Изобретение относится к сварочному производству, в частности к устройствам для сварки труб с трубными решетками электрической дугой, вращающейся в магнитном поле.
Целью изобретения является повышение качества сварки путем стабилизации дуги.
1 На чертеже представлено устройство, разрез-,
Устройство содержит кольцевой неплавящийся электрод 1, в полости которого по оси изолированно установлен ферромагнитный стержень 2. Устройство имеет управляющую магнитную систему, в которую входит магнитопровод 3 броневого типа, на сердечнике которого установлена магнит- наяф катушка 4 и съемный магнитопровод 5.
На чертеже показаны свариваемая труба 6 и трубная решетка 7. Торец ферромагнитного стержня 2 и наружная поверхность съемного магнитопровода 5 расположены в одной плоскости. Сменное опорное кольцо
8имеет радиальные газоотводящие каналы
9и выполнено из электроизоляционного и термостойкого материала. На торце ферромагнитного стержня жестко установлен немагнитный центратор 10.
Устройство работает следующим образом
Ценгратор 10 устанавливают в отверстии свариваемой трубы 6 и опорное кольцо 3 прижимают к трубной решетке 7, задавая длину дуги между изделием и рабочей поверхностью электрода. При подключении магнитной катушки 4 к источнику постоянного тока силовые линии управляющего маг- нитного поля замыкаются через магнитопровод 3, стержень 2, сьемный магнитопровод 5 и образуют радиальное магнитное поле в зоне горения дуги. Ферромагнитный стержень 2 исключает искажение и обеспечивает равномерность управляющего радиального магнитного поля.
Опорное кольцр 8 обеспечивает постоянство длины сварочной дуги, а немагнитный центратор 10 - концентричное расположение кольцевого электрода относительно свариваемого стыка.
После подключения электрода и изделия к источнику сварочного тока высоковольтным напряжением осциллятора пробивается дуговой промежуток и возбуждается сварочная дуга.
За счет взаимодействия дуги с радиальным магнитным полем обеспечивается перемещение дуги по свариваемому стыку. Многократное движение дуги позволяет
получить требуемую геометрию сварного шва.
Центратор позволяет механизировать цикл сварки, повысив производительность процесса, а использование центратора как
уплотнителя полости трубы - уменьшить расход защитного газа при улучшении качества защиты металла сварочной ванны.
Формула изобретения
Устройство для сварки магнитоуправляемой дугой, содержащее магнитную катушку, магнитопровод броневого типа, кольцевой неплавящийся электрод, по оси
которого расположен ферромагнитный стержень и съемный магнитопровод с отверстием, отличающееся тем, что, с целью повышения качества сварки путем стабилизации дуги, оно снабжено сменным
электроизоляционным,термостойким опорным кольцом с радиальными газоот- водящими каналами на торце и соосным с кольцевым электродом немагнитным центратором, при этом торец ферромагнитного стержня и наружная поверхность съемного магнитопровода расположены в одной плоскости, опорное кольцо установлено в отверстии магнитопровода, а центратор жестко установлен на торце
ферромагнитного стержня.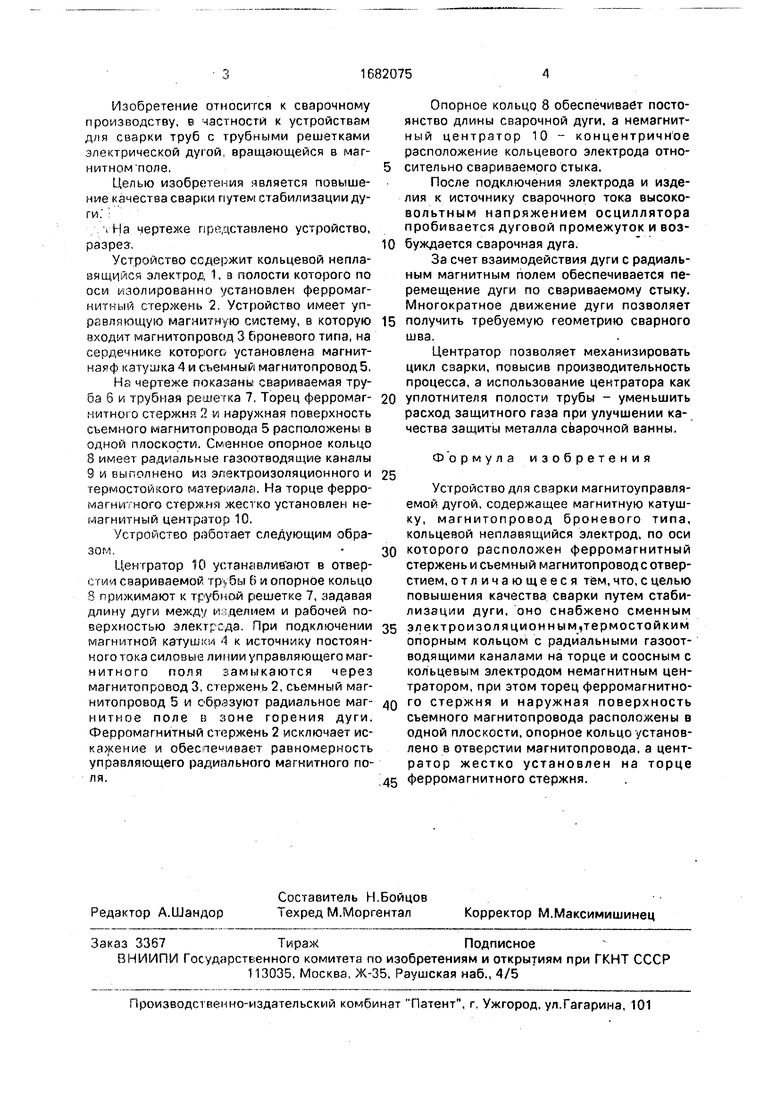
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для обработки магнитоуправляемой дугой | 1983 |
|
SU1094689A1 |
| Устройство для обработки магнитоуправляемой дугой | 1984 |
|
SU1189618A1 |
| ГОЛОВКА ДЛЯ АВТОМАТИЧЕСКОЙ СВАРКИ ЦИЛИНДРИЧЕСКОЙ ДУГОЙ | 1967 |
|
SU224733A1 |
| Устройство для электродуговой приварки труб к трубным решеткам | 1977 |
|
SU732105A1 |
| Устройство для сварки магнитоуправляемой дугой | 1986 |
|
SU1409426A1 |
| Способ сварки кольцевых соединений магнитоуправляемой дугой | 1990 |
|
SU1775252A1 |
| УСТРОЙСТВО для СВАРКИ ВНУТРЕННИХ КОЛЬЦЕВЫХ ШВОВ | 1971 |
|
SU308833A1 |
| Горелка для сварки магнитоуправляемой дугой | 1991 |
|
SU1796374A1 |
| Устройство для точечной сварки неплавящимся электродом в защитных газах | 1980 |
|
SU956193A1 |
| УСТРОЙСТВО для СВАРКИ НЕПОВОРОТНЫХ стыков ТРУБ | 1970 |
|
SU288197A1 |
Изобретение относится к сварочному производству, в частности к устройствам 10 для сварки труб с трубными решетками электрической дугой, вращающейся в магнитном поле. Цель изобретения - повышение качества сварки путем стабилизации дуги. Устройство состоит из кольцевого неплавящегося элекатрода 1, ферромагнитного стержня 2, магнитопровода 3 броневого типа с катушкой 4, съемного магнитопровода 5 и сменного опорного кольца 8. На торце стержня 2 установлен центратор 10, а торец стержня расположен в одной плоскости с наружной поверхностью съемного магнитопровода 5. Применение устройства позволяет обеспечить равномерность управляющего магнитного поля, стабилизировать дуговой промежуток, уменьшить расход защитных газов и механизировать цикл сварки. 1 ил. (Л С /V $4- о 00 кэ о ел 
| Способ сварки кольцевых швов, например, стыков труб | 1958 |
|
SU122560A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
| Реактивная дисковая турбина | 1925 |
|
SU1958A1 |
| Устройство для обработки магнитоуправляемой дугой | 1983 |
|
SU1094689A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
