11 Изобретение относится к отделочным строительным материалам на основе гидравлических вяжущих преимущест венно с волокнистыми заполнителями типа асбестоцемента, бааальтоцемента асбостеклоцемента и др. и может быть использовано для изготовления листовых отделочных материалов с декоративно- защитными покрытиями, предназначенных для отделки зданий и соору жений, облицовки внутренних помещений, а также для увеличения долговечности конструкций. Цель изобретения - уменьшение трещинообразования в торцах листов, расхода топлива и трудоемкости процесса. Процесс предварительной термообработки материала и оплавления глазу ри проводится в одном цикле без выгрузки изделия из печи и его охлаждения. Изотермическая выдержка при 150200 С обеспечивает удаление большей части свободной влаги из асбестоцемента, а также сушку глазурного слоя Влага из материала свободно удаляется через пористое, еще не оплавившее ся покрытие. В результате изотермической выдержки при 380-450 С удаляется определенное количество связанной в гидросиликаты и гидроалюминаты влаги, которая также свободно проходит через еще пористое покрытие. Это снижает интенсивность газовыделе HHjf в диапазоне оплавления покрытия по сравнению с непрерывным нагревом. Все это обеспечивает в дальнейшем получение относительно плотного глазурного оплавленного слоя. Изменение структуры материала при этом происхо дит постепенно и в нем не возникает больших напряжений, обусловливающих расслоение (трещинообразование). Пример. Термообработку и оплавление покрытий осуществляли в щелевой электрической печи, в кото рой на упорах вертикально подвешивали асбестоцементные листы. В качест02ве покрытий использовали керамические краски Дулевского завода с температурой оплавления 560-680°С. К керамическим краскам для снижения температуры обжига добавляли до 7% Li.F, а также карбоксиметилцеллюлозу. По известному способу асбестоцементные листы предварительно нагревали при , а затем после остывания материала наносили пульверизатором покрытие, загружали в печь и оплавляли. Согласно предлагаемому способу покрытие наносили,на асбестоцементные листы размером 800x600x10 мм, затем их загружали в печь и выдерживали при 150-200 0 в течение 5-30 мин, далее температуру в печи поднимали до 380-450 С и выдерживали в течение 5-30 мин. Затем нагревали до температуры остеклования покрытия и охлаждали. В табл. 1 указаны конкретные примеры глазурования асбестоцементного материала предлагаемым и известным способами. В табл. 2 приведены характеристики процесса глазурования асбестоцементного материала предлагаемым и известным способами. Оптимальное время изотермической выдержки в интервалах температур 150200 и 380-450°С составляет 5-30 мин. При меньшей выдержке возможно макрорасслоение асбестоцемента, а выдержка его свьшге 30 мин удлиняет технологический процесс и увеличивает расход топлива, не улучшая заметно качества покрытия. Нет необходимости в такой вьщержке и с точки зрения предотвращения макротрещинообразования. Как видно из табл.-2, обработка по изобретению позволяет при оптимальных режимах исключить расслоение (трещинообразование) асбестоцементного материала, уменьшить расход электроэнергии, упростить технологический процесс, сократив количество операций с 9 до 7.
Т а б л и ц а 1
Продолжение табл.1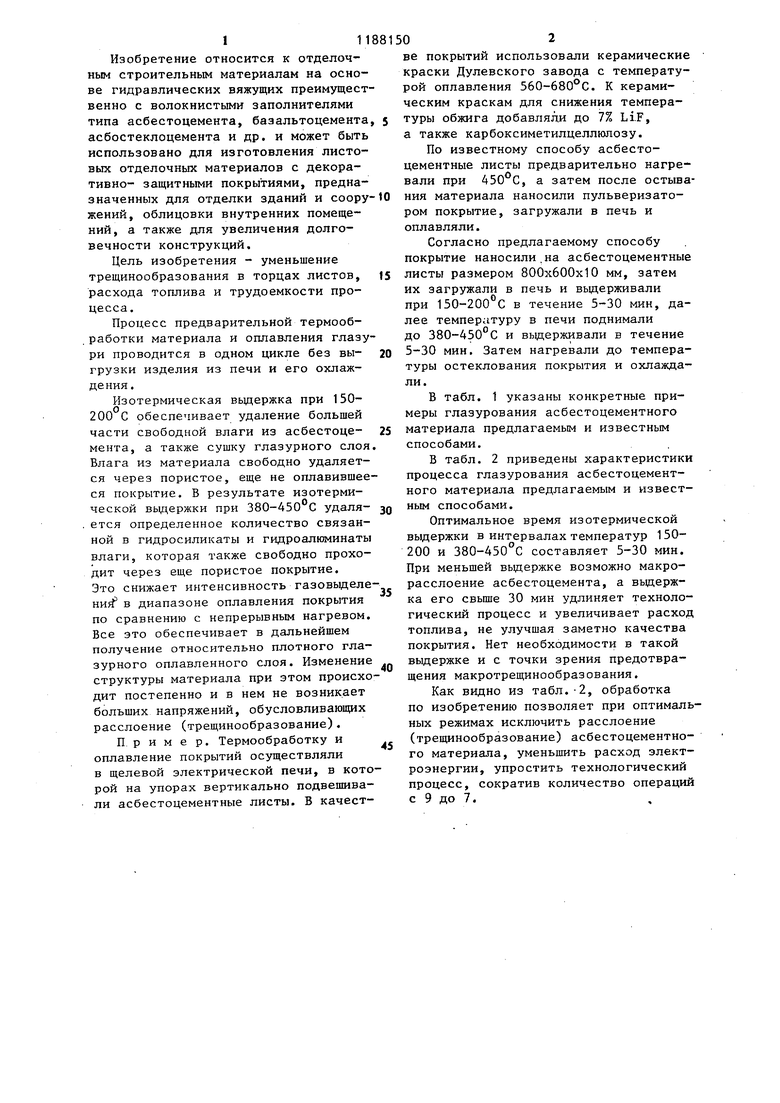


| название | год | авторы | номер документа |
|---|---|---|---|
| Способ получения защитно-декоративного покрытия на композиционном листовом материале на основе гидравлического вяжущего | 1982 |
|
SU1183493A1 |
| СПОСОБ ГЛАЗУРОВАНИЯ АСБЕСТОЦЕМЕНТНЫХ КРОВЕЛЬНЫХ ЛИСТОВ | 2010 |
|
RU2444500C1 |
| Способ получения покрытия на асбестоцементе | 1985 |
|
SU1379295A1 |
| Состав покрытия на футеровке вращающейся печи и способ его получения | 1979 |
|
SU881079A1 |
| ПОРИСТЫЙ ЗАПОЛНИТЕЛЬ БЕТОНА И СПОСОБ ЕГО ПОЛУЧЕНИЯ | 2014 |
|
RU2570161C1 |
| Способ термообработки легкоплавкой глазури | 1977 |
|
SU739029A1 |
| Способ обработки асбестоцементных изделий | 1976 |
|
SU614060A1 |
| СПОСОБ ГЛАЗУРОВАНИЯ КЕРАМИЧЕСКИХ ИЗДЕЛИЙ | 2006 |
|
RU2335483C2 |
| СПОСОБ ПОЛУЧЕНИЯ ЗАЩИТНО-ДЕКОРАТИВНЫХ ПОКРЫТИЙ НА АСБЕСТОЦЕМЕНТНЫХ ИЗДЕЛИЯХ | 2009 |
|
RU2473398C2 |
| СПОСОБ НАНЕСЕНИЯ ПОКРЫТИЙ ИЗ САМОФЛЮСУЮЩИХСЯ СПЛАВОВ | 2000 |
|
RU2201471C2 |
СПОСОБ ГЛАЗУРОВАНИЯ МАТЕРИАЛА НА ОСНОВЕ ГВДРАВЛИЧЕСКОГО ВЯИОТЦЕГО путем нанесения на его поверхность минеральной массы на основе стекловидных веществ и термообработки при температуре ее остекловывания, отличающийся тем, что, с целью уменьшения трещинообразования в торцах листов, расхода топлива и трудоемкости процесса, перед термообработкой осуществляют двухстадийньй нагрев с подъемом температуры в первой стадии до 150-200 С и изотермической вьщержкой при ней в течение 5-30 мин, а во второй - до 380-450 С и изотермической вьщержкой при ней в течение 5-30 мин.
Технологические операции и их параметры
Примечание: Знак + означает наличие операции.
Известный способ
13-16 7.0-7,7
17-18
7,9-8,6
Та6лица2
Отдельные макротрещины 2-3 шт/МП
Трещины, S 0,3 мм Отдельные трещины, более четко выраженные, чем в примерах 13-16
Расход электроэнергии на 1 м
Примерповерхности, квтч
8,7-9,5
19-20
21-22
10,0-11,8 Примечание.
Продолжение табл.2
Технологичность .про цесса глазурования, количество операций
Отдельные трещины, более четко выраженные, чем в примерах 13-16
Треищны подсчитывают в торцах образцов с помощью лупы с трехкратным увеличением.
| Авторское свидетельство СССР № 759483, кл | |||
| Очаг для массовой варки пищи, выпечки хлеба и кипячения воды | 1921 |
|
SU4A1 |
