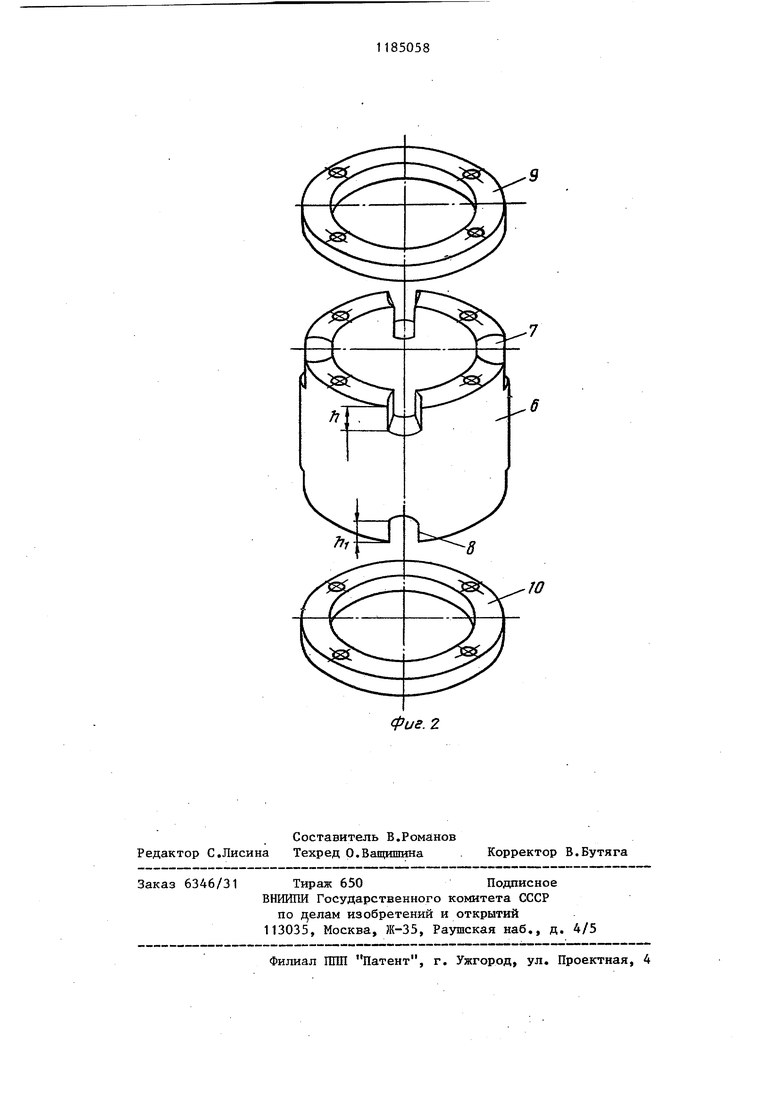
ИзобретЬние относится к средств дли центрирования деталей по отверстию, главным образом в средствах измерения и контроля. Цель изобретения - повышение точности центрирования. На фиг. 1 схематически изображена оправка, разрез по оси; на фиг. 2 - сепаратор, аксонометрия. Оправка для центрирования деталей по отверстиям содержит коничес кий разжимной элемент 1, который может быть снабжен опорным фланцем шаровые центрирующие элементы 3 верхнего пояса, шаровые центрирующие элементы 4 нижнего пояса и сепаратор 5, разделяющий шаровые центрирующие элементы. Расстояние между поясами центрирования равноН угол конуса при вершине оправки oi Диаметры шаровых центрирующих элементов 3 верхнего пояса равны О и связаны с диаметрами шаровых цен рирующих элементов 4 нижнего пояса соотношением равными 2 Hig-{o4/4) . Сепаратор (фиг. 2) состоит из гильзы 6, на торцах которой вьтолн ны цилиндрические гнезда 7 и 8 та что ось цилиндрического гнезда параллельна оси гильзы. Глубина h цилиндрических гнезд 7 верхнего пояса равна диаметру 1 шаровых центрирующих элементов 3, а глубин h , цилиндрических гнезд 8 нижнего пояса равна диаметру J шаровых центрирующих элементов 4. Диаметры гнезд 7 равны D + е , а диаметры гнезд 8 равны (} + е , где е - вели на гарантированного зазорна между цилиндрической поверхностью гнезд и шаровым центрирующим элементом. К торцовым поверхностям гильзы прикреплены крьш1ки 9 и 10, препятствующие выпадению шаровых центрирующих элементов из гнезд. Оправка может быть дополнительно снабжена комплектом тел 11 качения, заключенных в дисковый сепаратор 12 (фиг. 1), и зажимным фланцем 13 с крепежным болтом 14. Оправка для центрирования деталей по отверстиям работает следующим образом. Контролируемую деталь с большим .зазором надевают на конический разжимной элемент 1, при этом она ложится на ограничительный фланец 2 непосредственно, либо через промежуточные тела 11 качения. Затем в зазор между отверстием центрируемой детали и коническим раз:«имным элементом вставляют сепаратор 5 с комплектами шаровых центрирующих элементов 3 и 4. Под действием собственного веса сепаратор проникает в зазор и, взаимодействуя шаровыми центрирующими элементами с конической поверхностью конического разжимного элемента, вьтолняет центрирование детали. После такого центрирования деталь может вращаться вокруг оси конического разжимного элемента, щаровые центрирующие элементы в этом случае работают как тела качения. Если требуется обеспечить неподвижность детали относительно оправки, то сепаратор дополнительно затягивают в зазор с помощью зажимного фланца 13 и крепежного болта 14.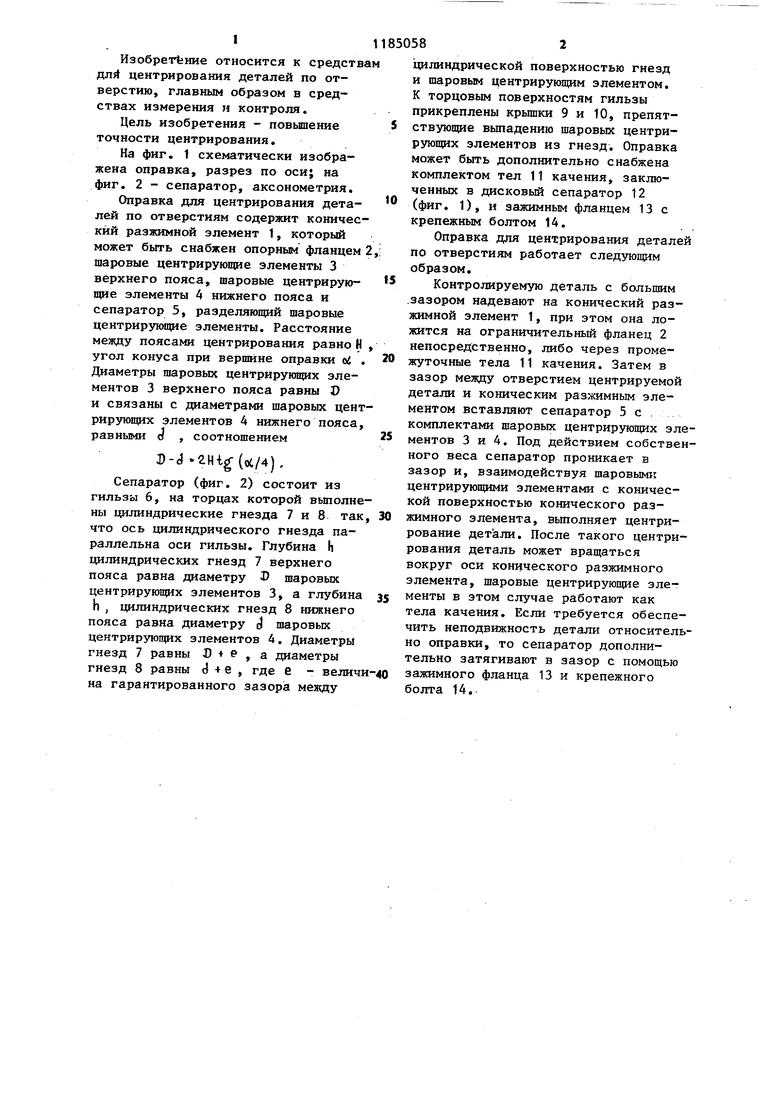
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для центрирования деталей по наружным поверхностям | 1990 |
|
SU1805276A1 |
| Способ сборки узла врезки и центратор | 2019 |
|
RU2725944C1 |
| УСТРОЙСТВО ДЛЯ РАЗЪЕМНОГО СОЕДИНЕНИЯ ДВУХ ДЕТАЛЕЙ | 2006 |
|
RU2414334C2 |
| Центрирующая оправка | 1977 |
|
SU836511A1 |
| Разжимная шариковая оправка | 1982 |
|
SU1118849A1 |
| Разжимная оправка | 1991 |
|
SU1825973A1 |
| УСТРОЙСТВО ДЛЯ ИСПЫТАНИЙ НА КОНТАКТНУЮ ВЫНОСЛИВОСТЬ | 2011 |
|
RU2485478C1 |
| Устройство для сборки деталей типа вал-втулка | 1986 |
|
SU1388258A1 |
| Способ установки детали и устройство для его осуществления (варианты) | 2015 |
|
RU2639589C2 |
| Разжимная оправка | 1981 |
|
SU986630A1 |
ОПРАВКА ДЛЯ ЦЕНТРИРОВАНИЯ ДЕТАЛЕЙ ПО ОТВЕРСТИЯМ, содержащая конический разжимной.элемент, два пояса шаровых центрирующих элементов и сепаратор, отличающаяся тем, что, с целью повышения точности, конический разжимной элемент выполнен неподвижным в осевом направлении, сепаратор - осеподвижным, а диаметры шаровых центрирующих элементов связаны соотношением ), где О и 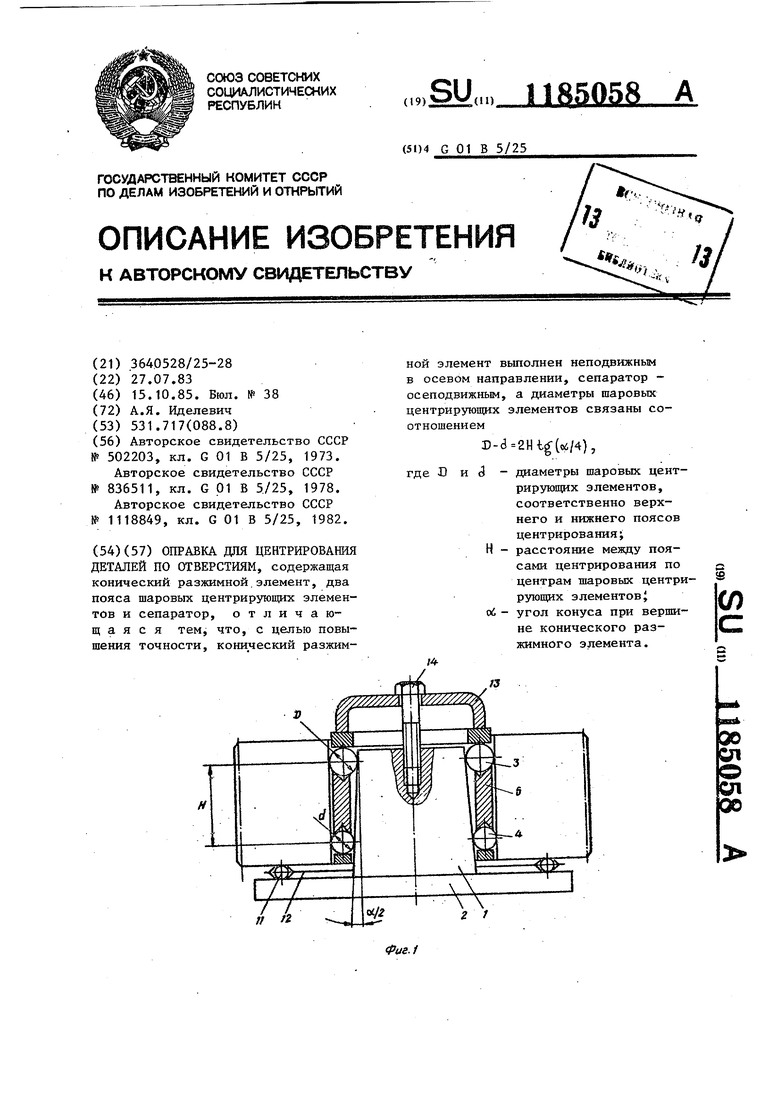
| Разжимная оправка | 1971 |
|
SU502203A1 |
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Центрирующая оправка | 1977 |
|
SU836511A1 |
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Разжимная шариковая оправка | 1982 |
|
SU1118849A1 |
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
