ю
о
О) ND
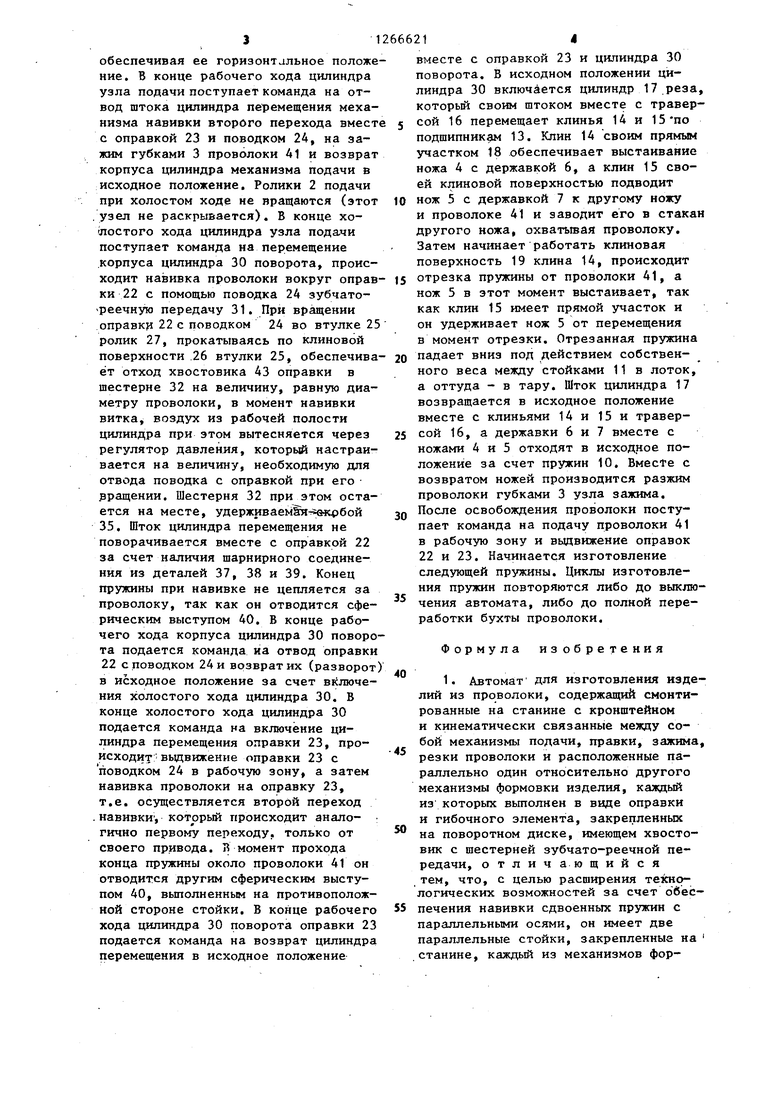
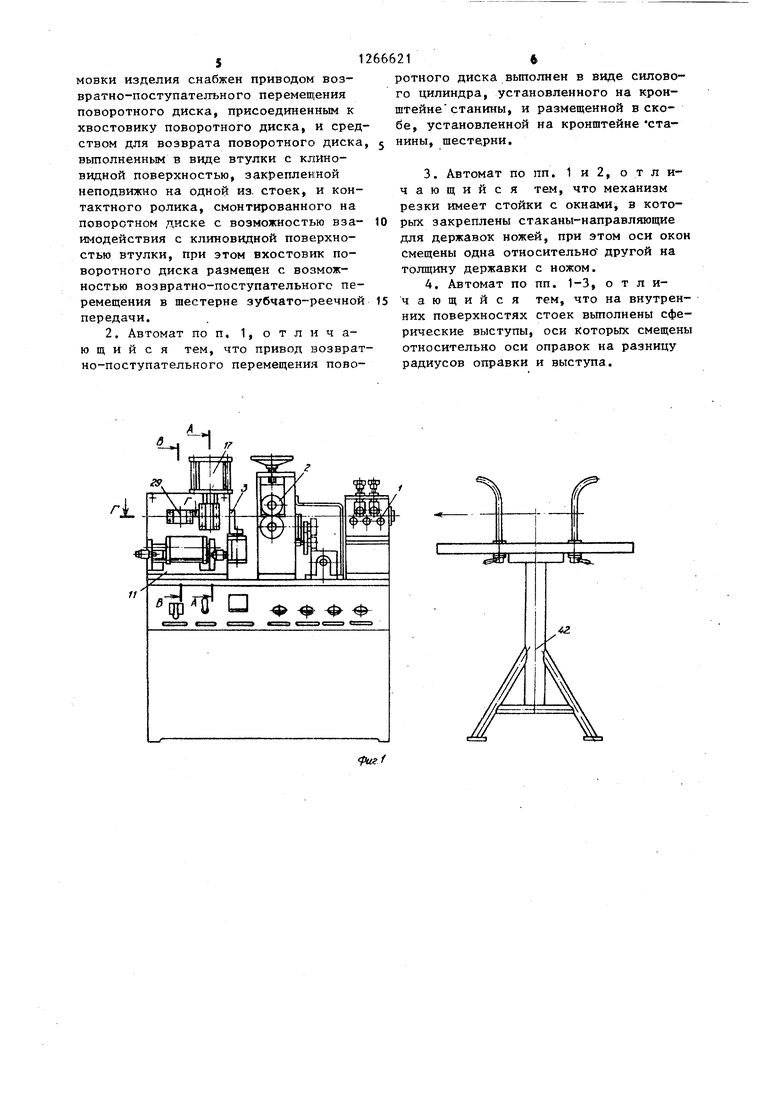
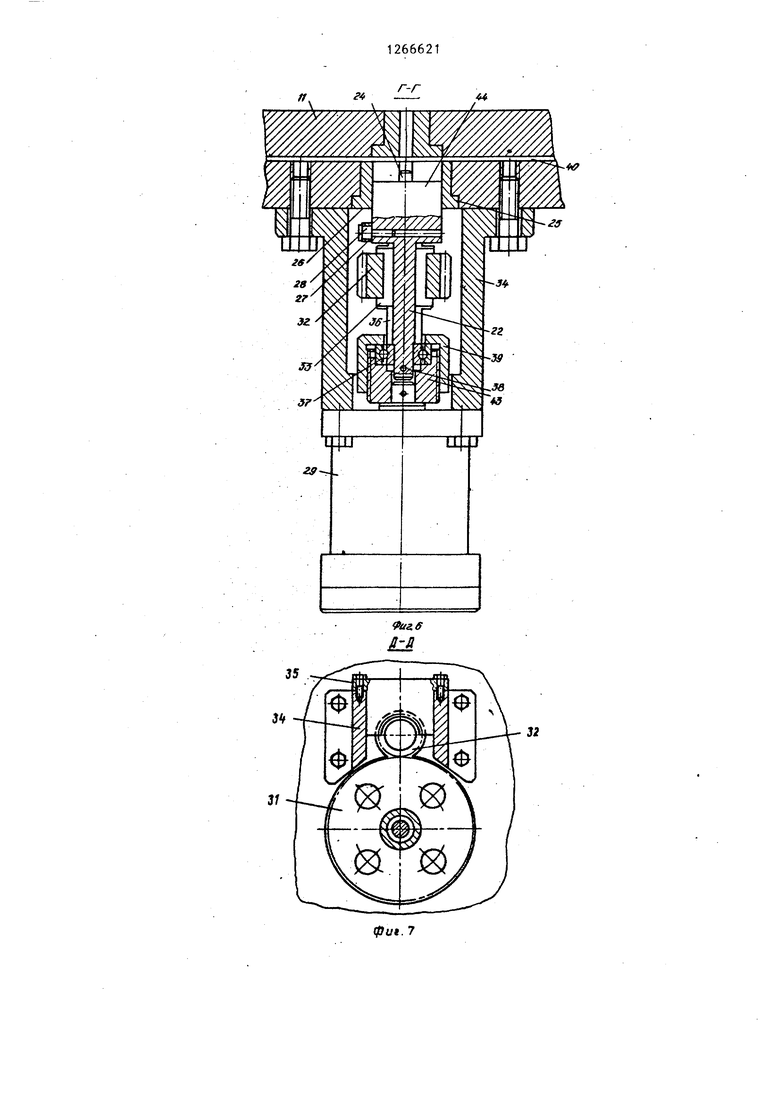
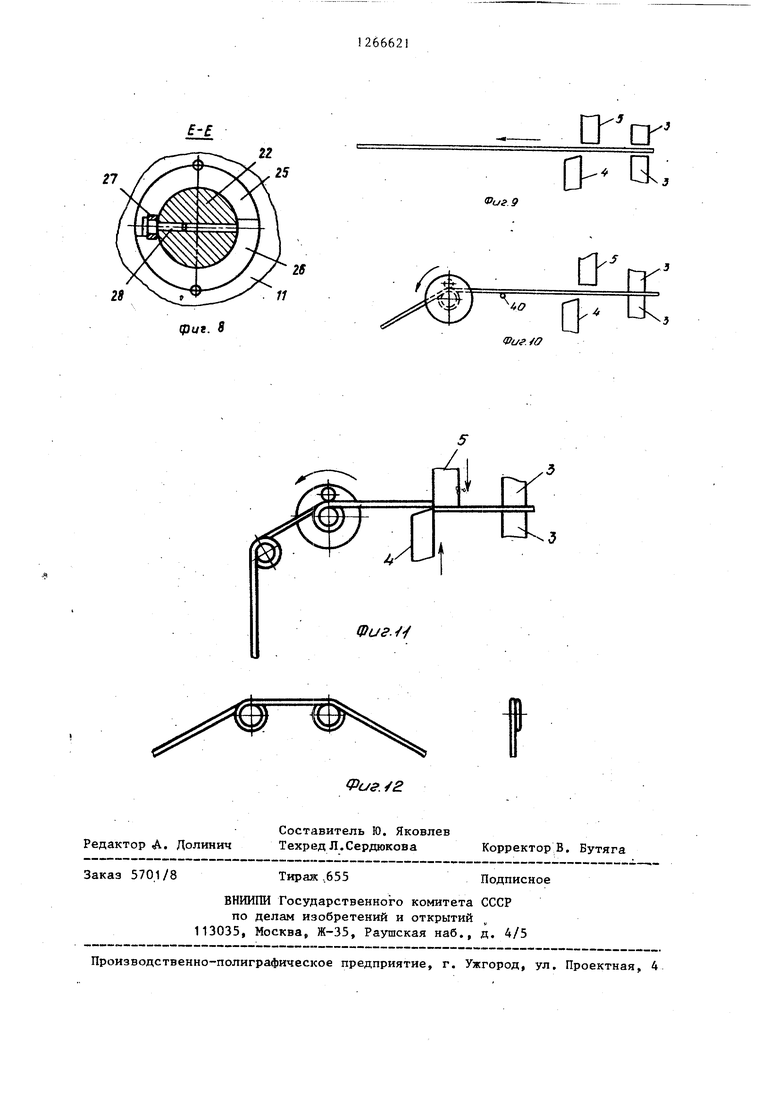
us.2 Изобретение относитсй к обработке металлов давлением, в частности к оборудованию для изготовления издели из проволоки. Целью изобретения является расширение технологических возможностей за счет обеспечения навивки сдвоенных пружин с параллельными осями. На фиг, 1 показан автомат, ввд спереди; на фиг. 2 - принципиальная схема автомата; на фиг. 3 - разрез А-А на фиг. 1; на фиг. А - разрез Б-Б на фиг. 3; на фиг. 5 - разрез В-В на фиг. 1; на фиг. 6 - разрезТ-Г на фиг. 1; на фиг. 7 - разрез Д-Д на фиг. 5; на фиг. 8 - разрез Е-Е на фиг. 5; на фиг. 9, 10, 11, 12 - схе изготовления пружины по переходам с ответственно: а) подача заготовки; б)1-й переход навивки пружины; в)2-й переход навивки пружины и отрезка; г) готовая деталь. Автомат для изготовления изделий из проволоки, содерзкит смонтированны на станине механизмы правки и подач проволоки, механизмы формовки изделия с механизмаьш зажима и резки пр волоки. Механизм 1 правки вьюолнен из не приводньпс роликов, механизм 2 подачи - в виде подающих роликов, снабженных приводом, механизм 3 заясима в виде подпружиненных зажимных губок. Механизм резки.вьтолнен в ввде двух подвижных Ножей 4 и 5 закрепленных в державках 6 и 7, установленных в стаканах 8, Нож 5 имеет паз 9 под проволоку, а стаканы 8 содержат отверстия под пружины 10 и смонтированы в окнах стоек 11, смещенных друг относительно друга на толщину державки с ножом. В державках 6 и 7 и направляющих 12 смонтированы) на осях подшипники 13 качения, с которыми взаимодействуют клинья 14 и 15, закрепленные в траверсе 16, установленной на конце штока цилиндра 17 отрезки. Клин 14 имеет на конце прямой участок 18, служащий для удерживания ножа 4 с державкой 6, отжимаемых пружиной 10 и клиновой участок 19 для отрезки готовой детали. Клин 15 имеет на конце клиновую поверхность 20 для подвода ножа 5 с державкой 7 к проволоке и ножу, и прямой участок 21 для удержания ножа 5 в момент отрезки проволоки. 2.1 Механизмы формовки изделия выполнен ны в виде двух оправок 22 и 23с гибочными элементами-поводками 24,размещен ными во втулках 25, закрепленных, в стойках 11. со смещением между собой на расстояние, равное сумме расстояния между осями витков и развертке витка. Стойки 11 расположены между собой на расстоянии, равном трем диаметрам изгибаемой проволоки. Втулки 25 имеют на своих торцах клиновидные поверхности 26, взаимодействующие с роликами 27, установленньми на опорах 28, закрепленных перпендикулярно оси оправок 22 и 23. Каждая из оправок имеет привод возвратно-поступательного переме1цения штока цилиндра 29 и привод вращательного движения от подвижного корпуса цилиндра 30 через зубчато-реечную передачу 31, шток которого закреплен на стойке 11. Шестерня 32 передачи установлена на каждой оправке подвижно с помощью шпонок 33 и неподвижно относительно кронштейна 34, на котором закреплен цилиндр 29 перемещения с помощью скобы 35, Оп- равки 22 и 23 выполнены в месте установки шпонок 33 с пазами 36, а со штоком цилиндра 29 соединены с возможностью поворота с помощью подшипников 37, установленных на цапфах оправок между торцами резьбовой втулки 38., закрепленной на штоке цилиндра 29, и торцом гайки 39. На стойках 11 с внутренней стороны выполнены радиусные (сферические) выступы 40 в местах прохода концов пружины при навивке по переходам. Оси выступов 40 смещены относительно оси оправок вверх на разницу радиусов оправки и выступа. Бухта проволоки 41 укладывается на разматывателе 42. Привод автомата - пневматический. Шеадтся хвостовики 43 для поворотных дисков 44„ Автомат работает следующим образом. В исходном положении оправки 22 и 23 18ыведены в рабочую зону, ножи 4 и 5 механизма отрезки и губки 3 механизма зажима разведены. При включении автомата проволока 41 протаскивается роликами 2 подачи между роликами 1, заправляются в отверстие зажимных губок 3 и подается в рабочую зону между стойками 11 на величину развертки пружины и пропускается между оправками 22 и 23 и поводком 24, обеспечивая ее горизонтальное положе ние. В конце рабочего хода цилиндра узла подачи поступает команда на отвод штока цилиндра перемещения механизма навивки второго перехода вмест с оправкой 23 и поводком 24, на зажим губками 3 проволоки А1 и возврат корпуса цилиндра механизма подачи в исходное положение. Ролики 2 подачи при холостом ходе не вращаются (этот .узел не раскрывается). В конце холостого хода цилиндра узла подачи поступает команда на перемещение корпуса цилиндра 30 поворота, происходит навивка проволоки вокруг оправ ки 22 с помощью поводка 24 зубчатоФеечную передачу 31. При вращении оправки 22 с поводком 24 во втулке 2 РОЛИК 27, прокатываясь по клиновой поверхности 26 втулки 25, обеспечива ёт отход хвостовика 43 оправки в шестерне 32 на величину, равную диаметру проволоки, в момент навивки витка, воздух из рабочей полости цилиндра при этом вытесняется через регулятор давления, который настраивается на величину, необходимую для отвода поводка с оправкой при его вращении. Шестерня 32 при этом остается на месте, удерживаем§л е«рбой 35. Шток цилиндра перемещения не поворачивается вместе с оправкой 22 за счет наличия шарнирного соединения из деталей 37, 38 и 39. Конец пружины при навивке не цепляется за проволоку, так как он отводится сферическим выступом 40. В конце рабочего хода корпуса цилиндра 30 поворо та подается команда иа отвод оправки 22 с поводком 24 и возврат их (разворот в исходное положение за счет включения холостого хода цилиндра 30. В конце холостого хода цилиндра 30 подается команда на включение цилиндра перемещения оправки 23, происходит вьвдвижение оправки 23 с поводком 24 в рабочую зону, а затем навивка проволоки на оправку 23, т.е. осуществляется второй переход . кавивки, который происходит зналогично первому переходу, только от своего привода. Б момент прохода конца пружины около проволоки 41 он отводится другим сферическим выступом 40, вьлолненным на противоположной стороне стойки. В конце рабочего хода цилиндра 30 поворота оправки 23 подается команда на возврат цилиндра перемещения в исходное положение вместе с оправкой 23 и цилиндра 30 поворота. В исходном положении цилиндра 30 включается цилиндр 17 реза, которьй своим штоком вместе с траверсой 16 перемещает клинья 14 и 15по подшипникам 13. Клин 14 своим прямым участком 18 обеспечивает выстаивание ножа 4 с державкой 6, а клин 15 своей клиновой поверхностью подводит нож 5 с державкой 7 к другому ножу и проволоке 41 и заводит его в стакан другого ножа, охватывая проволоку. Затем начинает работать клиновая поверхность 19 клина 14, происходит отрезка пружины от проволоки 41, а нож 5 в этот момент выстаивает, так как клин 15 имеет прямой участок и он удерживает нож 5 от перемещения в момент отрезки. Отрезанная пружина падает вниз под действием собственного веса между стойками 11 в лоток, а оттуда - в тару. Шток цилиндра 17 возвращается в исходное положение вместе с клиньями 14 и 15 и траверсой 16, а державки 6 и 7 вместе с ножами 4 и 5 отходят в исходное положение за счет пружин 10. Вместе с возвратом ножей производится разжим проволоки губками 3 узла зажима. После освобождения проволоки поступает команда на подачу проволоки 41 в рабочую зону и выдвижение оправок 22 и 23. Начинается изготовление следующей пружины. Циклы изготовления пружин повторяются либо до выключения автомата, либо до полной переработки бухты проволоки. Формула изобретения 1. Автомат для изготовления изделий из проволоки, содержащий смонтированные на станине с кронштейном и кинематически связанные между собой механизмы подачи, правки, зажима, резки проволоки и расположенные параллельно один относительно другого механизмы формовки изделия, каядый из которых вьтолнен в виде оправки и гибочного элемента, закрепленных на поворотном диске, имеющем хвостовик с шестерней зубчато-реечной передачи, отличающийся тем, что, с целью расширения технологических возможностей за счет Обеспечения навивки сдвоенных пружин с параллельными осями, он имеет две параллельные стойки, закрепленные на станине, каждый из механизмов формовки изделия снабжен приводом возвратно-поступательного перемещения поворотного диска, присоединенным к хвостовику поворотного диска, и средством для возврата поворотного диска, выполненным в виде втулки с клиновидной поверхностью, закрепленной неподвижно на одной из. стоек, и контактного ролика, смонтированного на поворотном диске с возможностью взаимодействия с клиновидной поверхностью втулки, при этом вхостовик поворотного диска размещен с возможностью возвратно-поступательного перемещения в шестерне зубчато-реечной передачи.
2, Автомат по п, 1, отличающийся тем, что привод возвратно-поступательного перемещения поворотного диска вьшолнен в виде силового цилиндра, установленного на кронштейне станины, и размещенной векобе, установленной на кронштейне стаНИНЫ, шестерни.
3.Автомат по пп. 1 и 2, отличающийся тем, что механизм резки имеет стойки с окнами, в которых закреплены стаканы-направляющие для державок ножей, при этом оси окон смещены одна относительно другой на толщину державки с ножом.
4.Автомат по пп. 1-3, о т л ичающийся тем, что на внутренних поверхностях стоек вьтолнены сферические выступы, оси которых смещены относительно оси оправок на разницу радиусов оправки и выступа.
| название | год | авторы | номер документа |
|---|---|---|---|
| Автомат для изготовления изделий из проволоки | 1986 |
|
SU1389917A2 |
| Автомат для изготовления двухспиральных пружин с отогнутыми концами | 1985 |
|
SU1294442A1 |
| Устройство для гибки труб | 1980 |
|
SU882681A1 |
| СПОСОБ НАВИВКИ ПРУЖИН С ФИГУРНЫМИ КОНЦАМИ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1999 |
|
RU2147964C1 |
| УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ ПРУЖИН С ДВУХСТОРОННЕЙ НАВИВКОЙ И ИЗГИБОМ В СРЕДНЕЙ ЧАСТИ | 2001 |
|
RU2197356C1 |
| Автомат для изготовления плоских спиральных пружин | 1972 |
|
SU440191A1 |
| Автомат для изготовления двух ветвевых пружин с отогнутыми концами | 1989 |
|
SU1657263A1 |
| Автомат для навивки пружин с фигурными концами | 1983 |
|
SU1125083A1 |
| Автомат для навивки проволочныхСпиРАлЕй и РАзРЕзАНия иХ HA чАСТи | 1979 |
|
SU846007A1 |
| Устройство для навивки пружин | 1978 |
|
SU745580A1 |

Изобретение позволяет расширить технологические возможности за счет обеспечения навивки сдвоенных пружин с параллельными осями. Автомат для изготовления изделий из проволоки 41 содержит механизмы правки 1, подачи . 2, зажима 3, механизм резки с ножами 4 и 5. Механизмы формовки изделия вьшолнены в виде оправок 22 и 23 с гибочными элементами - поводками 24, закрепленными на поворотных дисках 44 с хвостовиками 43. Имеются втулки 25 с Клиновидной поверхностью 26 для контактирования с роликом 27, а также приводы 29 возвратно-поступательного перемещения поворотного диска 44 и зубчато-реечные передачи 31 с приводом от силового цилиндра 30. Каждый хвостовик 43 связан со штоком привода 29 посредством муфты - гайки 39. 3 з.п. ф-лы, 12 ил.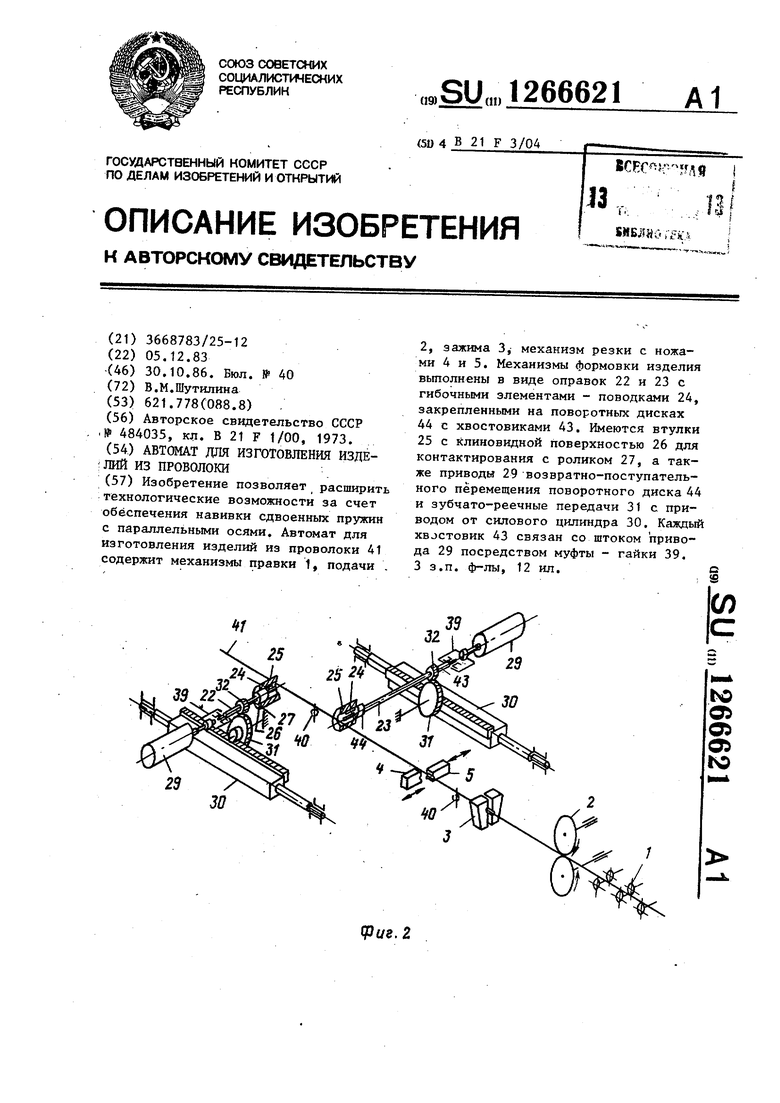
//
ЙЙ.,Г
П
35 r-r
(fJut. 7
f-f
У
СГ
О 1.
Риг 9
/гг
}vH:.
Л
4(7 Pe/f./ff
Фиг. //
| Автомат для изготовления изделий из проволоки | 1973 |
|
SU484035A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
