Изобретение относится к области металлообработки и может быть использ.овано при закреплении тонкостенных втулок,.
Известна разжимная оправка, содержащая полый цилиндрический корпус с фланцами, между которыми установлены зажимные элементы, выполненные в виде плоских упругих пластин с планками и вращающийся барабан с радиальньми пазам, соединенный с механизмом привода СШ;
При таком исполнении низка точность центрирования.
Целью изобретения является повышение точности центрирования.
Поставленная цель достигается тем, что оправка снабжена штифтами, установленными на обращенных друг к другу торцовых поверхностях фланцев и предназначенными для взаимодействия s: зажимными элементами, концы которых закреплены в радиальных пазах барабана, при этом штифты расположены относительно зажимных элементов со стороны, совпадающей с направлением вращения барабана.
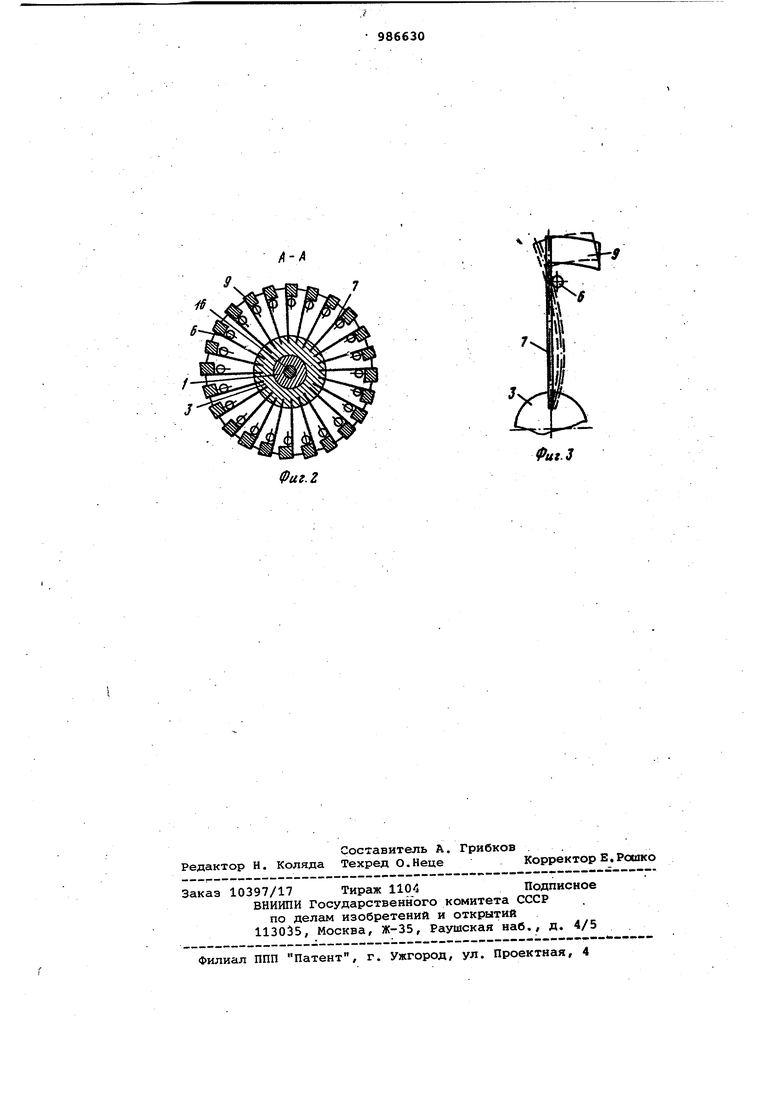
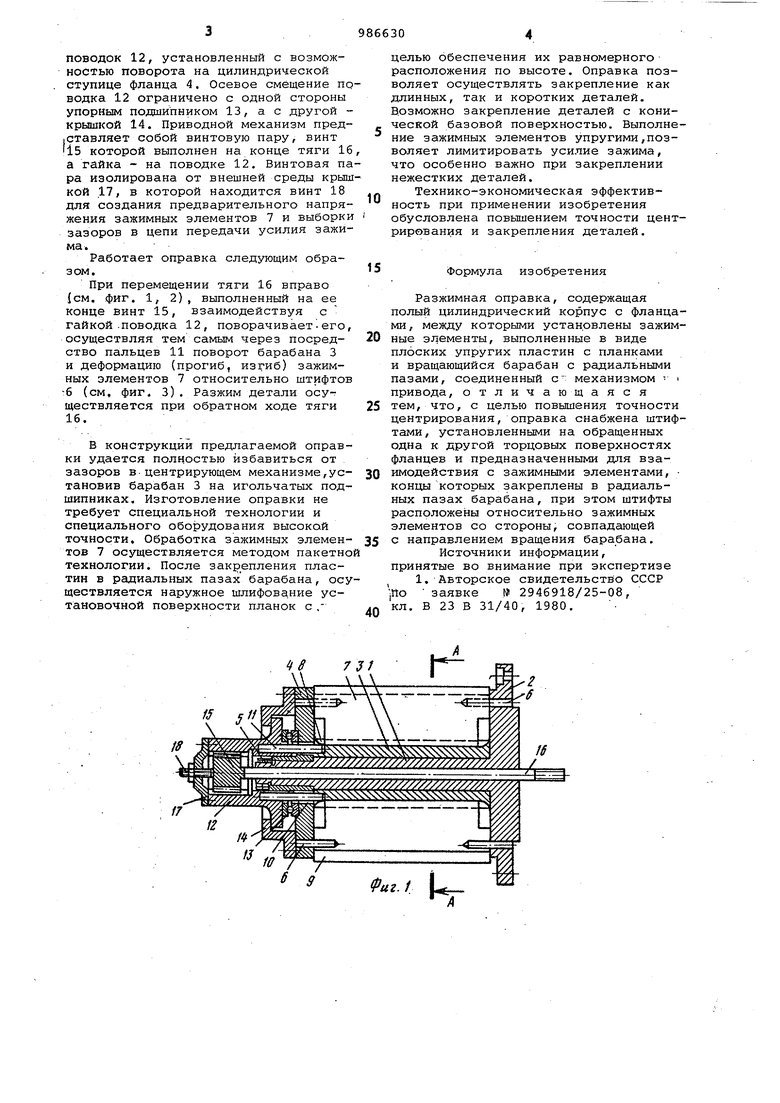
На фиг. 1 представлена оправка, общий ВИД; на фиг. 2 - сечение А-А
на фиг. 1; на фиг. 3 - схема работы оправки.
Разжимная оправка (см. фиг. 1, 2) состоит из цилиндрического пустотелого корпуса 1 с фланцем 2 для крепления на станке. На цилиндрической части корпуса 1 установлен с возможностью вращения барабан 3, смещение которого в осевом направлении ограничено фланцем 2 и фланцем 4, установленным на корпусе 1 с помощью гаек 5. В отверстиях фланца 4 и фланца 2, выполненных на равных угловых расстояниях друг от друга и на одинаковом расстоянии от оси оправки, установлены штифты 6, в которые упираются зажимные элементы 7, выполненные в виде плоских упругих пластин и жестко закрепленных в радиальных пазах 8 барабана 3. На свободных концах зажимных элементов 7 консольно закреплены планки 9, расположенные параллельно оси оправки, причем планки 9 и штифты б размещены относительно зажимйых элементов 7 со стороны, совпадающей с направлением вращения барабана 3 при закреплении деталей,
Во фланце 4 выполнены серповидные прорези 10, через которые проходят 30 пальцы 11, связывающие барабан 3 и поводок 12, установленный с возможностью поворота на цилиндрической ступице фланца 4. Осевое смещение по водка 12 ограничено с одной стороны упорным подшипником 13, ас другой крышкой 14. Приводной механизм пред|Ставляет собой винтовую пару, винт 15 которой выполнен на конце тяги 1 а гайка - на поводке 12, Винтовая па ра изолирована от внешней среды крыш кой 17, в которой находится винт 18 для создания предварительного напря жения зажимных элементов 7 и выборк зазоров в цепи передачи усилия зажи ма. Работает оправка следующим образом. При перемещении тяги 16 вправо icM. фиг. 1, 2), выполненный на ее конце винт 15, взаимодействуя с гайкой .поводка 12, поворачивает-его осуществляя тем самым через посредство пальцев 11 поворот барабана 3 и деформацию (прогиб, изгиб) зажимных элементов 7 относительно штифтов -6 (см, фиг. 3) . Разжим детали осу-г ществляется при обратном ходе тяги 16. В конструкции предлагаемой оправ ки удается полностью избавиться от зазоров в-центрирующем механизме,ус тановив барабан 3 на игольчатых под шипниках. Изготовление оправки не требует специальной технологии и специального оборудования высокой точности. Обработка зажимных элемен тов 7 осуществляется методом пакетн технологии. После закр епления пластин в радиальных пазах барабана, ос ществляется наружное шлифование установочной поверхности планок с .15
//
10
6 3 целью обеспечения их равномерного расположения по высоте. Оправка позволяет осуществлять закрепление как длинных, так и коротких деталей. Возможно закрепление деталей с конической базовой поверхностью. Выполнение зажимных элементов упругими,позволяет лимитировать усилие зажима, что особенно важно при закреплении нежестких деталей. Технико-экономическая эффективность при применении изобретения обусловлена повышением точности центрирования и закрепления деталей. Формула изобретения Разжимная оправка, содержащая полый цилиндрический корпус с фланцами , между которыми установлены зажимные элементы, выполненные в виде плоских упругих пластин с планками и вращающийся барабан с радиальными пазами, соединенный с механизмом привода, отличающаяся тем, что, с целью повышения точности центрирования, оправка снабжена штифтами , установленными на обращенных одна к другой торцовых поверхностях фланцев и предназначенными для взаимодействия с зажимными элементами, концы которых закреплены в радиальных пазах барабана, при этом штифты расположены относительно зажимных элементов со стороны, совпадающей с направлением вращения барабана. Источники информации, принятые во внимание при экспертизе 1, Авторское свидетельство СССР Ъо заявке № 2946918/25-08, кл. В 23 В 31/40, 1980.
А-А
if
Фиг. г
Фиг.З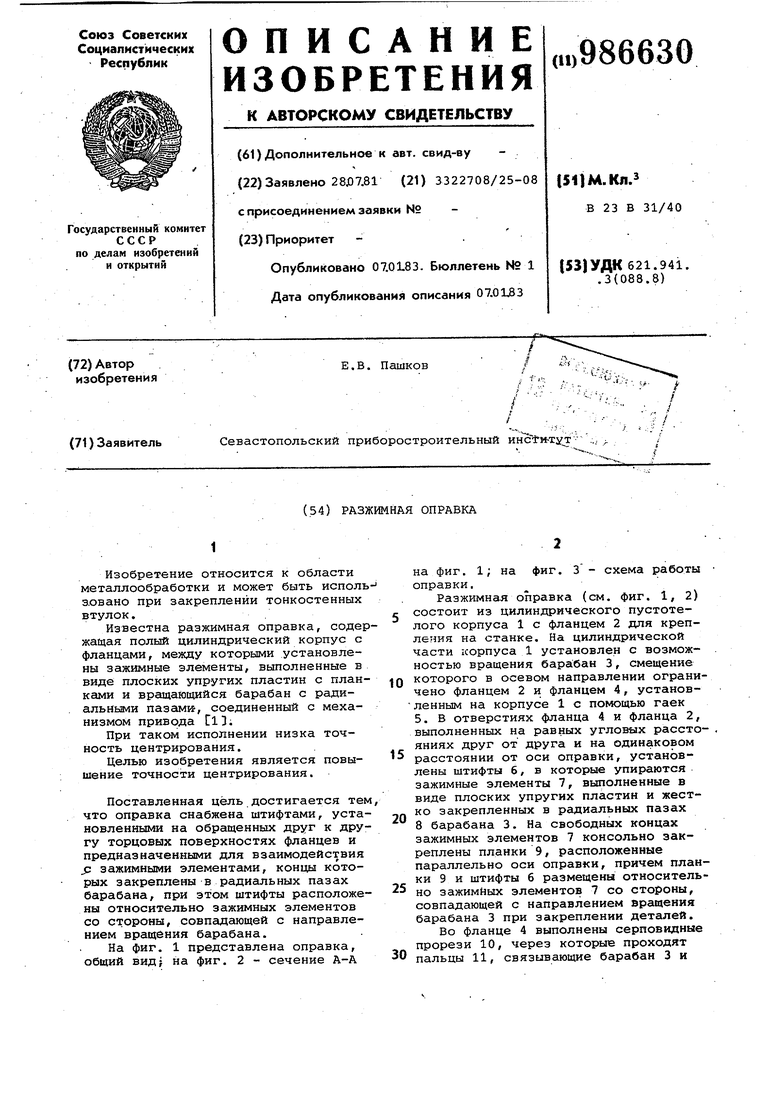
| название | год | авторы | номер документа |
|---|---|---|---|
| Раздвижная оправка | 1981 |
|
SU956168A1 |
| Оправка | 1991 |
|
SU1802759A3 |
| БАРАБАН ДЛЯ СБОРКИ И ФОРМОВАНИЯ ПОКРЫШЕК ПНЕВМАТИЧЕСКИХ ШИН | 2006 |
|
RU2317206C1 |
| Раздвижная оправка | 1980 |
|
SU906646A1 |
| Оправка разжимная для исправления деформации отверстия прецизионных тонкостенных длинномерных труб в процессе наружной обработки | 2019 |
|
RU2759818C2 |
| Способ установки детали и устройство для его осуществления (варианты) | 2015 |
|
RU2639589C2 |
| Разжимная оправка | 1975 |
|
SU561629A1 |
| ЦАНГОВЫЙ ТОКАРНЫЙ ПАТРОН | 2023 |
|
RU2812811C1 |
| Устройство для обработки тонкостенных цилиндрических деталей | 1981 |
|
SU986602A1 |
| Оправка | 1991 |
|
SU1784410A1 |