(54) УСТРОЙСТВО ДЛЯ РЕЗКИ ПРОФИЛЬНОГО ПРОКАТА
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ОБРАБОТКИ ПРОФИЛЬНОГО МАТЕРИАЛА И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1994 |
|
RU2099165C1 |
| Устройство для разделения пруткового материала | 1986 |
|
SU1379026A1 |
| Устройство для резки проката | 1979 |
|
SU772753A1 |
| Штамп для резки труб | 1984 |
|
SU1201069A1 |
| Летучие ножницы | 1978 |
|
SU944821A1 |
| Устройство для резки проката | 1986 |
|
SU1360920A1 |
| Устройство для разделения пруткового материала | 1978 |
|
SU764881A1 |
| Устройство для резки проката | 1981 |
|
SU1017442A1 |
| НОЖНИЦЫ ДЛЯ ГОРЯЧЕЙ РЕЗКИ ПРОКАТА КРУГЛОГО И КВАДРАТНОГО ПОПЕРЕЧНОГО СЕЧЕНИЯ | 1991 |
|
RU2006346C1 |
| УСТРОЙСТВО ДЛЯ РЕЗКИ ТОНКОСТЕННЫХ ТРУБ | 1991 |
|
RU2006348C1 |
1
Изобретение .относится к заготовительному производству машиностроительных заводов, а именно к устройствам для резки профильного проката.
Известно устройство для резки ррофильного проката, например труб, содержащее основание с установленным на нем неподвижным ножедержателем со смонтированным в нем втулочным ножом, установленный в направляющих основания с возможностью возвратно-поступательного перемещения в горизонтальной плоскости в направлении, перпендикулярном направлению подачи разрезаемого профильного проката, подвижный ножедержатель с установленным в нем втулочным ножом, выполненным с профильными поверхностями, а также ползун с толкателем, установленным с возможностью взаимодействия с профильными поверхностями подвижного ножедержателя 1.
В данном устройстве для возвратно-поступательного перемещения подвижного ножедержателя применено два толкателя, что усложняет конструкцию устройства, а кроме того, устройство предназначено для резки только одного типоразмера профильного проката, так как в известной конструкции
не предусмотрено изменение величины начального смещения подвижного ножедержателя, служащего для надрезки профильного проката. ,
Цель изобретения - упрощение конструкции и расширение номенклатуры разделяемо5 го проката.
Поставленная цель достигается тем, что в устройстве для резки профильного проката, например труб, содержащем основание с установленным на нем неподвижным ножедержателем со смонтированным в нем втулочным ножом, установленным в направляющих основания с возможностью возвратно-поступательного перемещения в горизонтальной плоскости в направлении, перпендикулярном направлению подачи разрезаемого профильного проката, подвижный ножедержатель с установленным в нем втулочным ножом, выполненным с профильными поверхностями, а также ползун с толкателем, который снабжен пальцем, установлеяным с возможностью взаимодействия с про30 .фильными поверхностями подвижного ножедержателя, а подвижный ножедержатель снабжен установленным в нем на одяой из его профильных поверхностей с возможноетью контактирования с пальцем толкателя
регул HpOBO4ffh M ВИНТОМ.
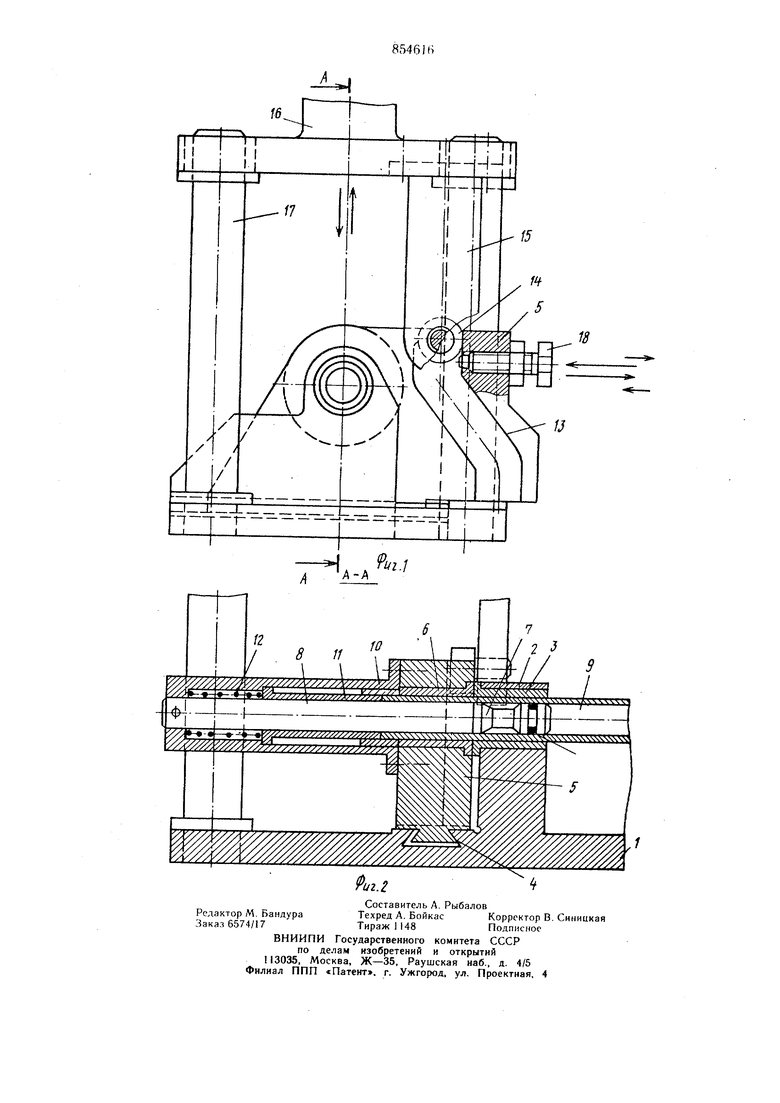
Ня фиг. I изображено устройство, общий Вид; па фиг. 2 - разрез А- А на фиг. 1. Устройство для резки профильного проката содержит корпус 1, в котором расположен неподвижный ножедержате.ль 2, в последний запрессован режущий втулочный нож 3. В горизонтальных направляюи их ч корпуса 1 устаповлен подвижный ножедержатель 5 с запрессованным в него режущим втулочным ножом 6. Внутри вту.лочных ножей 3 и 6 .размеилены ножи-оправки 7 и 8. Между втулочными ножами 3 а 6 и ножами-оправками 7 и 8 устанавливается разрезаемая труба 9. К подвижному ножедержателю 5 жестко крепится корпус выталкивателя 10, внутри которого помещен выталкиватель 11 и пружина 12. На подвижном ножедержателе 5 имеется профильный паз 13, в который установлен палец 14, жестко закрепленный на толкателе 15, а толкатель 15 жестко закреплен на ползуне 16. Ползун 16 подвижно установлен на колонках 17, жестко закрепленных на корпусе 1. В подвижный ножедержатель 5 завернут регулировочный винт 18, конец которого выступает вовнутрь профильног( паза 13 на величину, равную примерно половине толщины стенки разрезаемой трубы 9.
Предлагаемое устройство работает следующим образом.
Нож-оправка 7 устанавливается внутри разрезаемой трубы 9 на ее конце. В|«есте с ножом-оправко-й 7 труба 9 вставляется во втулочные ножи 3 и 6 и перемещает выталкиватель 1 в крайнее левое положение (фиг. 2), сжимая пружину 12. При этом торец ножа-оправки 7 упирается в торец ножа-оправки 8 и остается на месте. Торцы ножей-оправок 7 и 8 и торцы втулочных ножей 3 и б находятся в одной плоскости. При нажатии на педаль пресса ползун 16 вместе с толкателем 5 и пальцем 14 перемещается вниз (фиг. 1). Когда палец 14 касается регулировочного винта 18, то подвижный ножедержатель 5 вместе с втулочным ножом 6 перемещается сначала вправо (фиг. 1) на величину выступа конца винта 18 внутрь профильного паза 13. надрезая трубу, а затем влево на величину, определяемую профильным пазом 13, оконча тельно. отрезая трубу. В конце хода пружина 12 через выталкиватель 11 выбрасывает отрезанную заготовку трубр г. При ходе ползуна 16 вверх подвижный пожедержатель 5 занимает исходное положение и цикл повторяется.
Устройство для резки профильного проката обладает простой конструкцией, а также позволяет резать материал различного типоразмера за счет возможности регулировки величины надреза матс-пиала.
Формула изобретения
Устройство для резки профильного проката, например труб, содержащее основание с устандвленным из нем неподвижным нол едержателем со смонтированным в нем втулочным ножом, установленный в направляющих основания с возможностью возвратно-поступательпого перемещения в горизонтальной плоскости в направлении, перпендикулярном направлению подзчи разрезаемого профильного проката, подвижный ножедержатель с установленным в нем втулочным ножом, выполнегп ым с профильными поверхностями, а также ползун с толкателем, установленным с возможностью взаимодействия с профильными поверхностями
0 подвижного ножедержателя, отличающееся тем, что, с цельюупрощения конструкции и расширения номенклатуры разделяемого проката, толкатель снабжен ,ем, установленным с возможностью взаимодействия
, с прс фильяыми поверхностями подвижного ножедержателя, а подвижный ножедержатель снабжен установленным в нем на одной из его профильных поверхностей с возможностью контактирования с пальцем толкателя регулировочным винтом.
Источники информации, принятые во внимание при экспертизе 1. Авторское свидетельство СССР № 412725. кл. В 23 D 23/00, В 26 D 3/16, 1970.
