Известны головки для автоматической сварки кольцевых соединений, например труб с трубными досками, цилиндрической дугой, перемещаемой вдоль шва с помощью магнитного поля, содержащие кольцевой неплавящийся электрод, расположенный над свариваемыми кромками, и катушку возбуждения.
Предлагаемая головка отличается от известных тем, что внутри кольцевого электрода по его оси помещен стержень из ферромагнитного материала, один конец которого утоплен относительно уровня рабочей поверхности кольцевого электрода на величину не более 3 мм. Такое выполнение головки упрощает конструкцию и улучшает качество сварки.
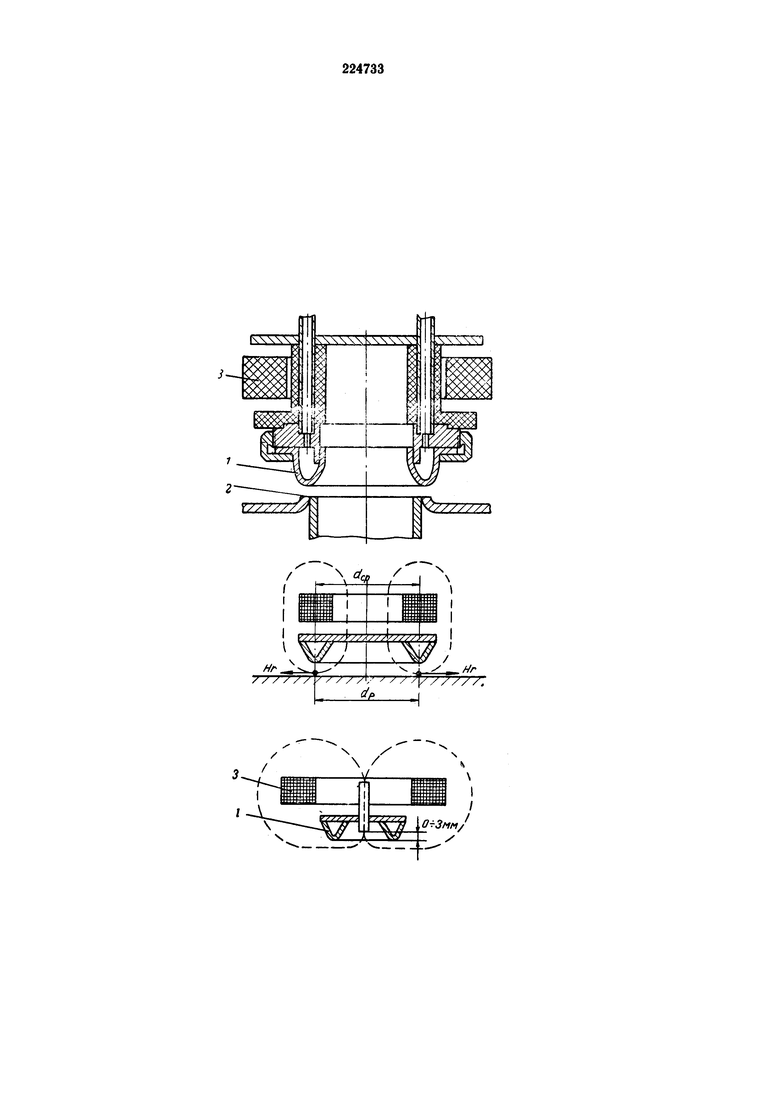
На чертеже представлена конструкция предлагаемой головки для автоматической сварки.
Головка содержит кольцевой неплавящийся электрод 1, расположенный над свариваемыми кромками 2 и катушку возбуждения 3. Ферромагнитный стержень обеспечивает преобладание в рабочем зазоре радиальной составляющей магнитного поля Hr, которая осуществляет перемещение (вращение) дуги.
Для преобладания радиальной составляющей магнитного поля в рабочем зазоре средний диаметр катушки возбуждения dcp должен быть равен диаметру кольцевого неплавящегося электрода dp.
Однако, по конструктивным соображениям, с уменьшением диаметра привариваемых труб соблюдение условий равенства диаметров катушки и электрода становится все более затруднительным. Поэтому диаметр катушки возбуждения часто выбирают больше диаметра электрода, чем заведомо ухудшают условия для магнитного поля в рабочем зазоре. Увеличение диаметра катушки возбуждения позволяет использовать освободившееся пространство для крепления электрода, который обычно выполняется охлаждаемым и легкосменным.
В случае применения стержня из ферромагнитного материала при среднем диаметре катушки возбуждения, превышающем диаметр электрода, магнитные силовые линии оттягиваются в направлении от периферии к центру и проходят через ферромагнитный стержень. Дойдя до конца последнего, линии меняют свое направление почти на 90° и проходят сквозь воздушный рабочий зазор под электродом в радиальном направлении.
Оптимальный эффект от введения стержня из ферромагнитного материала достигается в случае, когда конец стержня утоплен относительно уровня рабочей поверхности кольцевого электрода вглубь головки на величину не более 3 мм.
В случае использования вместо катушки возбуждения магнитного поля кольцевого постоянного магнита положительный эффект от применения стержня из ферромагнитного материала остается в силе.
Предложенная конструкция головки обеспечивает возможность приварки труб широкого диапазона диаметров при нарушении равенства диаметров катушки возбуждения и неплавящегося электрода, снижает влияние материала и конфигурации свариваемого изделия на магнитное поле, т.е. в конечном итоге приводит к улучшению качества сварки.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для обработки магнитоуправляемой дугой | 1983 |
|
SU1094689A1 |
| Устройство для сварки магнитоуправляемой дугой | 1989 |
|
SU1682075A1 |
| Горелка для сварки магнитоуправляемой дугой | 1991 |
|
SU1796374A1 |
| Способ соединения трубы с трубной доской | 1981 |
|
SU1098725A1 |
| Способ сварки кольцевых соединений магнитоуправляемой дугой | 1990 |
|
SU1775252A1 |
| УСТРОЙСТВО для СВАРКИ НЕПОВОРОТНЫХ стыков ТРУБ | 1970 |
|
SU288197A1 |
| Способ сварки магнитоуправляемой дугойКОльцЕВыХ СОЕдиНЕНий и уСТРОйСТВО дляЕгО ОСущЕСТВлЕНия | 1975 |
|
SU795794A1 |
| УСТРОЙСТВО для СВАРКИ ВНУТРЕННИХ КОЛЬЦЕВЫХ ШВОВ | 1971 |
|
SU308833A1 |
| СВАРОЧНАЯ ГОЛОВКА ДЛЯ СВАРКИ И НАПЛАВКИ ИЗДЕЛИЙ В СРЕДЕ ЗАЩИТНОГО ГАЗА | 2000 |
|
RU2194598C2 |
| СПОСОБ СОЕДИНЕНИЯ ТРУБНЫХ ДОСОК И ТРУБ ПРИ ИЗГОТОВЛЕНИИ ТЕПЛООБМЕННИКА И ТЕПЛООБМЕННИК | 2008 |
|
RU2488470C2 |
1. Головка для автоматической сварки цилиндрической дугой кольцевых соединений, например труб с трубными досками, содержащая кольцевой неплавящийся электрод диаметром, соответствующим диаметру свариваемого шва, и устройство для возбуждения магнитного поля, отличающаяся тем, что, с целью упрощения оборудования и улучшения качества сварки, внутри кольцевого электрода по его оси помещен стержень из ферромагнитного материала.
2. Головка по п. 1, отличающаяся тем, что один конец стержня из ферромагнитного материала утоплен относительно уровня рабочей поверхности кольцевого электрода на величину не более 3 мм.
