П ьлбрртение относится к свароч(-iy 11рои: В1Дстиу, в частности к N4 1роиствам для удаления заусенцев электрической дугоГ, перемещаемой магнитным полем, с торцов деталей трубчатой формы после их механичес Koii и других видов обработки. Цель изобретения - обеспечение качественной обработки изделий раз личных поперечных размеров без сме ны неплавящегося электрода. На чертеже изображено предлагае мое устройство, разрез. Устройство для обработки торцов деталей электрической дугой включает в себя самоцентрирующий механизм 1 зажима детали, предназн ченный для закрепления в исходном положении обрабатываемой детали, магнитопровод 2 броневого типа с сердечником, обеспечивающий прохождение по нему магнитных силовых линий, размещенную внутри магнитопровода 2 магнитную катушку 3 для возбуждения магнитного поля. Соосно сердечнику магнитопровода 2 установлен ферромагнитный стержень 4 Последний установлен относительно I сердечника магнитопровода с зазором и соединен с ним регулировочным винтом 5, позволяющим регулировать зазор (б) между сердечНИКОМ магнитопровода 2 броневого типа и ферромагнитным стержнем 5 при -отключенной катушке 3. В устройство входит и возвратная пружина 6, обеспечивающая поддержание зазора (б) между сердечни ком магнитопровода и ферромагнитным стержнем при отключенной катуш ке 3. На торце ферромагнитного стержн 4 закреплен неплавящийся электрод выполненный в виде водоохлаждаемой пластины из немагнитного материала перпендикулярной стержню 4. Плоская поверхность неплавящегося электрода 7 обеспечивает постоянны зазор между кромками обрабатываемо детали 8 и электродом 7 независиМО от формы и размеров поперечното сечения детали. Устройство имеет съемный магнитопровод 9, Электрод 7 расположен на пути прохождения линий магнитного поля и обеспечивает, таким образом, про хождение через него магнитного пол чаьи,1кание которого на съемньш магн топровод 9 от ферромагнитного стержня 4 создает поперечное магнитное поле в зазоре между обрабатываемой деталью 8 и Ь еш1авящимся электроом 7 . Устройство работает следующим образом. Деталь В устанавливают в кулачки зажимного механизма 1 до упора с плоскостью неплавящегося электрода 7. При подключении катушки 3 возбуждения магнитного поля к источнику постоянного тока (не показан) ферромагнитный стержень 4 втягивается в катушку 3 до упора с сердечником магнитопровода 2 броневого типа и перемещает неплавящийся электрод 7 на величину зазора (б) . Тем самым создается tieo6ходимый и заранее установленный зазор между обрабатываемой деталью 8 и неплавящимся электродом 7. Силовые линии магнитного поля катушки 3 замыкаются через магнитопровод 2 броневого типа. Ферромагнитный стержень 4 сквозь неплавящийся электрод 7 и съемный магнитопровод 9 образуют радиальное магнитное поле в зоне горения дуги между обрабатываемой деталью В и неплавящимся электродом 7. Одновременно с замыканием электрической цепи катушки 3 возбуждения магнитного поля перемещаемый неплавящийся электрод 7 и обрабатываемая деталь 8 подключается к источнику сварочного тока. Врзбуждается электрическая дуга между электродом 7 и деталью 8. Взаимодействие аксиального электрического тока дуги с радиальным магнитным полем вызывает перемещение дуги по кромке обрабатываемой детали 8. Мчогократное движение дуги позволяет зачистить поверхность торца детали 8. Плоская поверхность электрода 7 обеспечивает при этом постоянный зазор между деталью 8 и электродом 7, вместе с ним и стабильное по величине напряжение горения дуги, а следовательно, и высокое качество обрабатываемой поверхности детали. После завершения процесса горения дуги, длительностъ которого обычно задается реле времени в пределах 1,0-5,0 с при сварочном токе 3000-350 Л и напряжении на 3П89Ы дуге 25 В в зависимости от размера и формы торцовой поверхности обрабатываемой детали 8, кулачки зажимного механизма раскрываются и деталь 8 удаляют. Под действием уси-; лия пружины 6 стержень А и электрод 7 перемещаются в исходное положение. Обработка деталей при изменеНИИ их размеров по диаметру, тол-10 щине стенки и форме торцовой по8 4 всрхности не требует изменения конструкции неилавящегося элект(ода 7 и всего устройства в целом, Устройство для обработки торцов деталей электрической дугой позволяет применить высокопроизводительный процесс движения дуги в магнитном поле для удаления заусенцев с торцов деталей в широком диапазоне их размеров.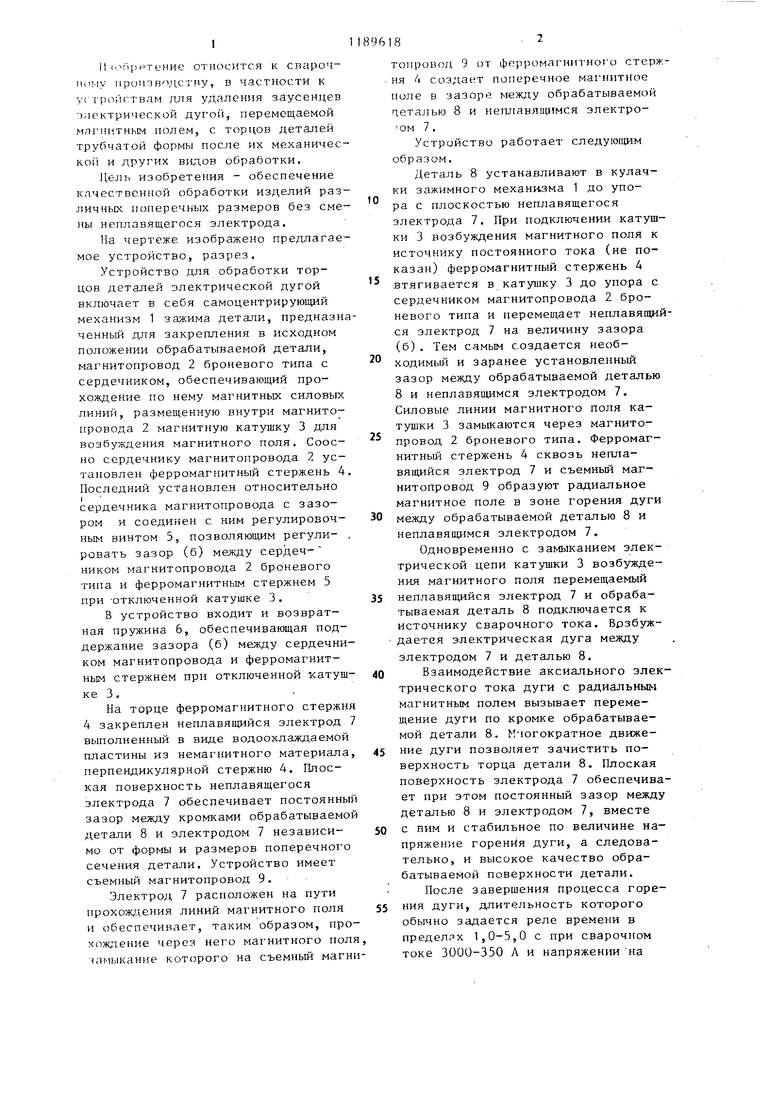
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для обработки магнитоуправляемой дугой | 1983 |
|
SU1094689A1 |
| Устройство для сварки магнитоуправляемой дугой | 1989 |
|
SU1682075A1 |
| Горелка для сварки магнитоуправляемой дугой | 1991 |
|
SU1796374A1 |
| БРОНЕВОЙ МНОГОСТЕРЖНЕВОЙ МАГНИТОПРОВОД | 1993 |
|
RU2077082C1 |
| Синергетический сварочный дроссель Сагирова | 1991 |
|
SU1811455A3 |
| СИНЕРГЕТИЧЕСКИЙ СВАРОЧНЫЙ ДРОССЕЛЬ | 1992 |
|
RU2041037C1 |
| ЭЛЕКТРИЧЕСКИЙ РЕАКТОР С ПОДМАГНИЧИВАНИЕМ | 2015 |
|
RU2630253C2 |
| Устройство для точечной сварки неплавящимся электродом в защитных газах | 1980 |
|
SU956193A1 |
| УСТРОЙСТВО ДЛЯ ОБРАБОТКИ В ЭЛЕКТРОЛИТНОЙ ПЛАЗМЕ | 1991 |
|
RU2009212C1 |
| Устройство для пайки магнитоуправляемой дугой в вакууме | 1985 |
|
SU1318358A1 |
УСТРОЙСТВО ДЛЯ ОБРАБОТКИ МАГНИТОУПРАВЛЯЕЮЙ ДУГОЙ, содержащее магнитную катушку, размещенную внутри магнитопровода броневого типа с сердечником, соосный сердечнику ферромагнитный стержень, установленный относительно-сердечника с зазором и связанный одним из торцов с регулировочным винтом, расположенным внутри, возвратной пружины, а также закрепленный на другом торце ферромагнитного стержня неплавящийся электрод, отличающееся тем, что, с целью обеспечения качественной обработки изделий различных поперечных размеров без смены неплавящегося электрода, I неплавящийся электрод выполнен в виде пластины из немагнитного мате(Л риала, перпендикулярной ферромагнитному стержню. 00 QD Ot 00
| УДАЛЕНИЕ ГРАТА ПРИ СТЫКОВОЙ СВАРКЕ ТРУБ | 0 |
|
SU184371A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
| ГОЛОВКА ДЛЯ АВТОМАТИЧЕСКОЙ СВАРКИ ЦИЛИНДРИЧЕСКОЙ ДУГОЙ | 1967 |
|
SU224733A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
| Устройство для обработки магнитоуправляемой дугой | 1983 |
|
SU1094689A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
