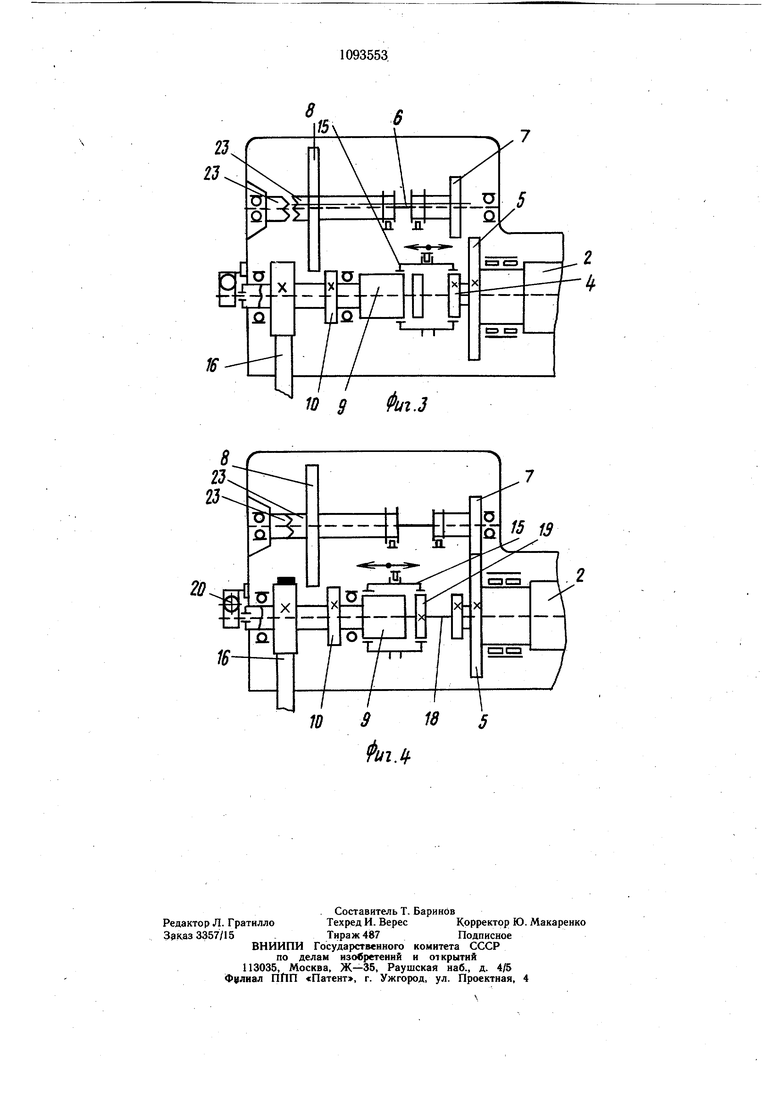
,Лзобретение относится к CTaHKoctpoeHHro и может быть использовано в станках токарной труппы, в том числе в токарных станках с ЧПУ. Известна передняя бабка токарного станка, содержащая привод главного движения, корпус, передаточный механизм, шпиндель, трехкулачковый патрон и электромеханический ключ, управляющий патроном 1. Недостатками известной передней бабкию являются малое быстродействие зажима детали из-за ручной ориентации гнезда патрона под ключ и ручного ввода ключа в зацепление; невысокая точность зажима детали, так -как он осуществляется с одного гнезда патрона под ключ, усилие прикладывается неравномерно по диаметру детали, что ведет к ее перекосу; невысокая надежность зажима, так как бабка не имеет элементов, компенсирующих деформацию зажимаемой детали, и датчик обратной связи2 по усилию зажима; невозможность изменения усилия зажима в зависимости от вида обрабатываемой детали. Цель изобретения - повышение производительности труда, повышение точности и надежности зажима детали. Поставленная цель достигается тем, что передняя бабка токарного станка, содержащая корпус, шпиндель, трехкулачковый патрон с зажимным механизмом, блок зубчатых колес и привод главного движения, снабжена тягой, установленной в дополнительно введенных упругих элементах и взаимодействующей с одной стороны в зажимным механизмом, а с другой - с дополнительно введенным датчиком обратной связи по усилию зажима, причем привод главного движения связан с зажимным устройством посредством блока зубчатых колес, одно из которых закреплено на тяге. На фиг. 1 схематически изображена передняя бабка токарного станка, продольный разрез; при передаче вращения от электро- 4 двигателя привода главного движения на шпиндель через перебор; на фиг. 2 - разрез А-А на фиг. 1; на фиг. 3 - передняя бабка при передаче вращения от электродвигателя привода главного движения на щпиндель без перебора; на фиг. 4 - передняя бабка при передаче вращения от электродвигателя привода главного движения на зажимное устройство трехкулачкового патрона при заторможенном щпинделе. В корпусе 1 расположен шпиндель 2, на одном конце которого закреплен трехкулачковый патрон 3, на другом - зубчатые колеса 4 и 5. Там же установлен шлицевый вал 6 с подвижными зубчатыми колесами 7 и 8 перебора. На вал-шестерне 9 закреплена шестерня 10 перебора. Между шлицевым валом 6 и вал-щестерней 9 расположены цилиидрический кулачок 11 со спиральными пазами, рычаги 12-14 р шестерня 15 с 2 внутренним зубом. Эти элементы конструк ции образуют механизм переключения, который имеет индивидуальный электромехчический привод. Поводки рычагов 12-14 входят в спиральные пазы цилиндрического кулачка 11 и в кольцевые пазы зубчатых колес 7 и 8 и шестерни 15. Вал-щестерня 9 ременной передачей 16 соединена с электродвигателем привода главного движения. В шпинделе 2 в упругих элементах 17 подвижно установлена тяга 18, на которой закреплено зубчатое колесо 19 и которая взаимодействует с датчиком обратной связи по усилию зажима 20. Тяга 18 резьбой соединена с зажимным устройством 21 трехкулачкового патрона 3. Датчик обратной связи по усилию зажима 20 установлен на кронштейне 22, неподвижно закрепленном на корпусе 1. Для торможения шпинделя во время зажима и разжима обрабатываемой детали в устройстве имеются зубчатые полумуфты 23, одна закреплена на корпусе 1, другая - на зубчатом колесе 8, подвижно установленном на шлицевом валу 6. Передняя бабка может работать в трех режимах. Обеспечение работы в каждом из них осуществляется с помоц1ью механизма переключения. Электромеханический привод механизма переключения приводит во вращение цилиндрический кулачок 11, который в свою очередь посредством зацепления с рычагами 12-14 включает передачу вращения от электродвигателя привода главного движения на шпиндель 2 через перебор (фиг. 1), без перебора (фиг. 3) или на зажимное устройство 21 трехкулачкового патрона 3 (фиг. 4). При обработке детали с малой частотой вращения щпинделя - через перебор (фиг. 1) вращение от электродвигателя привода главного движения через ременную передачу 16 передается на вал-щестерню 9, через зубчатые колеса 10, 8, 7 и 5 - на шпиндель 2. При этом зубчатая мутфа 23 выключена, а шестерня 15 механизма переключения находится в нейтральном положении, Чистовая обработка детали с большой частотой вращения щпинделя осуществляется при передаче вращения на щпиндель 2 без перебора (фиг. 3. Вращение от электродвигателя через ременную передачу 16 передается на вал-щестерню 9 и через зубчатые колеса 15 и .4 - на шпиндель 2. Р этом зубчатая муфта 23 выключена. Для зажима детали в трехкулачковом патроне 3 (фиг. 4) вращение от .электродвигателя привода главного движения через ременную передачу 16 передается на вал-шестерню 9, через зубчатые колеса IS и 19 - на тягу 18, взаимодействующую с зажимным устройством 21. Тормозная зубчатая муфта 23 замыкается на корпус 1, а шестерня 7 входит в зацепление с зубчатым колесом 5, тем самым предотвращая поворот шпинделя 2 при зажиме детали. При вращении тяги 18 центральный кулачок зажимного устройства 21 перемещается в осевом направлении до соприкосновения кулачков патрона 3 с деталью, после чего тяга 18 начинает, ввинчиваться в центральный кулачок зажимного устройства 21, т.е. получает осевое перемещение, деформируя при этом упругие элементы 17, при зажиме валика - одни, при зажиме втулки - другие. Усилие деформации упругих элементов через тягу и зажимное устройство обеспечивает постоянство и надежность зажима детали как в прямых, так и в обратных кулачках.
При достижении заданного усилия зажима обрабатываемой. детали, которому соответствуют определенное 1эсевое перемещение тяги 18 и деформация упругих элементов 17, датчик обратной связи по усилию .зажима 20 выдает сигнал.
По этому сигналу электродвигатель привода главного движения отключается, а механизм переключения выводит из зацепления Зубчатую муфту 23 и переводит шестерни 8, 7 и 15 в положение передачи вращения на
, шпиндель 2 для режимов черновой или чистовой обратной детали.
Регулировка усилия зажима осуществляется выставкой датчика обратной связи по усилию зажима 20, величина сигнала которого зависит от осевого перемещения тяги 18 и деформации упругих элементов 17.
При разжиме детали электродвигатель привода главного движения вращается в противоположном направлении.
0 Предлагаемая передняя бабка позволяет повысить производительность труда за счет применения механизма переключения, который производит переключение передачи вращения от электродвигателя привода главно го движения на шпиндель с перебором или без перебора либо на зажимное устройство для зажима или разжима обрабатываемой детали в трехкулачковом патроне, а также включает устройство торможения шпинделя при зажиме детали автоматически, без
участия человека, а наличие датчика обратной связи по усилию зажима, связанного с тягой, установленной в упругих элементах, и закрепленного на кронштейне, позволяет повысить точность и надежность зажима детали.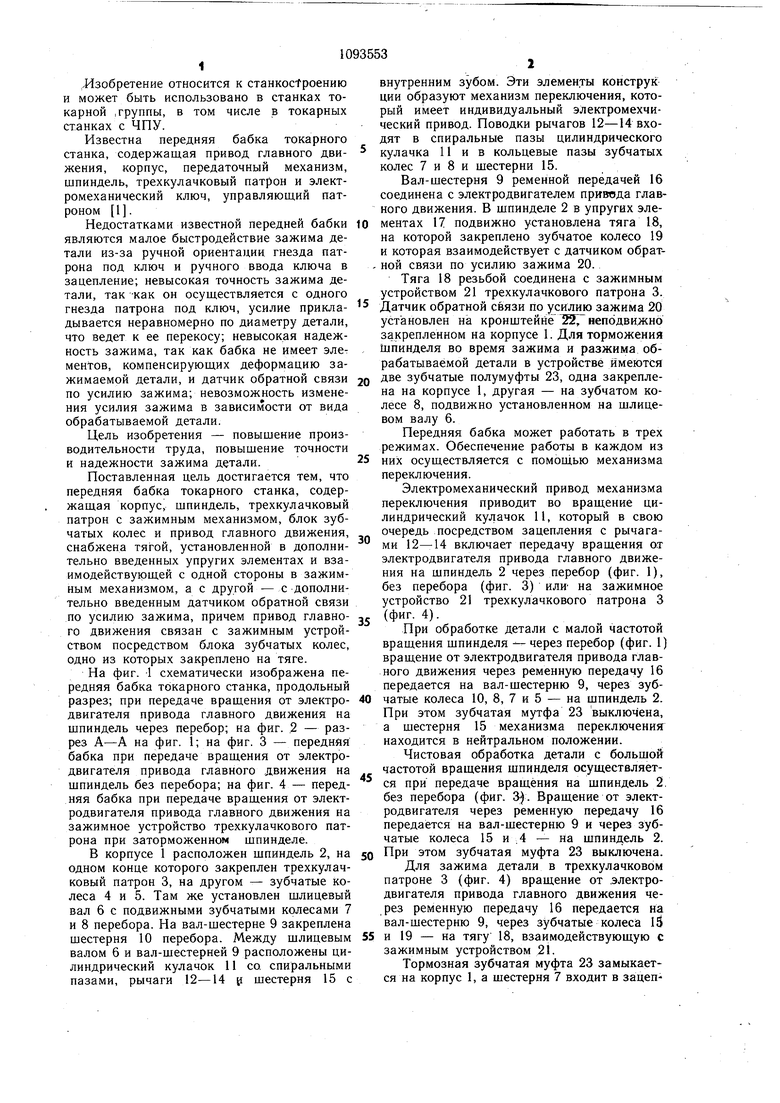

| название | год | авторы | номер документа |
|---|---|---|---|
| Токарный станок | 1988 |
|
SU1634367A1 |
| СПЕЦИАЛЬНЫЙ ТОКАРНЫЙ АВТОМАТ | 2003 |
|
RU2244609C1 |
| Многошпиндельный токарный авто-MAT | 1979 |
|
SU852448A1 |
| УСТРОЙСТВО для УПРАВЛЕНИЯ ЧИСЛАМИ ОБОРОТОВШПИНДЕЛЯ | 1970 |
|
SU258804A1 |
| Электромеханический привод зажимного устройства | 1983 |
|
SU1235664A1 |
| Электромеханический ключ | 1983 |
|
SU1139609A1 |
| Шпиндельная бабка | 1987 |
|
SU1604505A1 |
| Зажимное устройство для токарного станка | 1983 |
|
SU1127696A1 |
| Самоцентрирующий электромеханический патрон | 1974 |
|
SU512005A1 |
| Устройство для центрирования изделия при зажиме | 1981 |
|
SU1000158A1 |
ПЕРЕДНЯЯ БАБКА ТОКАРНОГО СТАНКА, содержащая корпус, шпиндель, трехкулачковый патрон с зажимным механизмом, блок зубчатых колес и привод главного движения, отличающаяся тем, что, с целью повыщения точности и надежности зажима детали, она снабжена тягой, установленной в дополнительно введенных упругих элементах и взаимодействующей с одной стороны с зажимным механизмом, а с другой - с дополнительно введенным датчиком обратной связи по усилию зажима, причем привод главного движения связан с зажимным устройством посредством блока зубчатых колес, одно из которых закреплено на тяге. (Л со 00 СП сд 00
fui.2
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Универсальные зажимные устройства к металлорежущим станкам | |||
| Технология механосборочного производства | |||
| НИИмащ, сер | |||
| Очаг для массовой варки пищи, выпечки хлеба и кипячения воды | 1921 |
|
SU4A1 |
| Способ приготовления пищевого продукта сливкообразной консистенции | 1917 |
|
SU69A1 |
| Устройство для выпрямления многофазного тока | 1923 |
|
SU50A1 |
