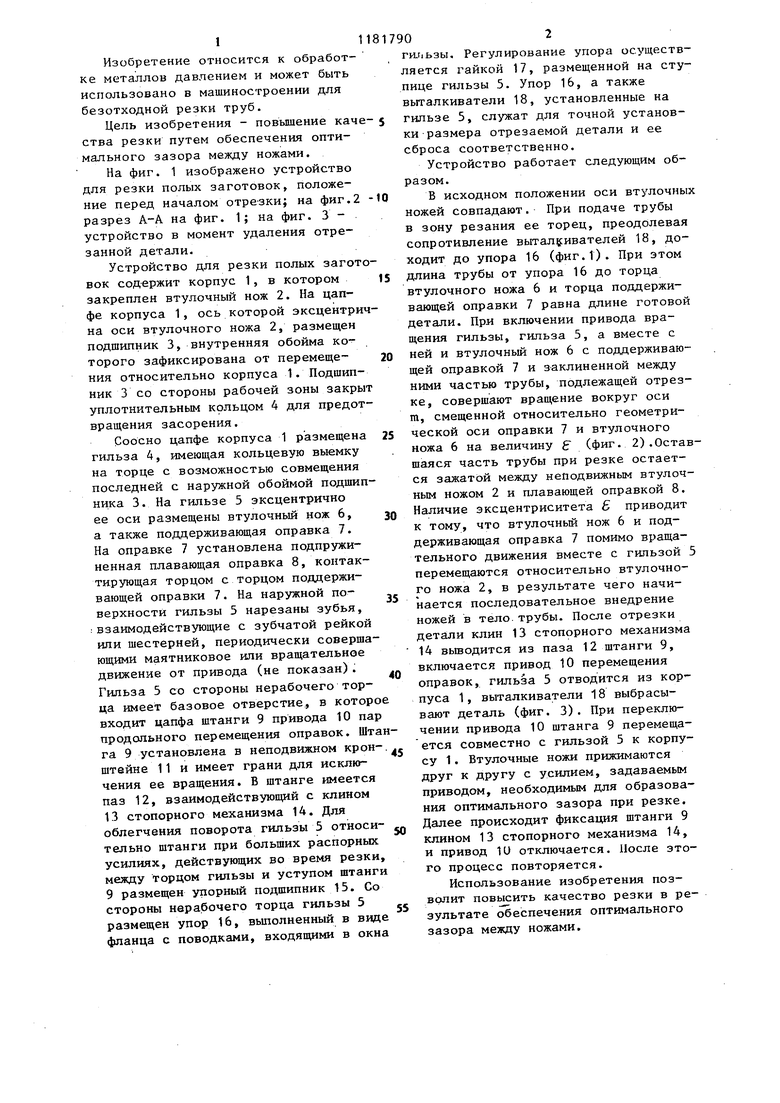
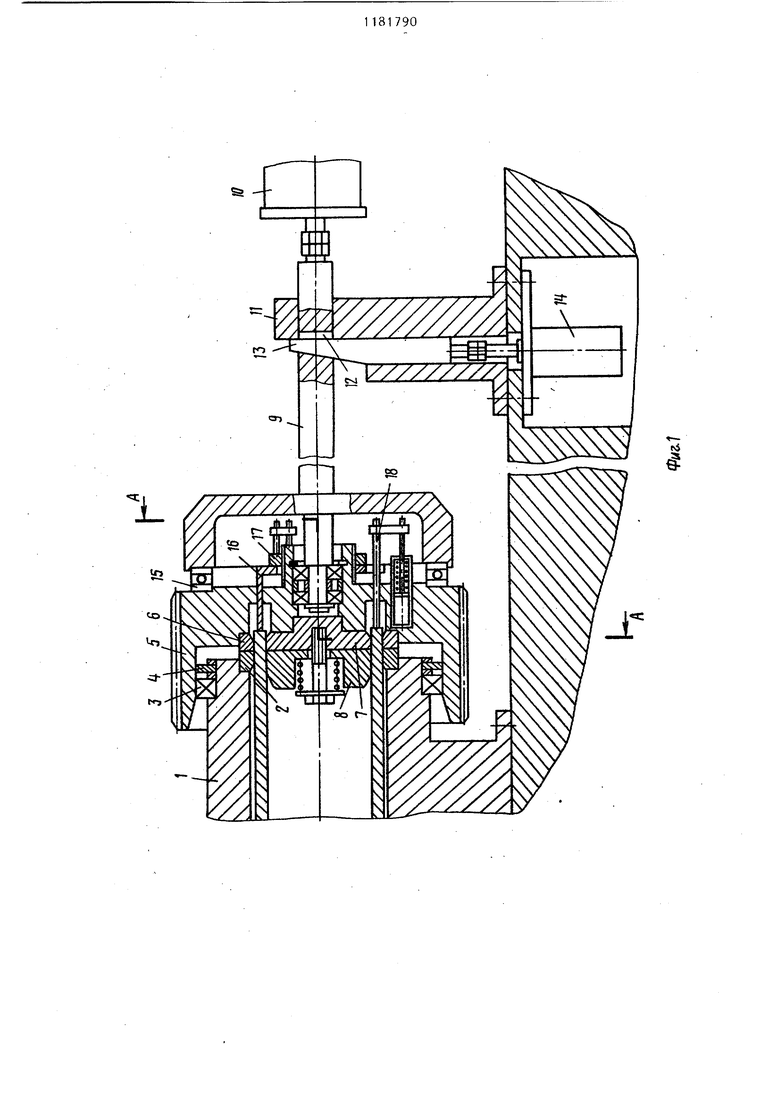
1 Изобретение относится к обработке металлов давлением и может быть использовано в машиностроении для безотходной резки труб. Цель изобретения - повышение кач ства резки путем обеспечения оптимального зазора между ножами. На фиг. 1 изображено устройство для резки полых заготовок, положение перед началом отре-зки; на фиг.2 разрез А-А на фиг. 1; на фиг. 3 устройство в момент удаления отрезанной детали. Устройство для резки полых загот вок сод-ержит корпус 1, в котором закреплен втулочный нож 2. На цапфе корпуса 1, ось которой эксцентри на оси втулочного ножа 2, размещен подшипник 3, внутренняя обойма которого зафиксирована от перемещения относительно корпуса 1. Подшипник 3 со стороны рабочей зоны закры уплотнительным кольцом 4 для предот вращения засорения. Соосно цапфе корпуса 1 размещена гильза 4, имеющая кольцевую выемку на торце с возможностью совмещения последней с наружной обоймой подишп нцка 3. На гильзе 5 эксцентрично ее оси размещены втулочный нож 6, а также поддерживающая оправка 7. На оправке 7 установлена подпружиненная плавающая оправка 8, контактирующая торцом с торцом поддерживающей оправки 7. На наружной поверхности гильзы 5 нарезаны эубья, :взаимодействующие с зубчатой рейкой или шестерней, периодически соверша ющими маятниковое или вращательное движение от привода (не показан). Гильза 5 со стороны нерабочего торца имеет базовое отверстие, в котор входит цапфа штанги 9 привода 10 па продольного перемещения оправок. Шт га 9 установлена в неподвижном крон штейне 11 и имеет грани для исключения ее вращенияФ В штанге имеется паз 12, взаимодействующий с клином 13 стопорного механизма 14. Для облегчения поворота гильзы 5 относи тельно штанги при больших распорных усилиях, действующих во время резки между торцом гильзы и уступом штанг 9 размещен упорный подшипник 15. Со стороны нерабочего торца гильзы 5 размещен упор 16, вьтолненный в вид фланца с поводками, входящими в окн 02 гшдьзы. Регулирование упора осуществляется гайкой 17, размещенной на ступице гильзы 5. Упор 16, а также выталкиватели 18, установленные на гильзе 5, служат для точной установки размера отрезаемой детали и ее сброса соответственно. Устройство работает следующим образом. В исходном положении оси втулочных ножей совпадают. При подаче трубы в зону резания ее торец, преодолевая сопротивление выталкивателей 18, доходит до упора 16 (фиг.1). При этом длина трубы от упора 16 до торца втулочного ножа 6 и торца поддерживающей оправки 7 равна длине готовой детали. При включении привода вращения гильзы, гильза 5, а вместе с ней и втулочный нож 6 с поддерживающей оправкой 7 и заклиненной между ними частью трубы, подлежащей отрезке, совершают вращение вокруг оси т, смещенной относительно геометрической оси оправки 7 и втулочного ножа 6 на величину (фиг. 2).Оставшаяся часть трубы при резке остается зажатой между неподвижным втулочным ножом 2 и плавающей оправкой 8. Наличие эксцентриситета приводит к тому, что втулочный нож 6 и поддерживающая оправка 7 помимо вращательного движения вместе с гильзой 5 перемещаются относительно втулочного ножа 2, в результате чего начинается последовательное внедрение ножей в тело трубы. После отрезки детали клин 13 стопорного механизма 14 вьшодится из паза 12 штанги 9, включается привод Ю перемещения оправок, гильза 5 отводится из корпуса 1, выталкиватели 18 выбрасывают деталь (фиг. 3). При переключении привода 10 штанга 9 перемещается совместно с гильзой 5 к корпусу 1. Втулочные ножи прижимаются друг к другу с усилием, задаваемым приводом, необходимым для образования оптимального зазора при резке. Далее происходит фиксация штанги 9 клином 13 стопорного механизма 14, и привод 1U отключается. После этого процесс повторяется. Использование изобретения позволит повысить качество резки в результате обеспечения оптимального зазора между ножами.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для резки труб на заготовки | 1984 |
|
SU1177085A1 |
| Устройство для резки труб на заготовки | 1986 |
|
SU1349901A1 |
| Устройство для отрезки труб | 1978 |
|
SU846134A1 |
| Устройство для отрезки труб | 1983 |
|
SU1074667A2 |
| Штамп для резки труб | 1984 |
|
SU1201069A1 |
| Штамп для резки труб | 1982 |
|
SU1092013A1 |
| Автомат для изготовления изделий из проволоки | 1983 |
|
SU1266621A1 |
| Устройство для резки профильного проката | 1979 |
|
SU854616A1 |
| Штамп для резки труб | 1990 |
|
SU1775240A1 |
| Способ резки труб и устройство для его осуществления | 1985 |
|
SU1428530A1 |
УСТРОЙСТВО ДЛЯ РЕЗКИ ПОЛЫХ ЗАГОТОВОК, содержащее корпус. гильзу,смонтированную с возмоЖГГостью вращения относительно корпуса, плавающую и поддерживающую оправки, связанные посредством штанги с приводом их продольного перемещения, и втулочные ножи, один из которых размещен на корпусеi а другой эксцентрично на гильзе, отличающееся тем, что, с целью повышения качества резки, оно снабжено стопорным механизмом лоложения оправок, а поддерживающая оправка закреплена на гильзе.
| 0 |
|
SU356889A1 | |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
