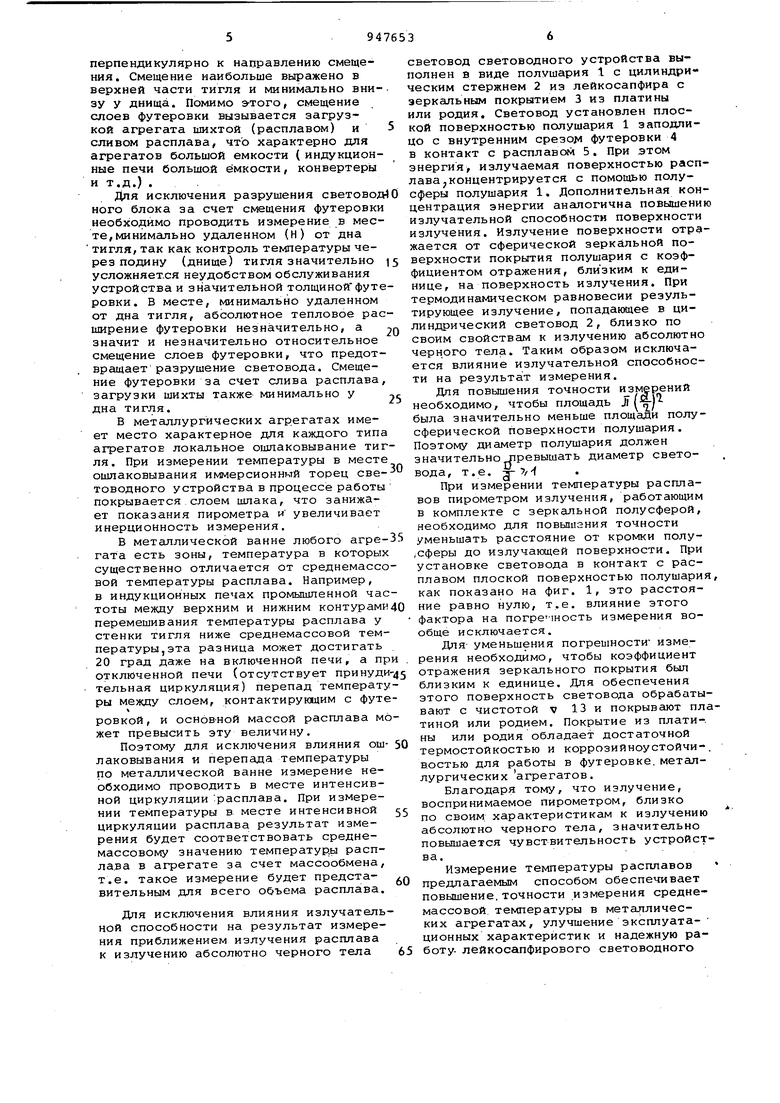
устройстве и представительности изме рения температуры. Поставленная цель достигается тем что световод выполнен в виде полушария с цилиндрическим стержнем, повер ности которого за исключением плоско поверхности полушария, контактирующе с расплавом, и противоположной плоской поверхности торца стержня, покры ты зеркальным слоем, например из пла тины или родия, и установлен в зоне интенсивной циркуляции расплава на глубине не менее тол-даны футеровки в точке, минимально удаленной от дна ти гля. Кпоме того, отношение диаметра ци линдрической части-световода к диаме ру полушария значительно меньше, единицы. На чертеже схематически изображено предлагаемое устройство. Световод включает в себя полушарие 1 с цилиндрическим стержнем 2, выполненные из светопроводящего, термостойкого, коррозийноустойчивого материала и покрытые зеркальным слоем 3. Световод установлен стационарно в футеровке 4 металлургического агрегата плоской поверхностью полушария заподлицо с внутренней поверхностью тигля в контакте с распла вом 5. Для световодов, работающих в контакте с расплавом, наиболее подходящими материалом является одна из разновидностей синтетического корунда - лейкосапфир. Наряду с достоинст вом лейкосапфир имеет существенный недостаток - низкую термостойкость. Поэтому, если пРИ сливах расплава бу дет обнажаться иммерсионный торец световода, установленного в футеровке агрегата, то полученный тепловой удар может разрушить торец световода Кроме того, световод может разрушиться в той части, которая размещё на в толще футеровки и контактирует с ней, если градиент температуры по толщине-футеровки в зоне установки световода существенно изменится. Это связано с тем, что теплофизические свойства широко используемых футеровок металлургическихагрегатов отливаются от свойств лейкосапфира. Особенно это усугубляется в случае кислых футеррвок, которые применяются наиболее широко по сравнению с основ ными и нейтральными футероэками, так как обладают невысокой стоимость и достаточнойстойкостью. При нагревании (охлаждении) такой футеровки помимо медленных объемных изменений происходят резкие изменения объема, вызванные аллотропическими превращениями кварца в определенных температурных точках. Особенно это характер но для футеровок небольшой толщины с наружным охлаждением, например футероок индукционных тигельных печей. При разрушении иммерсионного тора значительно поввплается погрешность змерения температуры, а разрушение ветовода в толще футеровки вообще елает его невозможным. Для исключения этого световод небходимо, размещать на глубине П не енее толщины футеровки в зоне устаовки световодного устройства, т.е. де S - толщина футеровки тигля в зоне установки световодного устройства; D - диаметр полушария световодного устройства. В случае интенсивного перемешивания асплава в тигле (интукционные печи ромьпаленной частоты измерение неободимо проводить на глубине . 1 -100% где . - высота мениска перемешивания;- коэффициент перемешивания, %; L - заполнение тигля,ед.длины. При измерении температуры на глубине не менее толщины футеровки обеспечивается неизменное распределение температуры по толщине футеровки в. зоне установки световода, что предотвращает разрушение световода в толще футеровки. При большей глубине положение улучшается, так как температурный градиент вдоль световодного устройства будет изменяться несущественно, только за счет изменения температуры расплава в процессе работы агрегата. Поскольку футеровка металлургического агрегата служит разделительным барьером между расплавленным металлом и атмосферой, то по толщине футег ровки в рабочем режиме устанавливается большой градиент температуры. Это обусловливает различный нагрев, а следовательно, и разное тепловое расширение слоев футеровки. Слой, граничащий с расплавом, нагревается больше и расширяется значительнее, чем наружный слой. В силу различного теплового расширения происходит смещение слоев футеровки, величина которого зависит от температуры расплава, толщины футеровки, ее теплофизических свойств и режима охлаждения тигля снаружи. Изменение температуры расплава приводит к знакопеременному смещению слоев футеровки и разрушению световодного устройства, расположенного перпендикулярно к направлению смещения. Смещение наибольше выражено в верхней части тигля и минимально аниЗУ у днища. Помимо э-того, смещение слоев футеровки вызывается загрузкой агрегата шихтой (расплавом) и сливом расплава, что характерно для агрегатов большой емкости ( индукционные печи большой ёмкости, конвертеры и т.д.) . Для исключения разрушения световод ного блока за счет смещения футеровки необходимо проводить измерение в месте, минимально удаленном (Н) от дна тигля, так как контроль температуры через подину (днище) тигля значительно усложняется неудобством обслуживания устройства и значительной толщинойфуте ровки, В месте, минимально удаленном от дна тигля, абсолютное тепловое рас ширение футеровки незначительно, а значит и незначительно относительное смещение слоев футеровки, что предотвращает разрушение световода. Смещение футеровки за счет слива расплава загрузки шихты также минимально у дна тигля. В металлургических агрегатах имеет место характерное для каждого типа агрегатов локальное ошлаковывание тиг ля. При измерении температуры в месте ошлаковывания иммерсионный торец световодного устройства в процессе работы покрывается слоем шлака, что занижает показания пирометра и увеличивает инерционность измерения. В металлической ванне любого агрегата есть зоны, температура в которых существенно отличается от среднемассо вой температуры расплава. Например, в индукционных печах промышленной час тоты между верхним и нижним контурами перемешивания температуры расплава у стенки тигля ниже среднемассовой температуры,эта разница может достигать 20 град даже на включенной печи, а пр отключенной печи (отсутствует принуди тельная циркуляция) перепад температу ры между слоем, контактирующим с футе % ровкой, и основ-ной массой расплава мо жет превысить эту величину. Поэтому для исключения влияния ош лаковывания и перепада температуры по металлической ванне измерение необходимо проводить в месте интенсивной циркуляции расплава. При измерении температуры в месте интенсивной циркуляции расплава результат измерения будет соответствовать среднемассовому значению температуры распла.ва в агрегате за счет массообмена, т.е. такое измерение будет представительным для всего объема расплава. Для исключения влияния излучательной способности на результат измерения приближением излучения расплава к излучению абсолютно черного тела световод световодного устройства выполнен в виде полушария 1 с цилиндрическим стержнем 2 из лейкосапфира с зеркальным покрытием 3 из платины или родия. Световод установлен плоской поверхностью полушария 1 заподлицо с внутренним cpeзo l футеровки 4 в контакт с расплавом 5. При этом энергия, излучаемая поверхностью расплава концентрируется с помощью полусферы полушария 1. Дополнительная концентрация энергии аналогична повышению излучательной способности поверхности излучения. Излучение поверхности отражается от сферической зеркальной поверхности покрытия полушария с коэффициентом отражения, близким к единице, на поверхность излучения. При термодинамическом равновесии результирующее излучение, попадающее в цилиндрический световод 2, близко по своим свойствам к излучению абсолютно черн.ого тела. Таким образом исключается влияние излучательной способности на результат измерения. Для повышения точности измерений необходимо, чтобы площадь J () была значительно меньше площади полусферической поверхности полушария. Поэтому диаметр полушария должен значительнолтревышать диаметр световода, т.е. 7/-( При измерении температуры расплавов пирометром излучения, работающим в комплекте с зеркальной полусферой, необходимо для повышзния точности уменьшать расстояние от кромки полу,сферы до излучающей поверхности. При установке световода в контакт с расплавом плоской поверхностью полушария, как показано на фиг. 1, это расстояние равно нулю, т.е. влияние этого фактора на погре-шость измерения вообще исключается. Для уменьшения погрешности измерения необходимо, чтобы коэффициент отражения зеркального покрытия бьлп близким к единице. Для обеспечения этого поверхность световода обрабатывают с чистотой V 13 и покрываиот платиной или родием. Покрытие из плати-, ны или родия обладает достаточной термостойкостью и коррозийноустойчи-. востью для работы в футеровке, металлургических агрегатов. Благодаря тому, что излучение, воспринимаемое пирометром, близко по своим характеристикам к излучению абсолютно черного тела, значительно повышается чувствительность устройства. Измерение температуры расплавов предлагаемым способом обеспечивает повышение.точности измерения среднемассовой температуры в металлических агрегатах, улучшение эксплуата- ционных характеристик и надежную работу- лейкосапфирового световодного
| название | год | авторы | номер документа |
|---|---|---|---|
| Защитная засыпка | 1978 |
|
SU738438A1 |
| Устройство для измерения температуры расплавов | 1982 |
|
SU1126064A1 |
| Устройство для измерения температуры | 1982 |
|
SU1124683A1 |
| УСТРОЙСТВО ДЛЯ ИЗМЕРЕНИЯ ТЕМПЕРАТУРЫ РАСПЛАВА В ТИГЛЕ И СПОСОБ ИЗМЕРЕНИЯ ТЕМПЕРАТУРЫ РАСПЛАВА В ТИГЛЕ | 1992 |
|
RU2029259C1 |
| Устройство контроля отставания корочки отливки в кристаллизаторе | 1983 |
|
SU1082553A1 |
| Устройство для измерения температуры расплава в печи | 1990 |
|
SU1733970A1 |
| СПОСОБ ИЗМЕРЕНИЯ ТЕМПЕРАТУРЫ РАСПЛАВА И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1998 |
|
RU2150091C1 |
| СПОСОБ ДИСТАНЦИОННОГО ИЗМЕРЕНИЯ ТЕМПЕРАТУРЫ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2008 |
|
RU2382340C1 |
| Устройство для измерения температуры в металлургической печи | 1975 |
|
SU662917A1 |
| Устройство для измерения температуры металла в печи | 1989 |
|
SU1702194A1 |
