Изобретение относится к области электронного приборостроения и может быть использовано при изготовлении электровакуумных и полупроводниковых приборов с диаметром входных оптических окон до 5 мм в виде двояковыпуклой линзы.
Цель изобретения снижение трудоемкости и стоимости процесса изготовления входного окна. Для этого изготавливают штабик заданной величины, размеры которого соответствуют следующему соотношению
0,5≅  ≅ 1, где l длина штабика; d диаметр штабика.
≅ 1, где l длина штабика; d диаметр штабика.
Изготовление линзы осуществляют путем термообработки одновременно собранных штабика и корпуса прибора в электрической печи в течение 40-60 мин при температуре на 220-240оС выше температуры, определяемой началом горизонтального участка дилатометрической кривой удлинения образца применяемого стекла, причем максимальное время нагрева, а также охлаждения корпуса на участке от верхней температуры отжига применяемого стекла до максимальной температуры термообработки выбирают меньшим половины времени выдержки при максимальной температуре.
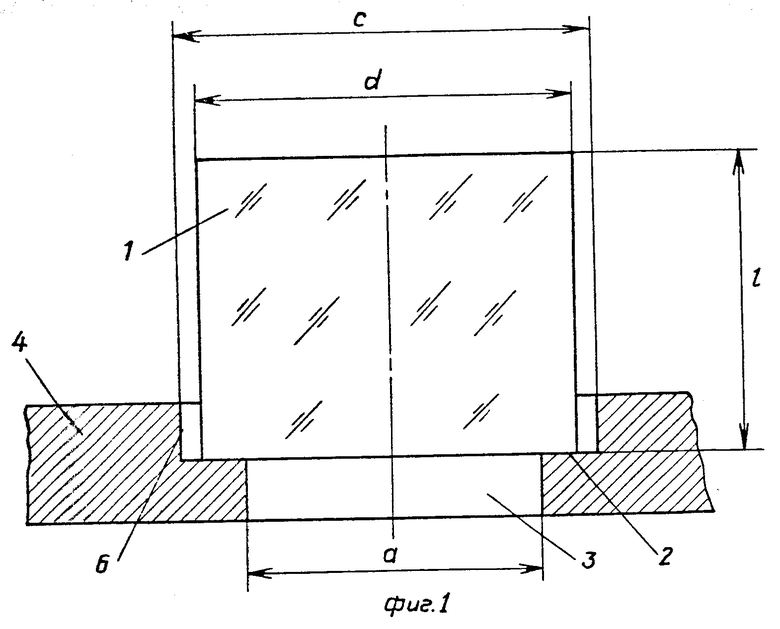
На фиг. 1 представлена схема установки стеклянного штабика в отверстие металлического корпуса; на фиг. 2 схема установки штабика в отверстие металлического корпуса; на фиг. 3 изображены получаемая линия оптического входного окна, вакуумно-плотно соединенная с металлом корпуса.
Отрезок стеклянного штабика 1 из дротового стекла состава С52"-1 диаметром 1-5 мм и длиной 0,5-4 мм устанавливают на уступ 2 отверстия 3 в держателе 4 линзы, например, из сплава 29НК. Собранные детали помещают в электропечь и производят нагрев сначала до верхней температуры отжига 545оС с известной скоростью, обеспечивающей целостность стеклянного штабика, например не выше 30 град/мин, затем до температуры 830-850оС за время 20-30 мин или быстрее с одновременной подачей в печь инертной среды. При достижении температуры в электропечи 830-850оС осуществляют выдержку при этой температуре 40-60 мин. Затем производят охлаждение сначала до верхней температуры отжига за время 20-30 мин или быстрее, далее температуру снижают с известной скоростью, обеспечивающей целостность линзы, например, не выше 20 град/мин. За время выдержки деталей при максимальной температуре стекло имеет определенную вязкость, которая позволяет деформироваться стеклянному штабику (вязкое течение), в результате чего стекло движется вертикально вниз, протекая через отверстие в корпусе, и в стороны. Силы поверхностного натяжения формируют стеклянную заготовку в виде двояковыпуклой линзы 5, вакуумно-плотно соединенной с держателем линзы. Вместо штабика можно применять стеклянный шарик (из дротового стекла) 6 определенной массы, которая будет зависеть от конфигурации отверстия в держателе линзы.
Таким образом, использование предложенного способа позволяет снизить трудоемкость процесса за счет того, что отпадает необходимость изготавливать отдельно линзу, а затем вклеивать ее в корпус, а также повысить качество самой линзы, так как при указанном способе поверхность стекла линзы не имеет дефектов, являющихся неизбежными при изготовлении линз механической обработкой (например, шлифовкой и полировкой).
| название | год | авторы | номер документа |
|---|---|---|---|
| СТЕКЛОКЕРАМИКА, СПОСОБ ЕЕ ПОЛУЧЕНИЯ И ЗАЩИТНАЯ КОНСТРУКЦИЯ НА ЕЕ ОСНОВЕ | 2001 |
|
RU2176624C1 |
| Проходная электропечь сопротивления для термообработки | 1989 |
|
SU1740931A1 |
| Способ изготовления солнцезащитной офтальмологической линзы с переменным коэффициентом пропускания по поверхности | 1982 |
|
SU1090667A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ОПТИЧЕСКИХ ЭЛЕМЕНТОВ СО СФЕРИЧЕСКОЙ ПОВЕРХНОСТЬЮ | 1992 |
|
RU2039017C1 |
| Оптический элемент и способ его изготовления | 2016 |
|
RU2637362C1 |
| Композиционный материал | 1989 |
|
SU1759557A1 |
| Способ получения заготовок из фторидного стекла | 1990 |
|
SU1740333A1 |
| СТЕНД ЛАЗЕРНОЙ ЗАКАЛКИ ОПОРНОЙ ПОВЕРХНОСТИ ИГЛ ВРАЩЕНИЯ ВЫСОКОСКОРОСТНЫХ ЦЕНТРИФУГ | 2012 |
|
RU2527979C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ФОРМОВАННОГО ИЗДЕЛИЯ, ОПОРНЫЙ ЭЛЕМЕНТ И ФОРМУЮЩЕЕ УСТРОЙСТВО | 2006 |
|
RU2417959C2 |
| СПОСОБ ПОЛУЧЕНИЯ ВЫСОКОКРЕМНЕЗЕМНОГО ПОРИСТОГО СТЕКЛА С МАГНИТНЫМИ СВОЙСТВАМИ | 2013 |
|
RU2540754C1 |


СПОСОБ ИЗГОТОВЛЕНИЯ ОПТИЧЕСКОГО ВХОДНОГО ОКНА, включающий изготовление стеклянного штабика и держателя линзы, установку штабика на горизонтально расположенную кольцевую поверхность уступа отверстия держателя линзы, изготовление линзы термообработкой штабика, отличающийся тем, что, с целью снижения трудоемкости и стоимости процесса изготовления входного окна, термообработку штабика проводят в течение 40 60 мин при температуре, на 220 240oС выше температуры, определяемой началом горизонтального участка дилатометрической кривой удлинения стекла, причем время нагрева и охлаждения на участке от верхней границы зоны отжига стекла и температурой термообработки выбирают меньшим половины времени выдержки термообработки.
| ВОДОПРОВОДНЫЙ КРАН | 1991 |
|
RU2023928C1 |
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
