанавливается новая, и цикл повторяется. Применение предлагаемого механического патрона в станках о программным управлением повысит степень их автоматизации и расширит их технологические возможности. При этом уменьшится доля ручного труда при наладке, повысится производительность механической обработки и качество обрабатываемых деталей вследствие возможности регулирования усилия зажима, позволяющего избавиться от искажения геометрии детали при зажиме и от следов кулачков токарного патрона.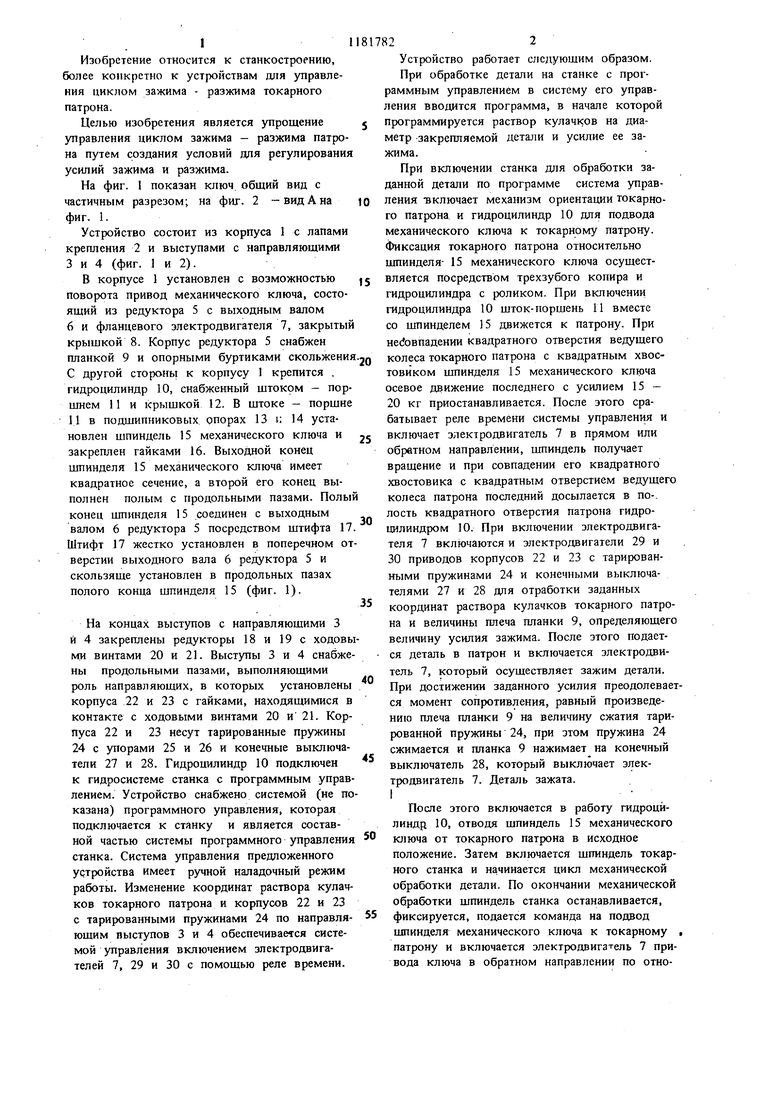
| название | год | авторы | номер документа |
|---|---|---|---|
| Зажимной патрон | 1990 |
|
SU1787072A3 |
| Передняя бабка токарного станка | 1982 |
|
SU1093553A1 |
| Устройство для фиксации шпинделя и зажима деталей | 1981 |
|
SU1000161A1 |
| Самоцентрирующий патрон | 1981 |
|
SU959932A1 |
| Шпиндельная бабка | 1987 |
|
SU1604505A1 |
| Устройство для закрепления заготовок | 1987 |
|
SU1512710A1 |
| Самоцентрирующий патрон | 1979 |
|
SU856673A1 |
| Металлорежущий станок | 1974 |
|
SU519315A1 |
| Многошпиндельный токарный авто-MAT | 1979 |
|
SU852448A1 |
| Самоцентрирующий электромеханический патрон | 1974 |
|
SU512005A1 |
МЕХАНИЧЕСКИЙ КЛЮЧ К ТОКАР НОМУ ПАТГОНУ, в корпусе которого установлен привод вращения ключа с системой управления привода, отличаюший с я тем, что, с целью упрощения управлен циклом зажима - разжима патрона, привод вращения ключа установлен в корпусе с воз .-/5 fB можностью поворота и снабжен жестко связанной с ним планкой, а на корпусе выпоп,нёны выступы с направляющими, параллельными планке, при этом ключ снабжен размещенными на каждой направляющей подпружиненными упорами и индивидуальными приводами, посредством которых подпружиненные упоры установлены с возможностью возвратно-поступательного перемещения по заданной программе и предназначены для взаимодействия с упомянутой планкой, а система управления привода снабжена конечными выключателями, установленными параллельно упорам и предназначенными для взаимодействия с планкой.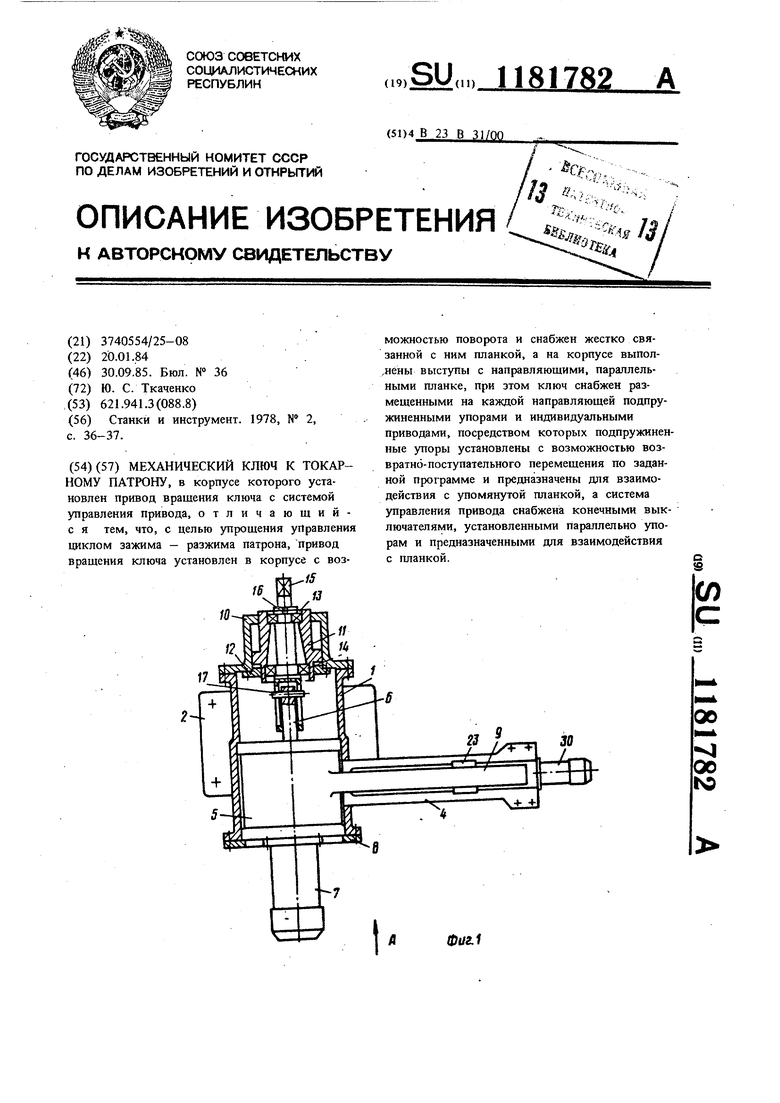
2 7 Вид А 3 20 22 24 18 29
| Станки и инструмент | |||
| Чугунный экономайзер с вертикально-расположенными трубами с поперечными ребрами | 1911 |
|
SU1978A1 |
| Коридорная многокамерная вагонеточная углевыжигательная печь | 1921 |
|
SU36A1 |
