I1 Изобретение относится к технике измерений и может быть использовано для измерений толщины футеровки металлургических агрегатов в ЛИТРЙНОМ производстве и металлургии. Цель изобретения - повьппение точности измерений. На чертеже представлено предлагае мое устройство, общий вид. Стержень 1 из прозрачного материала установлен в футеровке перпендикулярно стедке тигля 2, рабочим горцом в контакт с расплавом 3. Устройство включает также лазер 4 и измеритель 5 времени хода импульсов„ Стержень выполнен из материала, стой кость к взаимодействию продуктов плавки которого такая же, как и у футеровки агрегата. Диаметр или больший поперечный размер луча лазера не превышает диаметр стержня d. Лазер установлен относительно стержня так, что его импульсы направлены по оси стержня перпендикулярно его рабочему торцу. Устройство работает следующим образом. Стержень 1 изнашивается одновременно с футеровкой, так как его материал имеет равную с ней стойкость к воздействию продуктов плавки. Поэтому при исходной длине стержня, равной для измефения толщины футеровки, необходимо измерить указанную длину. После установки стержня устройство предварительно калибрует.ся на исходную длину стержня и расстояние от лазера до внешнего торца стержня. При работе устройства лазе 4 генерирует импульсы оптического излучения, которые через стержень вдоль 4 его оси направляются перпендикулярно рабочему торцу и отражаются от него обратно. Измеритель 5 времени хода измеряет интервал времени от момента излучения лазером импульса до его возвращения после отражения от рабочего торца. По времени хода градуируется устройство. Диаметр или больший поперечный размер луча лазера не превьш1ает точность измерений, так как импульс без потерь проходит через стержень (за исключением незначительных потерь на отражение от внешнего торца) и, отражаясь от рабочего торца, возвращается обратно. Если же поперечный размер луча лазера превьш1ает диаметр стержня, то часть излучения, определяемая указанным превьш1ением, отражается от внешней поверхности -стенки тигля 2. Вследствие этого снижается помехоустойчивость, а следовательно, и точность измерений. Лазер устройства размещен относительно стержня так, чтобы его импульсы были направлены по оси стержня перпендикулярно его рабочему торцу. При таком взаимном расположении стержня и лазера отраженный импульс имеет i максимальную мопщость, а путь импульса в стержне равен его .длине. Это позволяет повысить точность измерений толщины футеровки. Погрешность измерений толщины футеровки не превьш1ает 1 мм, т.е. погрешности измерения расстояния от лазера до рабочего торца. Стержень устройства может быть выполнен из синтетического корунда или кварцевого стекла.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для измерения толщины футеровки | 1989 |
|
SU1656318A1 |
| Устройство контроля отставания корочки отливки в кристаллизаторе | 1983 |
|
SU1082553A1 |
| СТРУЙНЫЙ СПОСОБ КОНТРОЛЯ ЛИНЕЙНЫХ РАЗМЕРОВ ИЗДЕЛИЙ | 2015 |
|
RU2612349C1 |
| Измеритель оптического затухания световода | 1989 |
|
SU1737387A1 |
| Устройство для измерения температуры расплавов | 1977 |
|
SU947653A1 |
| УСТРОЙСТВО ДЛЯ ИЗМЕРЕНИЯ КОНЦЕНТРАЦИИ ЧАСТИЦ САЖИ В ДИЗЕЛЬНОМ МОТОРНОМ МАСЛЕ | 2005 |
|
RU2291308C1 |
| Устройство для измерения температуры расплава в печи | 1990 |
|
SU1733970A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СТАЛЬНОЙ ТРУБЫ ЛАЗЕРНОЙ СВАРКОЙ | 2009 |
|
RU2456107C1 |
| УСТРОЙСТВО ДЛЯ КОНТРОЛЯ ТОЛЩИНЫ ГАРНИСАЖА В ПЛАВИЛЬНОМ ТИГЛЕ | 1997 |
|
RU2115750C1 |
| Способ активного контроля размеров изделия в процессе его шлифования | 2016 |
|
RU2648901C2 |
УСТРОЙСТВО ДЛЯ ИЗМЕРЕНИЯ ТОЛЩИНЫ ФУТЕРОВКИ, содержащее лазер и измеритель времени хода импульсов, отличающееся тем, что, с целью повьшения точности измерения, оно снабжено стержнем из прозрачного для излучения лазера материала с одинаковой степенью стойкости к размыванию жидким металлом с огнеупором футеровки, установленным в футеровке перпендикулярно стенке тигля, причем диаметр стержня больше или равен диаметру выходной диафрагмы лазера. j .л / / / 1 (Х 00 00 4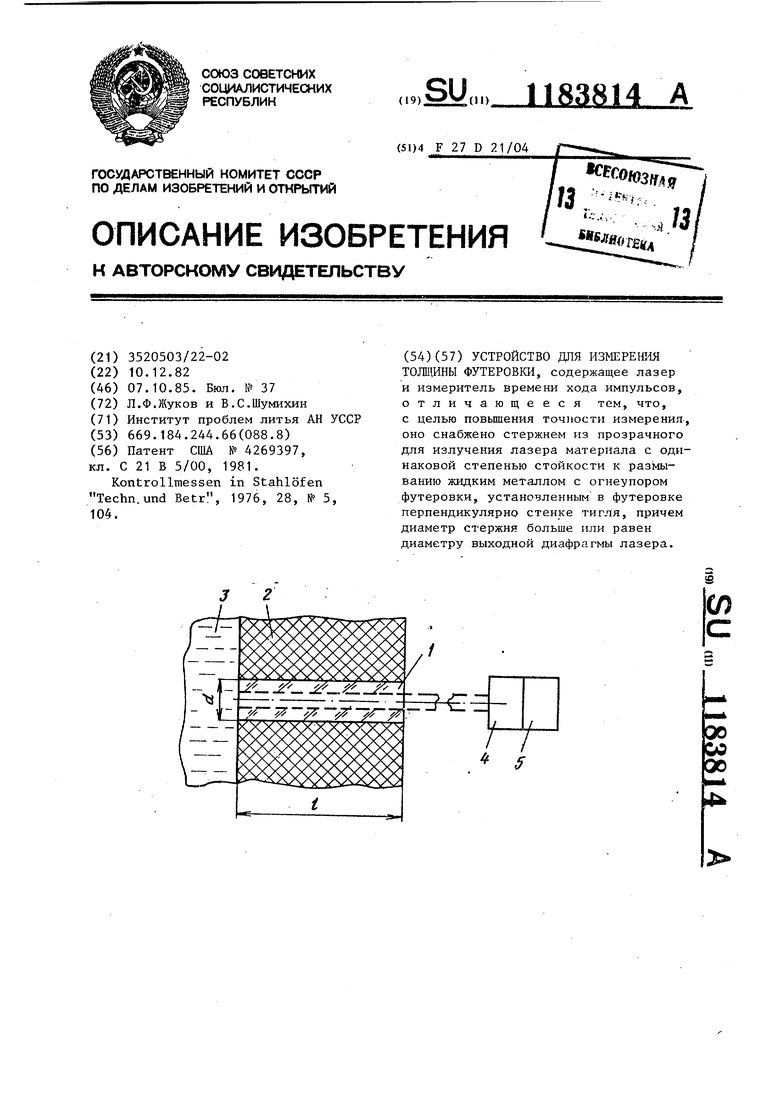
| Патент США № 4269397, кл | |||
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
| Kontrollmessen in Stahlofen Techn.und Betr, 1976, 28, № 5, 104. | |||
