2. Устройство для формирования рабочей части зубьев деревообрабатывающих пил, содержащее поворотный валик и радиально смонтированный на нем основной деформирующий элемент со сферической рабочей частью, отличающееся тем, что поворотный валик снабжен радиально смонтированными на нем дополнительными деформирующими элементами со сферическими рабочими частями, расположенными в одной плоскости с основными деформирующими элементами, при этом
сферы рабочих частей основного и дополнительного деформирующих элементов выполнены с последовательно . увеличивающимся радиусом, а радиус R окружности, описываемой верщиной соответствующего деформирующего элемента, определяют следующим выражением
R, (0,75 - 1,0)г - + R, где г. - радиус сферической поверхности соответствующего деформирующего элементаJ R - радиус поворотного валика.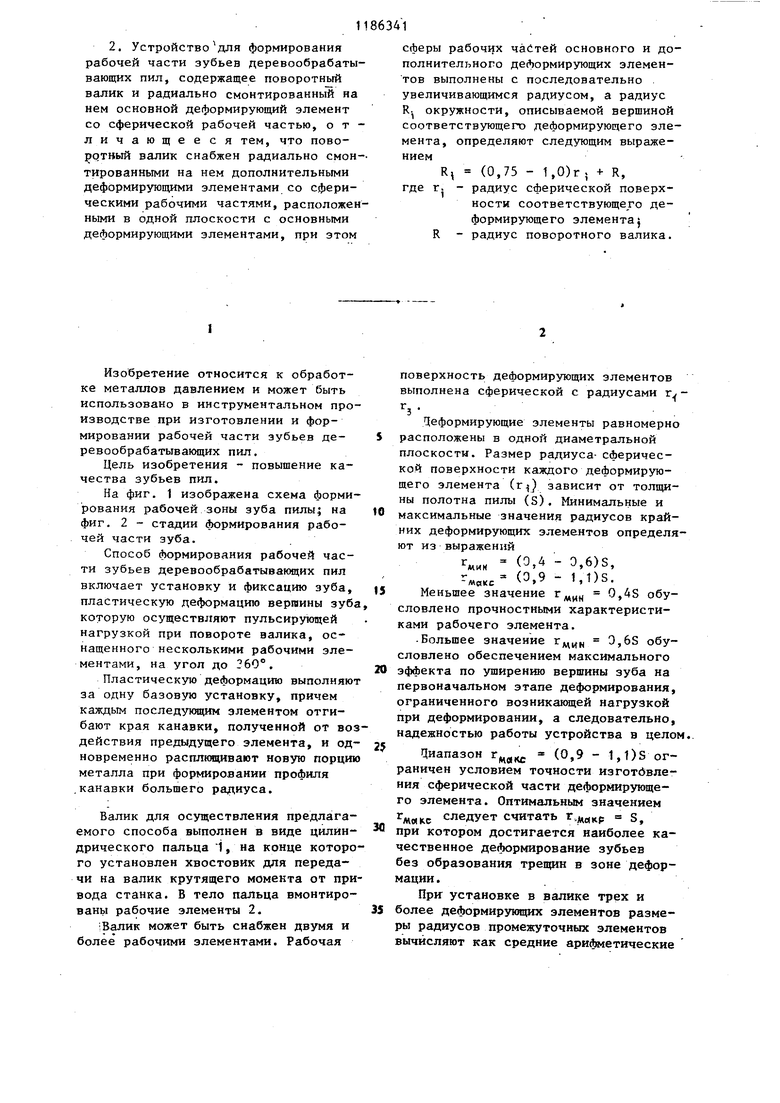
| название | год | авторы | номер документа |
|---|---|---|---|
| Инструмент для упрочнения зубчатых колес (его варианты) | 1981 |
|
SU986562A1 |
| СПОСОБ ЦЕНТРОБЕЖНОГО УПРОЧНЕНИЯ ВИНТОВ | 2008 |
|
RU2384397C1 |
| УСТРОЙСТВО ДЛЯ ЦЕНТРОБЕЖНОГО УПРОЧНЕНИЯ ВИНТОВ | 2008 |
|
RU2383428C1 |
| Инструмент для обработки зубчатых колес методом поверхностной пластической деформации | 1990 |
|
SU1773540A1 |
| Способ формообразования поверхностей зубьев цилиндрических колес | 1986 |
|
SU1454560A1 |
| Способ изготовления пил | 1984 |
|
SU1201072A1 |
| МЕТЧИК | 2001 |
|
RU2198074C2 |
| РОЛИК ОБКАТНОЙ ДВУХРАДИУСНЫЙ | 2013 |
|
RU2530600C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ТОНКОСТЕННЫХ ОБОЛОЧЕК С ПЕРИОДИЧЕСКИМ ПРОФИЛЕМ БОЛЬШОГО ДИАМЕТРА | 2009 |
|
RU2426618C1 |
| ТОРЦОВАЯ РЕЖУЩАЯ, РЕЖУЩЕ-ДЕФОРМИРУЮЩАЯ И ДЕФОРМИРУЮЩАЯ ФРЕЗА, РАБОЧИЕ ПЛАСТИНЫ К НЕЙ И СПОСОБ ИХ ИЗГОТОВЛЕНИЯ, СПОСОБ ОБРАБОТКИ ДЕФОРМИРУЮЩЕЙ ФРЕЗОЙ | 2005 |
|
RU2318634C2 |
1. Способ формирования рабочей части зубьев деревообрабатывающих пил, включающий установку и фиксацию зуба и пластическую деформацию вершины зуба с Аормированием канавки дугообразного профиля и V-рбразных участков, отличающийс я тем, что, с целью повьшения качества зубьев, пластическую деформацию вершины зуба осуществляют за несколько стадий, при этом на каждой последующей стадии осуществляют отгиб У-образных участков и формирование профиля канавки большего радиS уса. (Л СХ) О) со и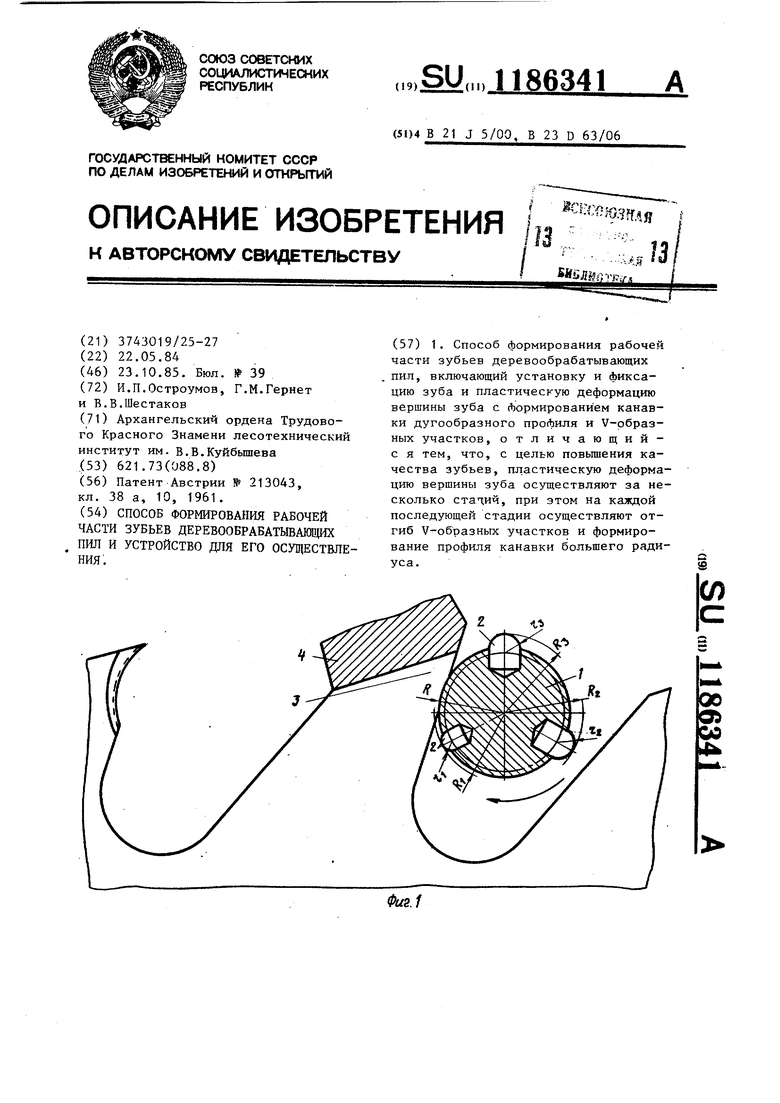
Изобретение относится к обработке металлов давлением и может быть использовано в инструментальном производстве при изготовлении и формировании рабочей части зубьев деревообрабатывающих пил.
Цель изобретения - повышение качества зубьев пил.
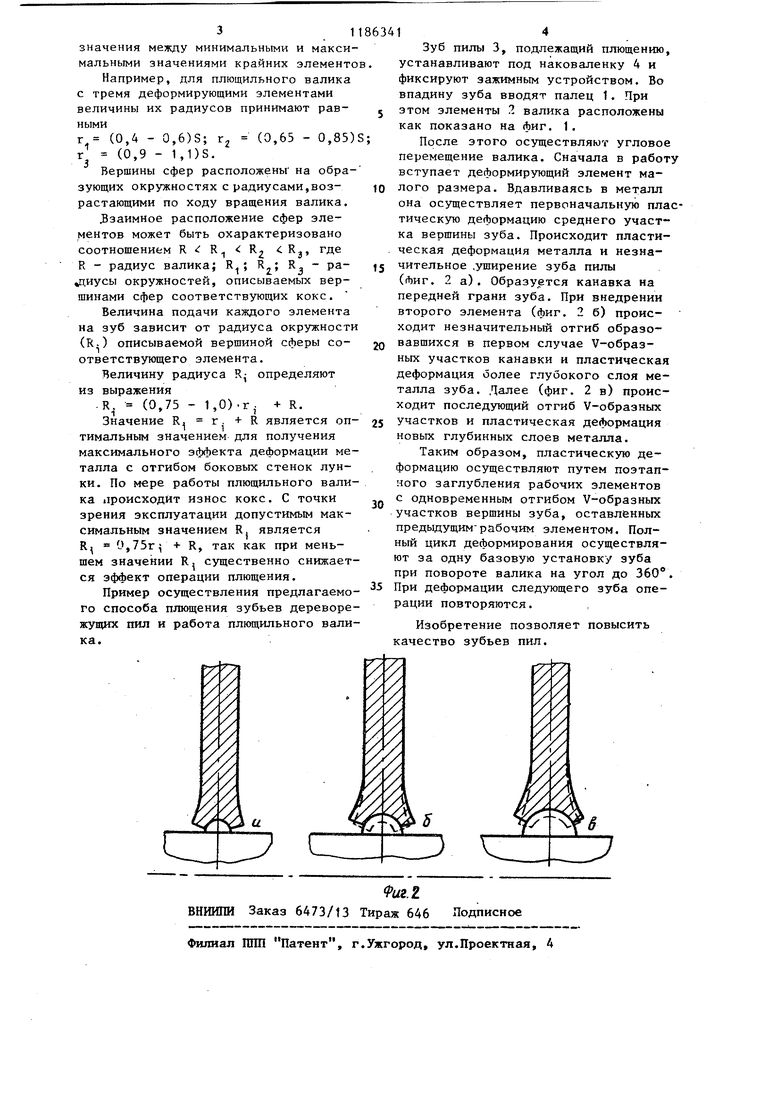
На фиг. 1 изображена схема формирования рабочей зоны зуба пилы; на фиг. 2 - стадии формирования рабочей части зуба.
Способ формирования рабочей части зубьев деревообрабатывающих пил включает установку и фиксацию зуба, пластическую деформацию вершины зуба которую осуществляют пульсирующей нагрузкой при повороте валика, оснащенного несколькими рабочими элементами, на угол до 360°.
Пластическую деформацию выполняют за одну базовую установку, причем каждым последующим элементом отгибают края канавки, полученной от воздействия предыдущего элемента, и одповременно расплющивают новую порцию металла при формировании профиля .канавки большего радиуса.
Валик для осуществления предлагаемого способа выполнен в виде цилиндрического пальца 1, на конце которого установлен хвостовик для передачи на валик крутящего момента от привода станка. В тело пальца вмонтированы рабочие элементы 2.
:Валик может быть снабжен двумя и более рабочими элементами. Рабочая
поверхность деформирующих элементов выполнена сферической с радиусами Гу 3Деформирующие элементы равномерно
расположены в одной диаметральной плоскости. Размер радиуса- сферической поверхности каждого деформирующего элемента (г) зависит от толщины полотна пилы (S), Минимальные и максимальные значения радиусов крайних деформирующих элементов определяют из выражений
.к (3. - Э.6)5, -«С..С- (3,9 - 1,1)5. Меньщее значение Гд 0,48 обусловлено прочностными характеристиками рабочего элемента.
Большее значение 0,6S обусловлено обеспечением максимального эффекта по уширению вершины зуба на первоначальном этапе деформирования, ограниченного возникающей нагрузкой при деформировании, а следовательно, надежностью работы устройства в цело
Циапазон г, (0,9 - 1,1)S ограничен условием точности изготдвления сферической части деформирующего элемента. Оптимальным значением следует считать г. S, при котором достигается наиболее качественное деформирование зубьев без образования трещин в зоне деформации.
Прк установке в валике трех и более деформирующих элементов размеры радиусов промежуточных элементов вычисляют как средние арийжетическиа
| УСТРОЙСТВО для ОХЛАЖДЕНИЯ воды | 0 |
|
SU213043A1 |
| Способ сужения чугунных изделий | 1922 |
|
SU38A1 |
