(54) СПОСОБ ОБЛИЦОВКИ ДРЕВЕСНО-СХРУЖЕЧНЫХ ПЛИТ ПРЕСС-ПОРОШКАМИ
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ ДРЕВЕСНОСТРУЖЕЧНЫХ ПЛИТ С ДВУХСТОРОННЕЙ ОБЛИЦОВКОЙ | 1994 |
|
RU2048289C1 |
| Способ обработки древесностружечных плит | 1977 |
|
SU728943A1 |
| СПОСОБ ОБЛИЦОВКИ СТРОИТЕЛЬНЫХ ИЗДЕЛИЙ | 2000 |
|
RU2189320C2 |
| Способ изготовления многослойных древесностружечных плит | 1976 |
|
SU619355A1 |
| СПОСОБ ОТДЕЛКИ ИЗДЕЛИЙ, ФОРМОВАННЫХ ИЗ СМЕСИ ИЗМЕЛЬЧЕННОЙ ДРЕВЕСИНЫ СО СВЯЗУЮЩИМ | 1973 |
|
SU390971A1 |
| Пресс для подпрессовки древесно-стружечного ковра в производстве плит | 1986 |
|
SU1384388A2 |
| Установка для непрерывного изготовления стружечных плит | 1975 |
|
SU537848A1 |
| СПОСОБ ПОЛУЧЕНИЯ ДРЕВЕСНОСТРУЖЕЧНЫХ ПЛИТ | 1999 |
|
RU2166521C2 |
| Способ получения декоративного материала | 1990 |
|
SU1729825A1 |
| Пресс для подпрессовки древесностружечного ковра в производстве плит | 1980 |
|
SU1054097A1 |
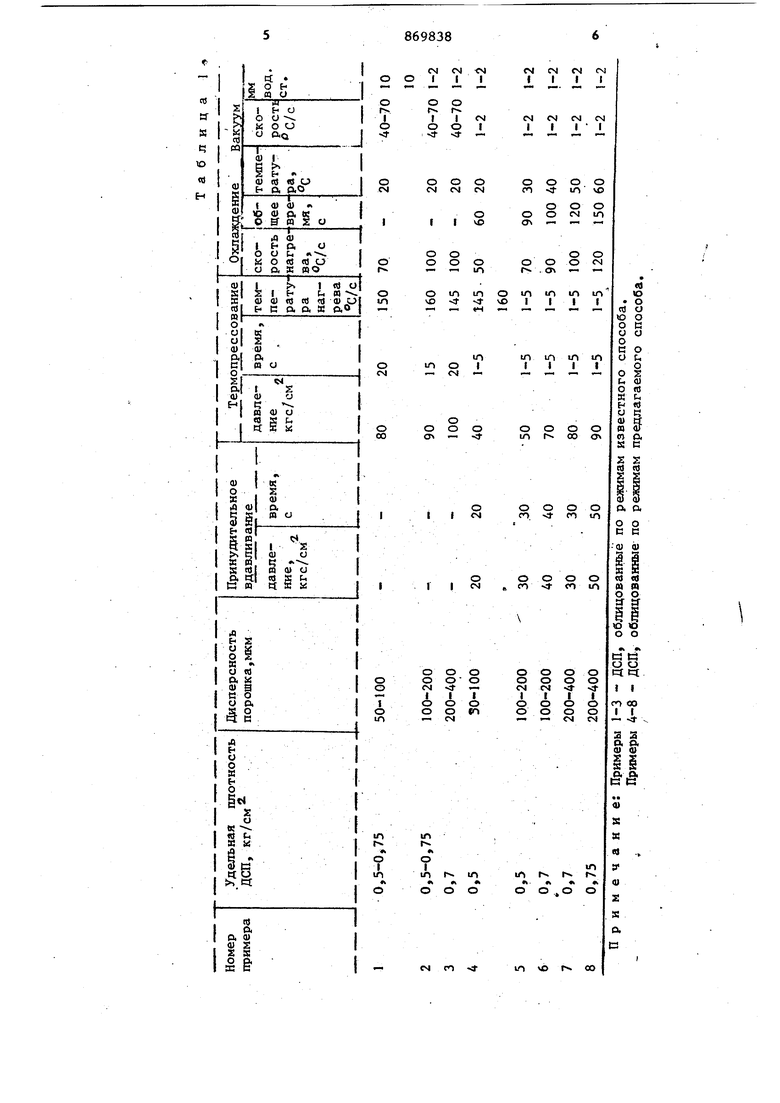
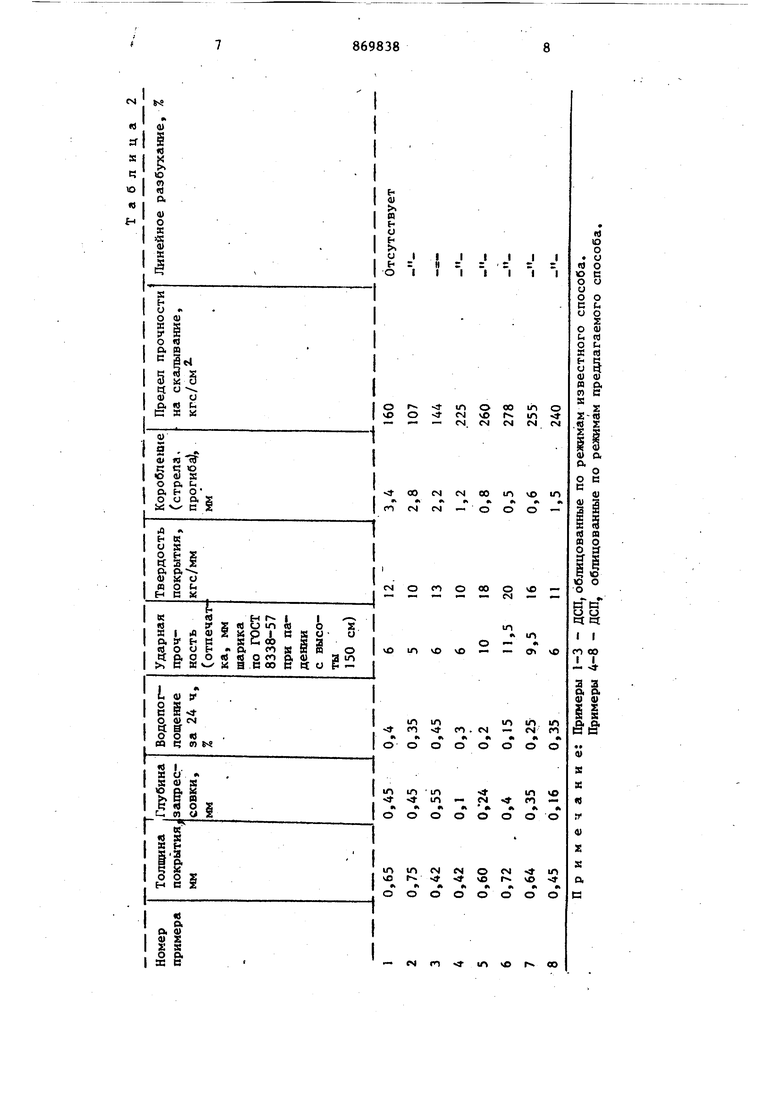
Изобретение относится к области реработки пластмасс и может быть использовано в деревообрабатывающей промьшшенности при облицовке ДСП пресс порошками для получения защитной отделки и декоративного эффекта Известен способ отделки древесностружечных плит порошкообразными полимерами путем напрессовки порошко образного полимера на поверхность плит в процессе формирования стружечного ковра, включающий холодную напрессовку под давлением 5-10 кгс/с предварительно сформированного на стружечном ковре слоя пресс-порошка и дальнейшее горячее прессование совместно со стружечным ковром рЗИзвестен также способ облицовки древесно-струж1ечных плит пресс-порошками, включающий нанесение слоя из полимерного пресс-порошка на поверхность древесно-стружечной плиты, его подпрессовку и термопрессование с удельным давлением 50-80 кгс/см И одновременным вакуумированием противоположной стороны плиты f2. Недостатком известных способов является коробление и низкие эксплуатадионные свойства плит, Цель изобретения - снижение степени коробления плиты и повышение эксплуатационных свойств древесностружечных плит. Достигается зто тем, что подпрессовку нанесенного слоя из полимерного пресс-порошка на поверхность древесно-стружечной плиты производят в течение 30-40 ее удельным давлением 30-40 кгс/см , а термопрессование осуществляют высокоскоростным нагревом 70-100 С/с нанесенного слоя из пресс-порошка и прилегающей поверхности древесно-стружечной плиты до температуры расплава пресс-порошка с последукщей вьщержкой под давлением и охлаждением до 30-50 С. Предварительная подпрессовка нанесенного слоя из полимерного пресс-порошка на поверхность древес но-стружечной плиты создает в граничном слое растягивающие напряжения, максимальные значения которых стигаются при последующих термопрес совании и вакуумирова1ши противоположной стороны. Это создает условия для снижения коробления плит в процессе отделки. . Сформированные, изделия по такому способу облицовки древесно-стружечных плит пресс-порошками отвечают следующим техническим требованиям: Ударная прочность поверхности (по диаметру отпечатка при высоте падения шарика 150 см), Предел прочности при ска245-260лыванИи, кгс/см Твердость покрытия, кгс/мм Влагопоглощение слоя из пресс-порошка (за 2k ч),% 0,2-0,3 0,6-1,1 Толщина покрытия,мм Коробление (прогиб), Не боле 1 мм Предлагаемый способ осуществляет следующим образом. На древесностружечную плиту, пл ностью 0,5-0,75 кг/см наносят слой пресс-порошка любым способом, напр мер аминопласта с размерами частиц 50-400 мкм. 4 Подпрессовка слоя пресс-порошка производится пуансоном, причем вдавливание частиц пресс-порошка в открытые поры древесностружечной плиты производится с удельным давлением 30-40 кгс/см в течение 30-40 с. В граничном слое возникают растягивающие напряжения, а режимы способа облицовки древесно-стружечных плит (ДСП) пресс-порошками и результаты испытаний приведены в табл.1 и 2 (покрытие из аминопласта кл. А, ГОСТ 9359-73, типоразмер ДСП ПТП-3 19 мм). Уплотненный слой пресс-порошка и граничный слой плиты нагревают пуансоном до температуры расплава пресспорошка 145-160°С с одновременным i увеличением давления до 50-80 кгс/см и вакуумированием обратной стороны плиты. Нагрев водоохлаждаемого пуансона осуществляют индуктором расположенным под древесностружечной плитой со скоростью нагрева 70-100°С/с. Вакуумирование осуществляют при режиме 10 мм вод,ст. в течение 1,,0 мин. После одновременного отключения индуктора и вакуума производилось охлаждение пуансона проточной водой и сформированного слоя из пресс-порошка и граничного слоя плиты под давлением 50-80 кгс/см .и охлаждение до температуры 30-50 С, а затем после снятия давления и извлечения плиты из пресса охлаждение, до комнатной температуры (20°С). 98 Формула изобретения ,, .. ..Способ облицовки древесно-стружечных плит пресс-порошками, вклю чающий нанесение слоя из полимерного пресс-порошка на поверхность древесно-стружечной плиты, его подпрессовку и термопрессование с удельным давлением 50-80 кгс/см- и одновременным вакуумированием противоположной стороны штаты, отличающийс я тем, что, с целью снижения степени коробления плиты и повьш1ения эксплуатационных свойств древесно- стружечных плит, подпрессов ку нанесенного слоя из полимерного пресспорошка на поверхность плиты произво810дят в течение 30-40 с с удельным, давлением 30-40 кгс/см, а термо /прессование осуществляют высокоско „. . ростным нагревом 70-100 С/с нанесен пресс-порошка и приле поверхностиплиты до температуры расплава пресс-порошка с последующей выдержкой под давлением охлаждением до ЗО-ЗО с. . Источники информации, принятые во внимание при экспертизе , . 1. Авторское свидетельство СССР № 319496, кл. В 29 J 5/00, 1972. 2. Авторское свидетельство СССР № 488729, кл. В 29 J 5/00, 1973.
