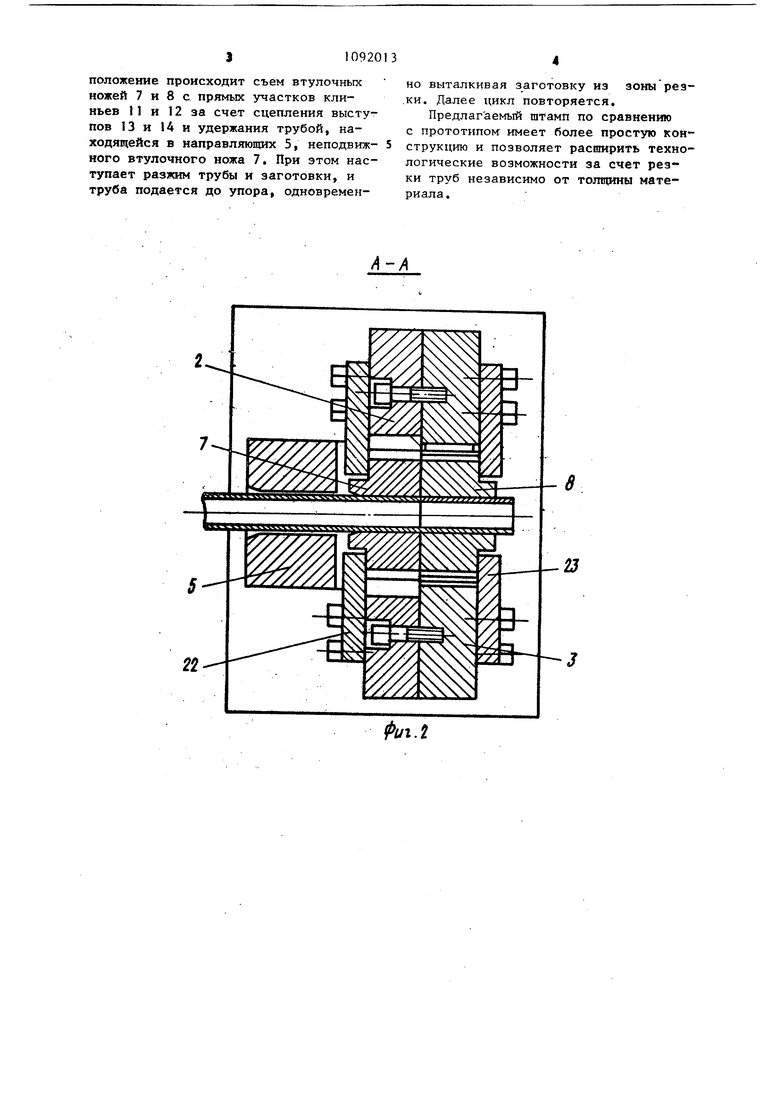
Изобретение относится к обработке металлов давлениеьг И может быть использовано в промытленности для резки круглых труб на заготовки. Известно устройство для резки труб, содержащее охватьгеающие трубу ножи, один из которых закреплен неподвижно, а другой связан с приводом его перемещения в плоскости реза, оправку, вводимую в трубу, и оправку, вводимую в отделяемую от трубы часть С I1, Недостатками известного устройства являются низкая производитель- кость, связанная с затратой дополнительного времени на ввод оправки в трубу, на снятие ее с отходной части, на смену оправок при колебаниях толщин стенок при одном наружном диа метре и на большой Перебег подвижно го ножа после резки трубы- необходимы для разгрузки заготовок, а также сложность конструкции из-за использо вания внутренних оправок и связанных с ними механизмов. Известен штамп для резки труб, со держащий подвижную верхнюю плиту, за крепленный на ней корпус, подвижный втулочньп нож, смонтированный в корпусе, нижнюю плиту с установленным на ней неподвижным втулочным ножом, взаимодействующим с корпусом, и клинья, закрепленные в корпусе СЯ. Недостатки штампа - сложность кон струкции из-за необходимости резки трубы с оправками, а также невысокая производительность процесса, свя занная с сокращением операционного времени для ввода оправки в трубу и совмещения режущих кромок оправки и ножа, Цель изобретения - упрощение конструкцин и повышение производительности. Поставленная цель достигается тем что в штампе для резки труб, преимущественно тонкостенных, содержащем подвижную верхнюю плиту, закрепленны на ней корпус, подвижный втулочный нож, смонтированный в корпусе, нижнкно плиту с установленным на ней неподвижным втулочным ножом, взаимодействующим с корпусом, и клинья, закрепленные в корпусе, каждый вту, лочный нож вьшолнен с радиальньм сквозным пазом и двумя выступами, расположенными по обе стороны паза и вьтолненными с возможностью вза- имодействия с клиньями. На фиг. 1 изображен штамп в конце процесса резки труб; на фиг, 2 - разрез А-А на фиг. 1; на фиг. 3 - сечение Б7Б на фиг. 1; на фиг. 4 - сечение В-В на фиг. 1. Штамп для резки труб содержит верхнюю подвижную плиту 1 со смонтированным на ней корпусом, состоящим из двух жестко соединенных между собой щек 2 и 3, а также нижнюю неподвижную плиту 4 с жестко установленной на ней направляющей 5 для трубы и ложементом 6 для неподвижного втулочного ножа 7, соосно с которым установлен подвижнъ1Й втулочный нож 8, охватьгоающий отрезаемую часть трубы. Втулочные ножи выполнены с выступами 9 и 10, взаимодействующими в процессе работы с клиньями 11 и 12, закрепленными на щеках 2 и 3 соответственно. Соосность ножей обеспечивается выступами 13 и 14, ложементом 6, вставкой 15, поджимными планками 16 и 17, пружинами 18 и 19 направляющими пальцами 20 и 21. Боковые планки 22 и 23 замыкают ножи в осевом направлении. Штамп работает след гющим образом, В штамп, находящийся в разомкнутом состоянии, через направляющую 5, закрепленную на нижней неподвижной плите 4, вводят трубу до подвижного упора (не показан). При движении верхней подвижной плиты 1 с корпусом вниз клинья 11 щеки 2 взаимодействуют с клиновыми губками 9 неподвижного втулочного ножа 7, который обжимает наружную поверхность трубы, а клинья 12 щеки 3 взаимодействуют с губками 10 подвижного втулочного ножа 8, который обжимает наружную поверхность отрезаемой заготовки. Обжим заготовки и трубы происходит одновременно с определешсым усилием (усилие обткима трубы должно быть меньше предела текучести и больше предела упругости (;iv(np ) . При дальнейшем движении вниз взаимодействие губок 9 и 10 с клиньями 11 и 12 соответственно происходит по прямым участкам поверхностей. При этом происходит процесс резки с сохранением постоянства усилия обжима трубы и заготовки. При возврате верхней плиты 1 с корпусом в исходное
положение происходит съем втулочных ножей 7 и 8 с прямых участков клиньев 11 и 12 за счет сцепления выступов 13 и 14 и удержания трубой, находящейся в направляющих 5, неподвижного втулочного ножа 7. При этом наступает разжим трубы и заготовки, и труба подается до упора, одновременно выталкивая заготовку из зоны рез.ки. Далее цикл повторяется,
Предлагаемый штамп по сравнению с прототипом имеет более простую конструкцию и позволяет расширить технологические возможности за счет резки труб независимо от толщины материала .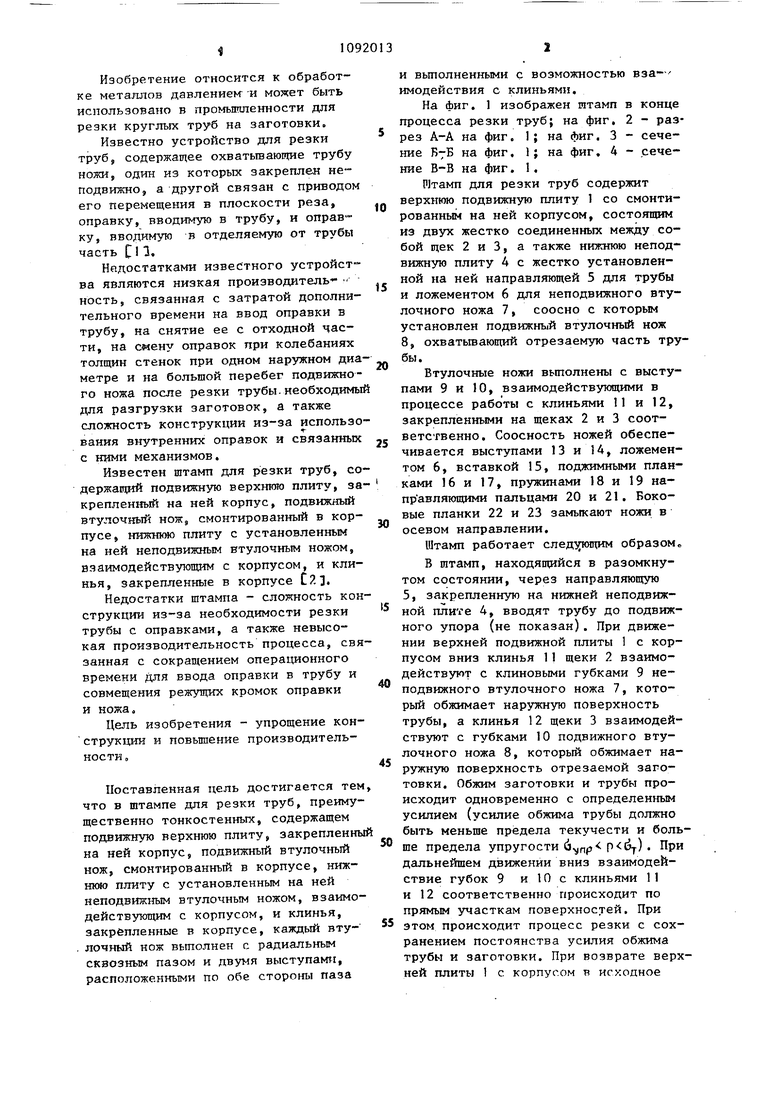
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для резки труб на заготовки | 1986 |
|
SU1349901A1 |
| Гидромеханический пресс | 1984 |
|
SU1180270A1 |
| Устройство для резки труб | 1982 |
|
SU1021527A1 |
| Штамп для резки труб | 1977 |
|
SU721255A1 |
| Устройство для резки труб на заготовки | 1984 |
|
SU1177085A1 |
| Штамп для резки труб | 1984 |
|
SU1201069A1 |
| Штамп для резки труб | 1990 |
|
SU1775240A1 |
| ШТАМП ДЛЯ РЕЗКИ ТРУБ | 1982 |
|
SU1092840A1 |
| Штамп для резки труб | 1985 |
|
SU1274866A1 |
| Устройство для отрезки труб | 1983 |
|
SU1074667A2 |
ШТАМП ДЛЯ РЕЗКИ ТРУБ, преимущественно тонкостенных, содержащий подвижную верхнюю плиту, закрепленный на ней корпус, подвижный втулочный нож, смонтированный в корпусе, нижнюю плиту с установленньы на ней неподвижньм втулочным ножом взаимодействукхдим с корпусом, и клинья, закрепленные в корпусе, отличающийся тем, что, с целью упрощения конструкции и повьшения производительности, каждый втулочный нож выполнен с радиальным сквозным пазом и двумя выступами, распоп ложенными по обе стороны паза и выполненными с возможностью взаимодействия с клиньями.
риг Л
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| 0 |
|
SU405671A1 | |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
