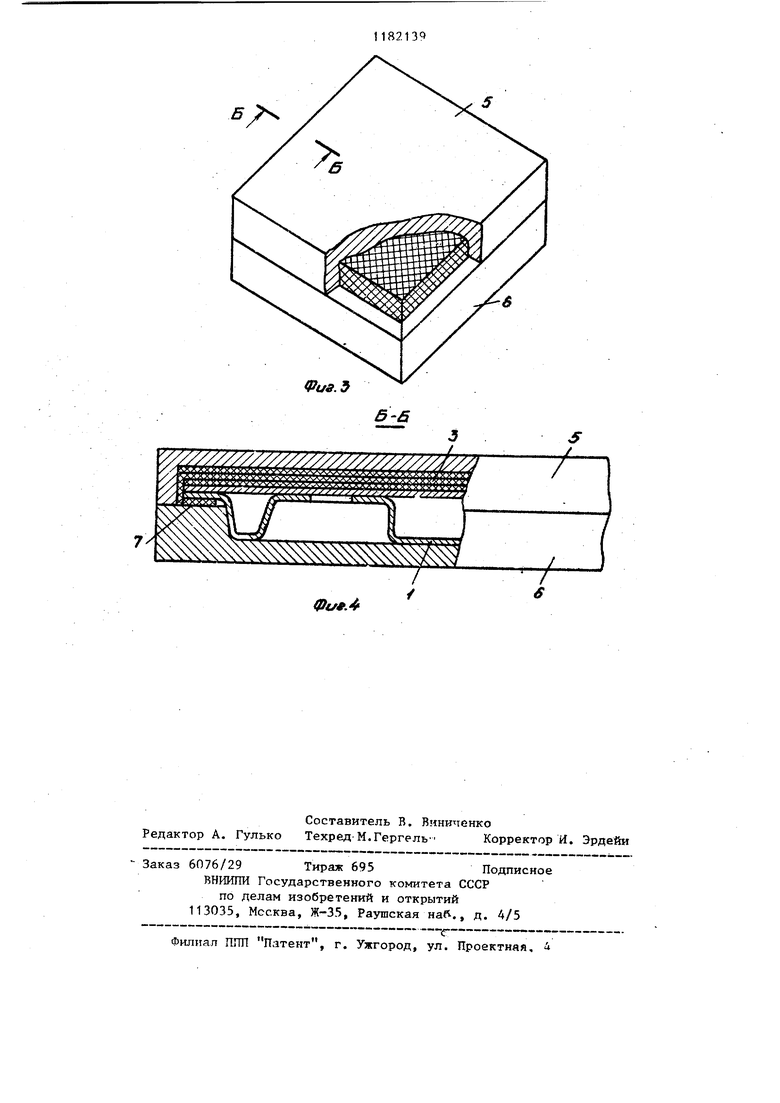
I Изобретение относится к строительству и может найти применение при изготовлении плит съемного пола для помещений вычислительного центр Цель изобретения - улучшение условий труда и уменьшение трудоемкости. На фиг, 1 изображена плита съемного пола, общий вид в аксонометрии на фиг. 2 - разрез А-А на фиг, 1, на фиг, 3 - гг1ита в пресс-форме, об щий вид в аксонометрии; на фиг, 4 разрез Н-Б на фиг, 3, Способ изготовления плиты съемного пола включает нанесение на металли 1еский каркас 1 с опорной площадкой 2 по его контуру многослойного или последовательно слоями Ч2 из полимерных материалов покрытия 3 и окантовки 4, затем прессование в пресс-форме, состоящей из двух частей 5 и 6, под давлением 1,550 кгс/см с одновременным нагревом до 120-190 С и выдержкой в течение 3-8 мин и далее охлаждение под давлением 15-50 кгс/см до 10-30°С в течение 5-15 мин, при этом до прессования под опорную площадку 2 каркаса 1 укладьшают дополнительно кант 7 из полимерного материала. Примеры способа изготовления плиты съемного пола приведены в таблице, при этом прессование при всех вариантах изготовления начинается с давления 1,5 кгс/см и заканчивает ся давлением, указанным в примерах.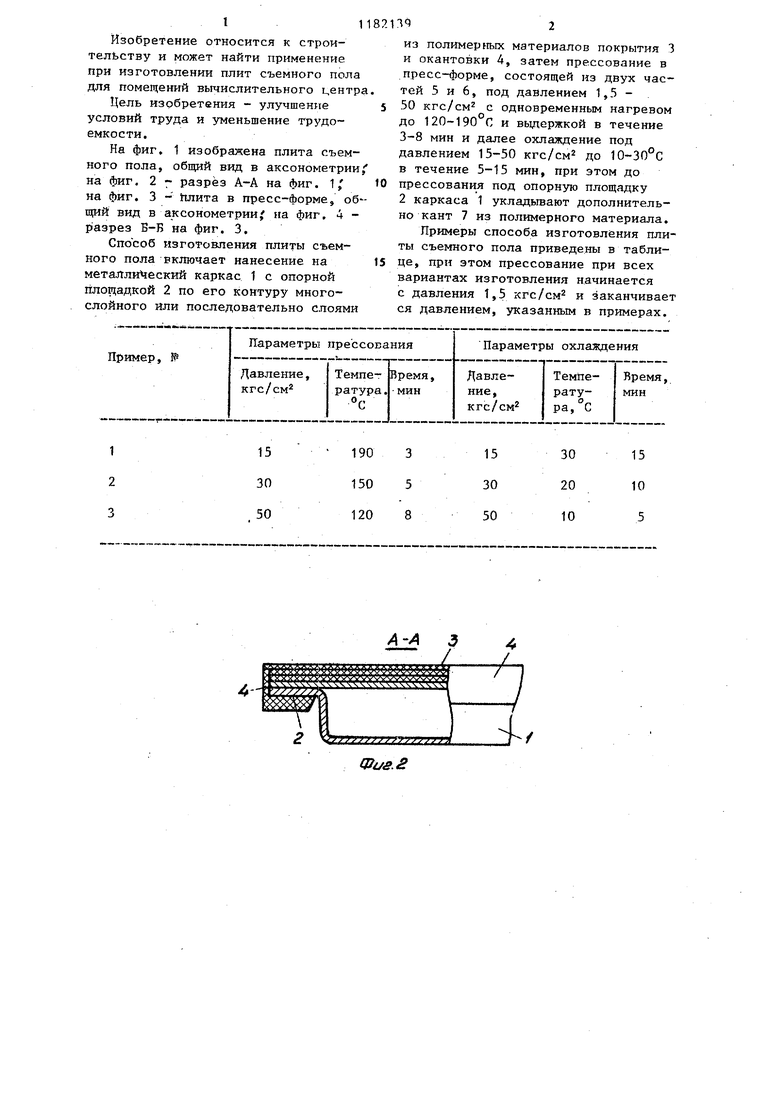
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления плиты съемного пола | 1986 |
|
SU1622555A1 |
| Плита съемного пола | 1983 |
|
SU1182136A1 |
| Плита съемного пола | 1983 |
|
SU1182137A1 |
| Способ изготовления постоянных магнитов | 1980 |
|
SU957285A1 |
| Способ облицовки древесно-стружечных плит пресс-порошками | 1979 |
|
SU869838A1 |
| Способ изготовления плиты съемного пола | 1978 |
|
SU724665A1 |
| Способ получения абразивостойкого электрообогреваемого полимерного слоистого материала | 2015 |
|
RU2610774C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КОМПОЗИТНОГО МНОГОСЛОЙНОГО ИЗДЕЛИЯ | 2024 |
|
RU2832222C1 |
| Многослойный щит пола | 1979 |
|
SU857393A1 |
| Способ изготовления полимерного электронагревателя | 1975 |
|
SU598271A1 |
Ь СПОСОБ ИЗГОТОВЛЕНКЯ ПЛИТЫ СЪЕМНОГО ПОЛА, включающий нанесение на металлический каркас с опорной площадкой по контуру покрытия и окантовки из полимерных материалов, прессование с одновременным нагревом и выдержкой и последующим охлаждением, отличающийс я тем, что с целью улучшения условий труда и уменьгаения трудоемкости, покрытие укладывают последовательно слояг или многослойным, при этом прессование производят под давлением 1,5 - 50 кгс/см с нагревом до 120-190 С и выдержкой в течение 3-8.мин, а охла}кдение под давлением 15-50 кгс/см до 10-30 С в течение 5-15 мин., 2. Способ по п. 1, отличающийся тем, что.до прессования укладьшают дополнительный кант из полимерного материала под опорной площадкой каркаса.
15 30 50
1 2 3
15 30
3 5 8
30 15 20 10
50 10 5
| ПОГРУЖНОЙ МНОГОСТУПЕНЧАТЫЙ МОДУЛЬНЫЙ ЦЕНТРОБЕЖНЫЙ НАСОС | 2006 |
|
RU2317445C1 |
| Очаг для массовой варки пищи, выпечки хлеба и кипячения воды | 1921 |
|
SU4A1 |
| Способ изготовления плиты съемного пола | 1978 |
|
SU724665A1 |
| Очаг для массовой варки пищи, выпечки хлеба и кипячения воды | 1921 |
|
SU4A1 |
