00
С35 О
to
Изобретение относится к литейному производству и может быть использовано при подготовке керамических литейных форм перед заливкой металлом в производстве отливок по выплавляемым моделям.
Цель изобретения - улучшение качества отливок путем обеспечения плотности упаковки частиц наполнителя перед заливкой металлом.
Способ реализуется следующи.м образом.
Керамические оболочковые формы, изготовленные по известной технологии, предварительно прокаливают при 900°С в течение 1 ч, охлаждают до комнатной температуры, засыпают в опоках опорным наполнителем (кварцевым неском марки 1К 0315А), нагретым до 650°С, уплотняют его и выдерживают после уплотнения 30 мин, затем наполнитель дополнительно уплотняют вибрацией и формы заливают металлом. Время дополнительного уплотнения вибрацией зависит от технологии изготовления формы, ее
металлоемкости и сло,жности конструкции и может колебаться в широких пределах.
Повторное перед заливкой металлом дополнительное виброуплотнение наполнителя устраняет нарушение упаковки частиц песка, вызванное уменьшением размеров частиц песка и увеличением объема опок из-за расширения металла при нагревании. Форма плотно удерживается опорным наполнителем и, если происходит образование трещин, жидкий .металл не выходит за пределы полости форм1 1, следовательно, исключаются условия для появления на отливках засоров, гребешков и т.п. дефектов.
При проведении сравнительных испытаний предлагаемого способа подготовки керамических литейных форм перед заливкой металлом и известного способа (прототипа) готовят партии отливок «пальцев режуш.его аппарата кормоуборочного комбайна КСК- 100.
Технологические параметры способов представлены в табл. 1, результаты испытаний - в табл. 2.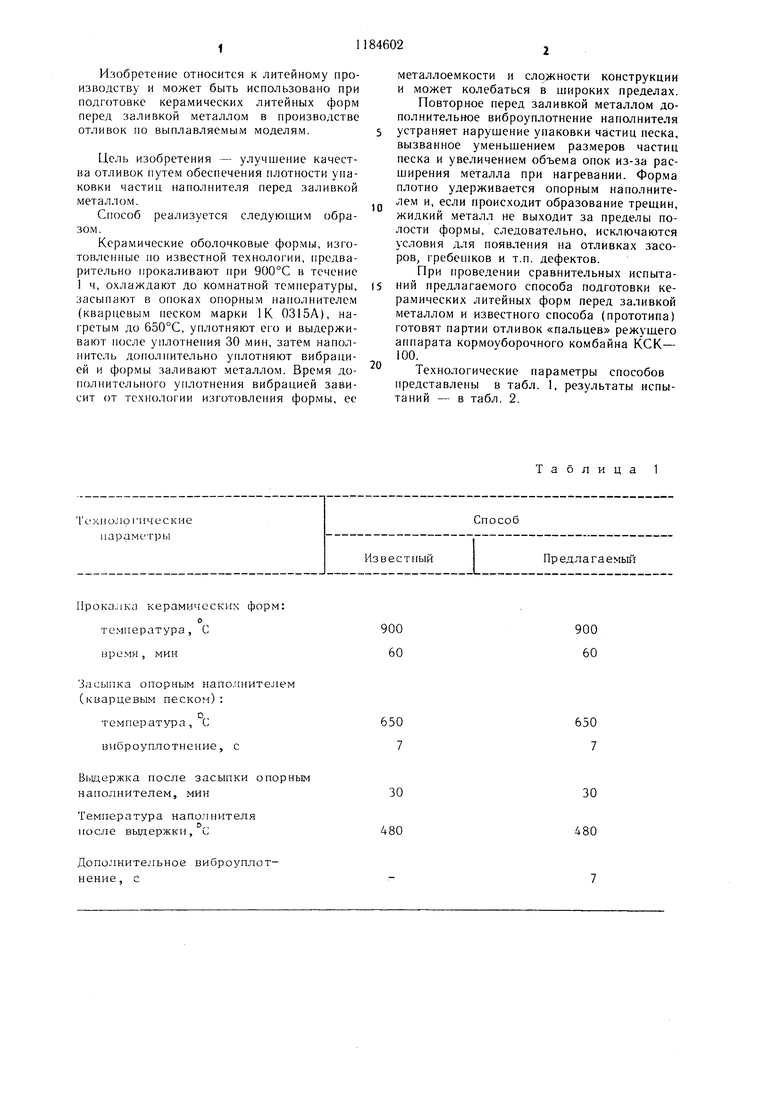
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ прокалки керамических форм,получаемых по выплавляемым моделям | 1978 |
|
SU927411A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ОТЛИВОК ИЗ ЧЕРНЫХ И ЦВЕТНЫХ МЕТАЛЛОВ | 1992 |
|
RU2048955C1 |
| Способ изготовления керамической оболочки для литья по выплавляемым моделям | 2018 |
|
RU2685827C1 |
| СМЕСЬ НАЛИВНАЯ САМОТВЕРДЕЮЩАЯ ДЛЯ ИЗГОТОВЛЕНИЯ ФОРМ И СТЕРЖНЕЙ ПРИ ПРОИЗВОДСТВЕ ОТЛИВОК ПО ВЫПЛАВЛЯЕМЫМ МОДЕЛЯМ | 2004 |
|
RU2252103C1 |
| СПОСОБ ЛИТЬЯ ПО ВЫПЛАВЛЯЕМЫМ МОДЕЛЯМ С КРИСТАЛЛИЗАЦИЕЙ ПОД ДАВЛЕНИЕМ | 1989 |
|
RU2048954C1 |
| Способ изготовления стальной отливки рабочего колеса центробежного насоса | 2019 |
|
RU2733963C2 |
| СМЕСЬ НАЛИВНАЯ С ПОВЫШЕННОЙ ТЕРМОХИМИЧЕСКОЙ УСТОЙЧИВОСТЬЮ ДЛЯ ИЗГОТОВЛЕНИЯ ОБЪЕМНЫХ ФОРМ ПРИ ПРОИЗВОДСТВЕ ОТЛИВОК ПО ВЫПЛАВЛЯЕМЫМ МОДЕЛЯМ | 2010 |
|
RU2427441C1 |
| Способ изготовления форм | 1979 |
|
SU850267A1 |
| Способ изготовления многослойных оболочковых литейных форм по выплавляемым моделям | 2020 |
|
RU2746664C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ МНОГОСЛОЙНЫХ ОБОЛОЧКОВЫХ ЛИТЕЙНЫХ ФОРМ ПО ВЫПЛАВЛЯЕМЫМ МОДЕЛЯМ | 2013 |
|
RU2532753C1 |
СПОСОБ ПОДГОТОВКИ КЕРАМИЧЕСКИХ ЛИТЕЙНЫХ ФОРМ ПЕРЕД ЗАЛИВКОЙ МЕТАЛЛОМ, включающий прокалку керамических литейных форм, охлаждение их до комнатной температуры, заформовывание горячим наполнителем с виброуплотнением, выдержку заформованных керамических форм в наполнителе перед заливкой металлом в течение 15-60 мин, отличающийся тем, что, с целью улучшения качества отливок за счет обеспечения плотности упаковки частиц наполнителя перед заливкой металлом, после выдержки заформованных в наполнителе литейных форм осуидествляют повторное перед заливкой металлом дополнительное виброуплотнение наполнителя.
Прокалка керамических форм:
о температура, С
время, мин
Засыпка опорным напо.анителем (кварцевым песком):
температура, С вv бpoyплoтнeниe, с
Выдержка после засыпки опорным наполнителем, мин
Температура наполнителя
D.иосле выдержки, ь
Дополнительное виброуплотнение, с
Таблица 1
900 60
900 60
650 7
650 7
30
30
80 480
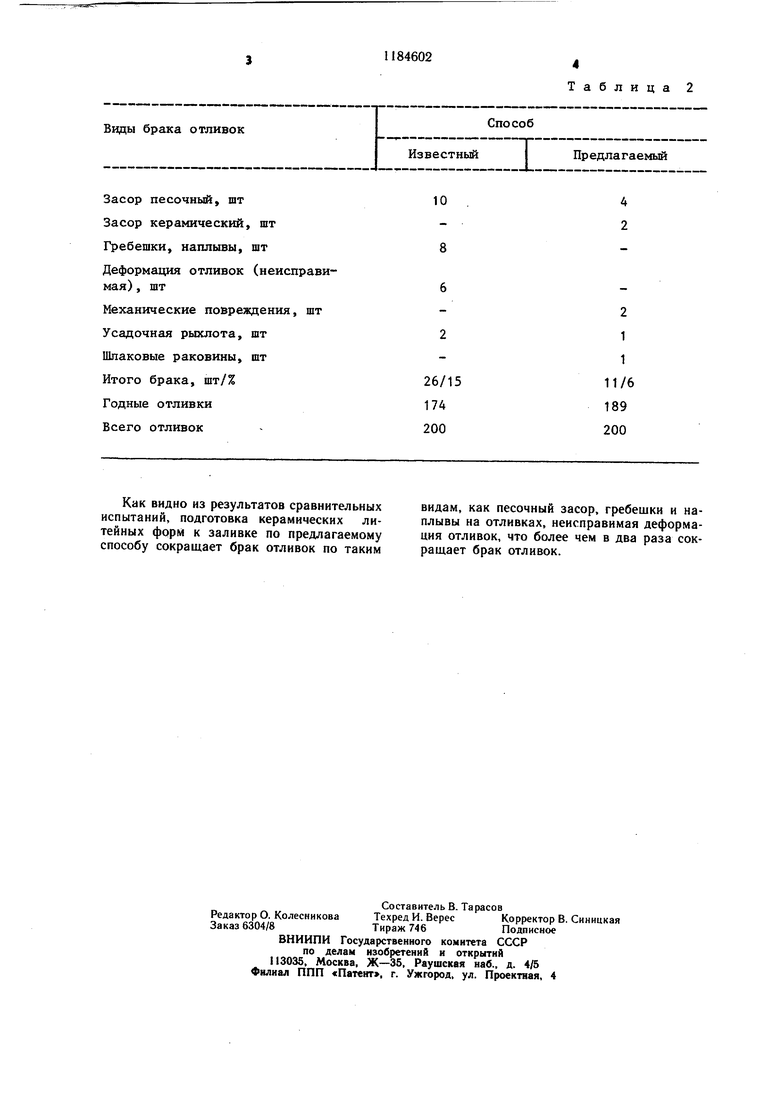
Засор песочный, шт
Засор керамический, шт
Гребешки, наплывы, шт
Деформация отливок (неиспмая) , шт
Механические повреждения, Усадочная рыхлота, шт Шлаковые раковины, шт Итого брака, шт/% Годные отливки Всего отливок
Как видно из результатов сравнительных испытаний, подготовка керамических лнтейных форм к заливке по предлагаемому способу сокращает брак отливок по таким
Таблица 2
4 2
10
2
1
1
11/6 189 200
видам, как песочный засор, гребешки и наплывы на отливках, неисправимая деформация отливок, что более чем в два раза сокращает брак отливок.
| Литье по выплавляемым моделям | |||
| Под ред | |||
| Шкленника Я | |||
| И | |||
| и др | |||
| М., Машиностроение, 1971, с | |||
| Питательный кран для вагонных резервуаров воздушных тормозов | 1921 |
|
SU189A1 |
| Способ подготовки керамических литейных форм перед заливкой металлом | 1974 |
|
SU502698A1 |
| Машина для добывания торфа и т.п. | 1922 |
|
SU22A1 |
