Изобретение относится к сварочному производству и может быть использовано для дуговой сварки деталей в среде защитного газа неплавящимся электродом.
Целью изобретения является снижение затрат на возбуждение сварочной дуги путем автоматического изменения длины дугового промежутка при подаче на неплавящийся электрод сварочного тока.
На фиг. 1 изображена горелка в момент возбуждения дуги; на фиг.2 - то же, в процессе сварки.
Предложенная горелка содержит сопло 1, внутри которого соосно ему расположена спираль 2 для создания управляемого магнитного поля. Внутри спирали 2 установлен стержень 3, изготовленный из ферромагнитного материала. На нижнем торце стержня 3 закреплена втулка 4, наружный диаметр которой превышает внутренний диаметр спирали 2 и которая предупреждает выпадание вниз стержня 3 из спирали 2 и обеспечивает токоподвод к электроду 5. К втулке 4 снизу присоединена вторая втулка 6 любым известным способом, например, на резьбе или на плотной посадке (этот вариант показан на чертежах). Расстояние между втулкой 4 и втулкой 6 примерно равно длине дугового промежутка. Наружный диаметр втулки 6 также превышает внутренний диаметр спирали 2. На верхнем торце стержня 3 имеется участок 7 из неэлектропроводного материала, выступающий за верхний торец корпуса 8 горелки, назначение которой будет показано ниже. Стержень 3 имеет возможность перемещаться в вертикальной плоскости относительно спирали 2, причем размер этого перемещения равен расстоянию между втулками 4 и 6.
Исходное положение горелки изображено на фиг.1. т.е. электрический ток отсутствует, стержень 3 под действием собственного веса опущен вниз и свободно опирается на последний виток спирали 2 посредством втулки 4. Рабочий торец неплавящегося электрода 5 находится на рассто- янии 0,5-1,0 мм от поверхности свариваемого изделия 9, т.е. дуговой промежуток практически отсутствует и для возбуждения дуги на таком малом расстоянии между электродом 5 и изделием 9 не требуется высокого напряжения. При включении источника питания (на чертежах не показан) сварочный ток проходит по спирали 2 и через втулку 4 - к электроду 5, Рабочего напряжения (напряжения холостого хода) вполне достаточно для возбуждения короткой дуги и электрическая цепь замкнется через изделие 9 Как только в цепи появится электрический ток, в спирали 2 возникает продольное магнитное поле. Магнитные потоки воздействуют на стержень 3 и последний поднимается вверх (подобно тому, как индукционная катушка втягивает сердечник) до упора втулка 6 в нижний виток спирали 2. При этом рабочий торец электрода 5 также поднимается вверх и между ним и изделием 9 образуется дуговой промежуток требуемо0 го размера (5-8 мм), определяемого расстоянием между втулкой 4 и 6. Так как стержень 3 в спирале 2 установлен с зазором (для свободного его перемещения), в процессе движения горелки может, качаясь, замкнуть
5 витки спирали 2, что неизбежно приведет к исчезновению магнитного поля и стержень 3 опустится вниз под собственным весом, Чтобы исключить возможность возникновения названного негативного явления на тор0 це стержня 3 имеется участок 7, выполненный в виде прутка из неэлектропроводного материала. Участок 1 выступает за пределы корпуса 8 горелки. Это необходимо, во-первых, для контроля подъема
5 стрежня 3 при включении горелки, а во-вторых, если произойдет прилипание кольца б к спирали 2 и после отключения горелки стержень 3 не опускается вниз,, это можно осуществить путем нажатия на участок 7.
0 Существенное отличие заявляемого объекта изобретения от ранее известных заключается в том, что горелка снабжена подвижным стержнем 3 из ферромагнитного материала,установленным втокопроводную
5 спираль 2, причем ход стержня 3 ограничен шайбой из втулок 4 и б, расстояние между которыми равно длине дугового промежутка. Указанные отличие позволят возбуждать сварочную дугу при включении горелки
0 без дополнительных затрат, так как в момент включения горелки ее электрод 5 находится в непосредственной близости от изделия 9, причем восстановление длины дугового промежутка происходит автомати5 чески за счет перемещения стержня 3 вверх магнитным полем, создаваемым спиралью 2. Дуговой промежуток может изменяться в соответствии с условиями сварки, так как токоподводящая шайба выполнена из двух
0 соединяемых втулок 4 и 6, расстояние между которыми может быть изменено. Ни одна из известных горелок не может обладать отмеченными свойствами, так как, из-за конструктивных особенностей, рабочий то5 рец из наплавящегося электрода не может изменять автоматически пространственное положение без дополнительных средств.
П р и м е р. Спираль навита из вольфрамовой проволоки диаметром 4 мм. Внутренний диаметр спирали 20 мм, шаг навивки 6
мм. Длина спирали 100 мм. Стержень длиной 90 мм и диаметром 18 мм изготовлен из феррита Ф-400 (используется в радиоприемниках в качестве внутренней антены). Втулки, изготовленные из меди М-1, имеют наружный диаметр 23 мм и толщину 3 мм. Направляющая - керамический стержень диаметром 6-8 мм и длиной, определяемой длиной корпуса горелки. Сопло изготовлено из керамики типа ВК-22 соответствующих спирали размерам.
К техническим преимуществам предложенного технического решения, по сравнению с прототипом, можно отнести следующее: возможность возбуждения сва- рочной дуги без дополнительного оборудования и операций за счет наличия подвижного стержня из ферромагнитного материала в спирали; автоматическое изменение длины промежутка после возбужде- ния путем воздействия на стержень магнитным полем; возможность регулирования дугового промежутка за счет того, что токоподводящая шайба выполнена из двух соединяемых .втулок; высокая надежность работы горелки за счет наличия направляющей для стержня; простота конструкции, обслуживания и ремонта за счет того, что горелка состоит из простых деталей изго- товленных из общедоступных материалов.
Экономический эффект от внедрения изобретения, по сравнению с использованием прототипа, получаюцснижения затрат на возбуждения сварочной дуги (ликвидируется оборудование и соответствующие операции). .
Формула изобретения Горелка для сварки магнитоуправляе- мой дугой, содержащая корпус и сопло, внутри которого соосно ему расположены неплавящийся электрод и спираль для создания управляющего магнитного поля, внутри которой установлен стержень с закрепленной на нем токоподводящей шайбой, о т л и ч а ю ща я с я тем, что,,р целью снижения затрат на возбуждение сварочной дуги путем автоматического изменения дугового промежутка при подаче на неплавящийся электрод сварочного тока, стержень выполнен из двух частей, из ферромагнитного материала со стороны рабочего торца горелки и из неэлектропроводного материала со стороны нерабочего торца горелки, токоподводящая шайба выполнена из двух расположенных одна в другой втулок, внутренняя из которых выполнена с фланцем, имеющим диаметр, больший внутреннего диаметра спирали, втулки установлены с возможностью регулирования их относительного положения, стержень установлен с возможностью перемещения в направлении продольной оси. а его конец из неэлектропроводного материала расположен за пределами корпуса горелки.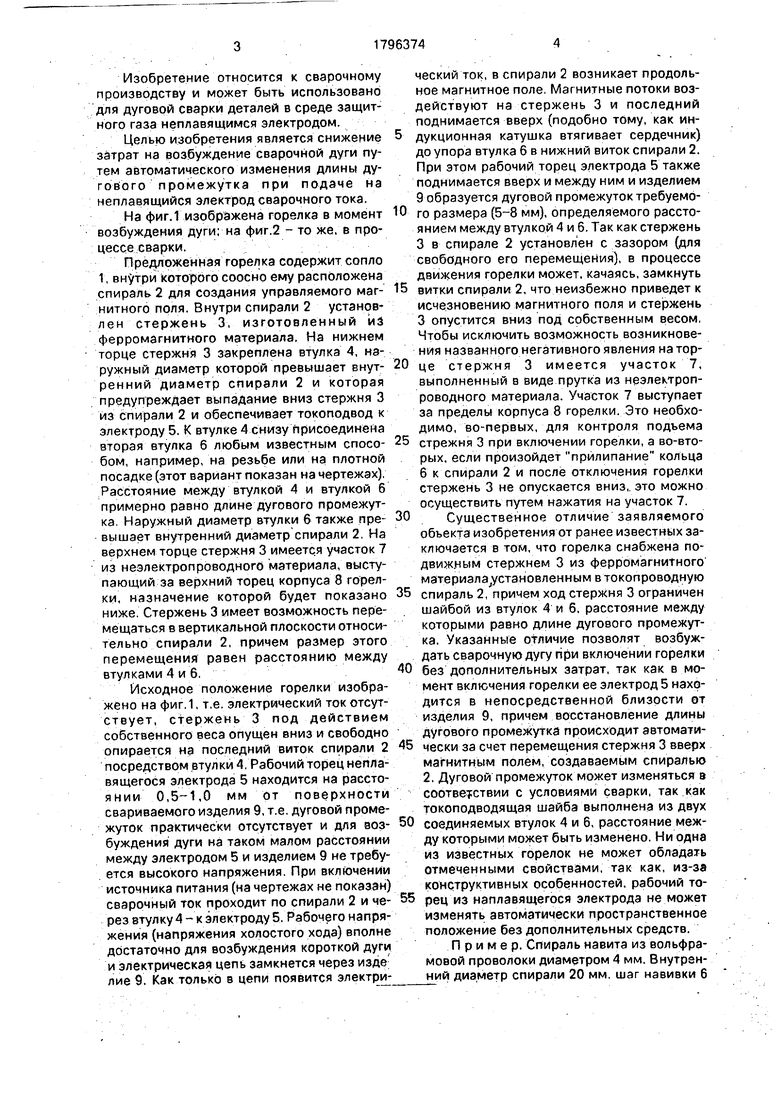

| название | год | авторы | номер документа |
|---|---|---|---|
| Горелка для сварки магнитоуправляемой дугой | 1987 |
|
SU1489938A1 |
| Горелка для магнитоуправляемой дуговой сварки | 1983 |
|
SU1094688A1 |
| Горелка для сварки магнитоуправляемой дугой | 1985 |
|
SU1294524A1 |
| Горелка для сварки магнитоуправляемой дугой | 1989 |
|
SU1798075A1 |
| Горелка для сварки магнитоуправляемой дугой | 1989 |
|
SU1782702A1 |
| Горелка для сварки магнитоуправляемой дугой | 1988 |
|
SU1590258A1 |
| УСТРОЙСТВО ДЛЯ ДУГОВОЙ МНОГОЭЛЕКТРОДНОЙ СВАРКИ | 2003 |
|
RU2272699C2 |
| Токоподводящее устройство | 1979 |
|
SU821093A1 |
| Горелка для дуговой сварки с увели-чЕННыМ ВылЕТОМ плАВящЕгОСя элЕКТРОдА | 1979 |
|
SU846164A1 |
| Горелка для дуговой сварки | 1983 |
|
SU1113222A1 |
Использование: дуговая сварка в среде защитного газа неплавящимся электродом. Сущность изобретения: горелка содержит сопло 1, внутри которого размещена спираль 2, а в ней - подвижный стержень 3, выполненный из двух частей, из ферромагнитного материала со стороны раббчего торца горелки и из неэлектропроводного материала со стороны нерабочего торца горелки. На стержне 3 установлена токопод- водящая шайба из двух установленных одна в другой втулок 4 и 6. Втулка б выполнена с фланцем, диаметр которого больше внутреннего диаметра спирали 2. При подаче сварочного тока магнитный поток спирали 2 поднимает стержень 3 и восстанавливает дуговой промежуток в автоматическом режиме. Это обеспечивает ликвидацию оборудования и операции, направленных на возбуждение сварочной дуги. 2 ил.
| Горелка для магнитоуправляемой дуговой сварки | 1983 |
|
SU1094688A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
| Горелка для сварки магнитоуправляемой дугой | 1985 |
|
SU1294524A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
