Изобретение относится к устройствам для зготовления профильных изделий из струечно-клеевых масс и может быть испольовано при изготовлении погонажных издеий непрерывным способом.
Цель изобретения - повышение качества зделий.
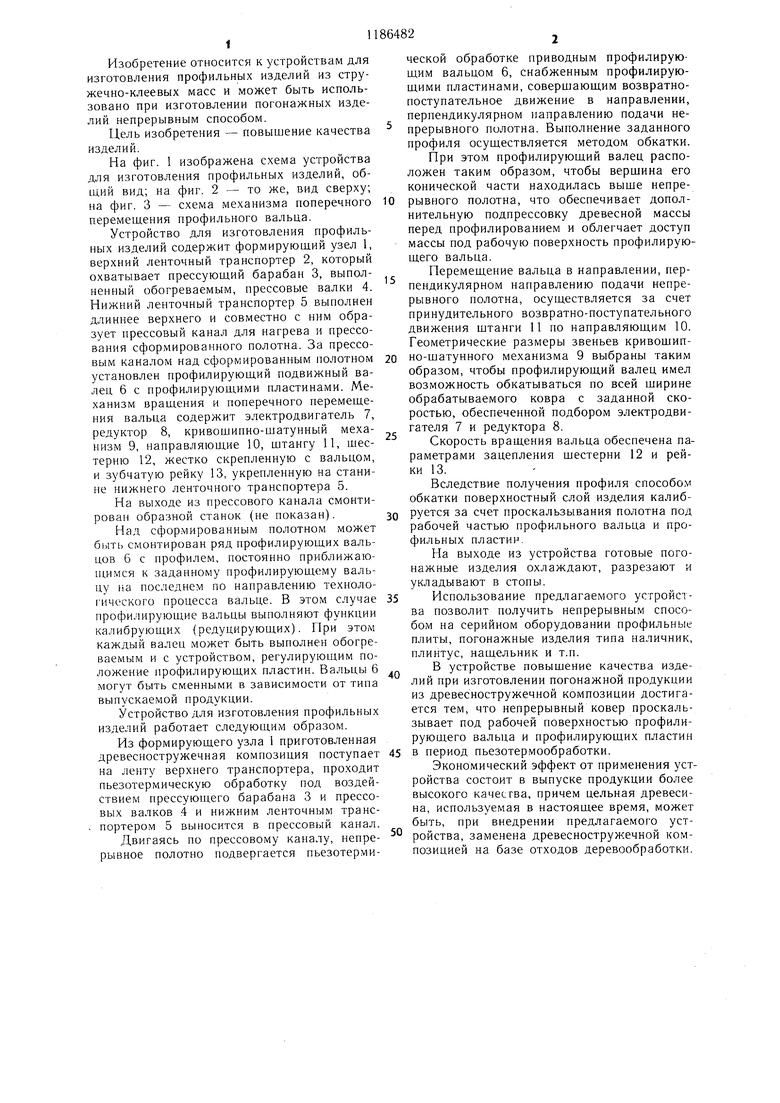
На фиг. 1 изображена схема устройства ля изготовления профильных изделий, общий вид; на фиг. 2 - то же, вид сверху; на фиг. 3 - схема механизма поперечного перемещения профильного вальца.
Устройство для изготовления профильных изделий содержит формирующий узел 1, верхний ленточный транспортер 2, который хватывает прессующий барабан 3, выполненный обогреваемым, прессовые валки 4. Нижний ленточный транспортер 5 выполнен линнее верхнего и совместно с ним образует прессовый канал для нагрева и прессования сформированного полотна. За прессовым каналом над сформированным полотном установлен профилирующий подвижный валец 6 с профилирующими пластинами. Механизм вращения и поперечного перемещения вальца содержит электродвигатель 7, редуктор 8, кривощипно-щатунный механизм 9, направляюихие 10, щтангу 11, щестерню 12, жестко скрепленную с вальцом, и зубчатую рейку 13, укрепленную на станине нижнего ленточного транспортера 5.
На выходе из прессового канала смонтирован образной станок (не показан).
Над сформированным полотном может быть смонтирован ряд профилирующих вальцов 6 с профилем, постоянно приближаюП1,имся к заданному профилирующему вальцу на последнем по направлению технологического процесса вальце. В этом случае профилирующие вальцы выполняют функции калибрующих (редуцирующих). При этом каждый валец может быть выполнен обогреваемым и с устройством, регулирующим положение профилирующих пластин. Вальцы 6 могут быть сменными в зависимости от тина выпускаемой продукции.
Устройство для изготовления профильных изделий работает следующим образом.
Из формирующего узла 1 приготовленная древесностружечная композиция поступает на ленту верхнего транспортера, про.ходит пьезотермическую обработку под воздействием прессуюц;его барабана 3 и прессовых валков 4 и нижним ленточным транспортером 5 выносится в нрессов1)1Й канал.
Двигаясь по прессовому каналу, непрерывное полотно подвергается пьезотермической обработке приводным профилирующим вальцом 6, снабженным профилирующими пластинами, совершающим возвратнопоступательное движение в направлении, перпендикулярном направлению подачи непрерывного полотна. Выполнение заданного профиля осуществляется методом обкатки.
При этом профилирующий валец расположен таким образом, чтобы верщина его конической части находилась выще непрерывного полотна, что обеспечивает дополнительную подпрессовку древесной массы перед профилированием и облегчает доступ массы под рабочую поверхность профилирующего вальца.
Перемещение вальца в направлении, перпендикулярном направлению подачи непрерывного полотна, осуществляется за счет принудительного возвратно-поступательного движения штанги 11 по направляющим 10. Геометрические размеры звеньев кривощип0 но-шатунного механизма 9 выбраны таким образом, чтобы профилирующий валец имел возможность обкатываться по всей щирине обрабатываемого ковра с заданной скоростью, обеспеченной подбором электродвигателя 7 и редуктора 8.
Скорость вращения вальца обеспечена параметрами зацепления щестерни 12 и рейки 13.
Вследствие получения профиля способом обкатки поверхностный слой изделия калибруется за счет проскальзывания полотна под рабочей частью профильного вальца и профильных пластин.
На выходе из устройства готовые погонажные изделия охлаждают, разрезают и укладывают в стопы.
Использование предлагаемого устройства позволит получить непрерывным способом на серийном оборудовании профильные плиты, погонажные изделия типа наличник, плинтус, нащельник и т.п.
В устройстве повышение качества изделий при изготовлении погонажной продукции из древесностружечной композиции достигается тем, что непрерывный ковер проскальзывает под рабочей поверхностью профилирующего вальца и профилирующих пластин 5 S период пьезотермообработки.
Экономический эффект от применения устройства состоит в выпуске продукции более высокого качесгва, причем цельная древесина, используемая в настоящее время, может быть, при внедрении предлагаемого устройства, заменена древесностружечной композицией на базе отходов деревообработки.
7
}
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для изготовления древесно-стружечных изделий | 1980 |
|
SU918108A1 |
| Пресс непрерывного действия для изготовления плит фигурного профиля из древесных частиц | 1983 |
|
SU1172715A1 |
| Пресс для непрерывного изготовления профильных погонажных изделий из древесных материалов | 1987 |
|
SU1479271A1 |
| Установка для непрерывного изготовления древесно-стружечных плит | 1977 |
|
SU653130A2 |
| Пресс для непрерывного изготовления профильных погонажных изделий из древесных материалов | 1982 |
|
SU1070025A1 |
| ПОЛИМЕРНАЯ КОМПОЗИЦИЯ И ПРОФИЛЬНО-ПОГОНАЖНАЯ ДЕТАЛЬ ИЗ НЕЕ | 1992 |
|
RU2005752C1 |
| Установка для непрерывного изготовления древесностружечных плит | 1974 |
|
SU496191A1 |
| МНОГОРУЧЬЕВАЯ ЭКСТРУЗИОННАЯ ГОЛОВКА ДЛЯ ИЗГОТОВЛЕНИЯ ПОЛИМЕРНЫХ ПРОФИЛЬНО-ПОГОНАЖНЫХ ИЗДЕЛИЙ | 1996 |
|
RU2116198C1 |
| УСТРОЙСТВО ДЛЯ ПОВЕРХНОСТНОЙ ОБРАБОТКИ ПОГОНАЖНЫХ ПРОФИЛЬНЫХ ИЗДЕЛИЙ ИЗ ДРЕВЕСИНЫ | 2001 |
|
RU2185284C1 |
| Устройство для формирования многослойного ковра в производстве древесностружечных изделий | 1986 |
|
SU1359126A1 |
УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ ПРОФИЛЬНЫХ ИЗДЕЛИЙ ИЗ СТРУЖЕЧНО-КЛЕЕВЫХ МАСС, включающее формирующий узел, верхний ленточный транспортер, снабженный прессующим барабаном, нижний ленточный транспортер и приводной профилирующий валец, отличающееся тем, что, с целью повыщения качества изделий, профилирующий валец выполнен с конусообразным заострением навстречу подаче изделия и снабжен профильными пластинами, расположенными вдоль образующей вальца, при этом последний смонтирован с возможностью поперечного перемещения при помощи кривощипно-щатунного механизма. 00 Од 00 1C
| Устройство для изготовления профилированных древесно-стружечных изделий | 1977 |
|
SU677948A1 |
| Солесос | 1922 |
|
SU29A1 |
| Устройство для изготовления древесно-стружечных изделий | 1980 |
|
SU918108A1 |
| Солесос | 1922 |
|
SU29A1 |
