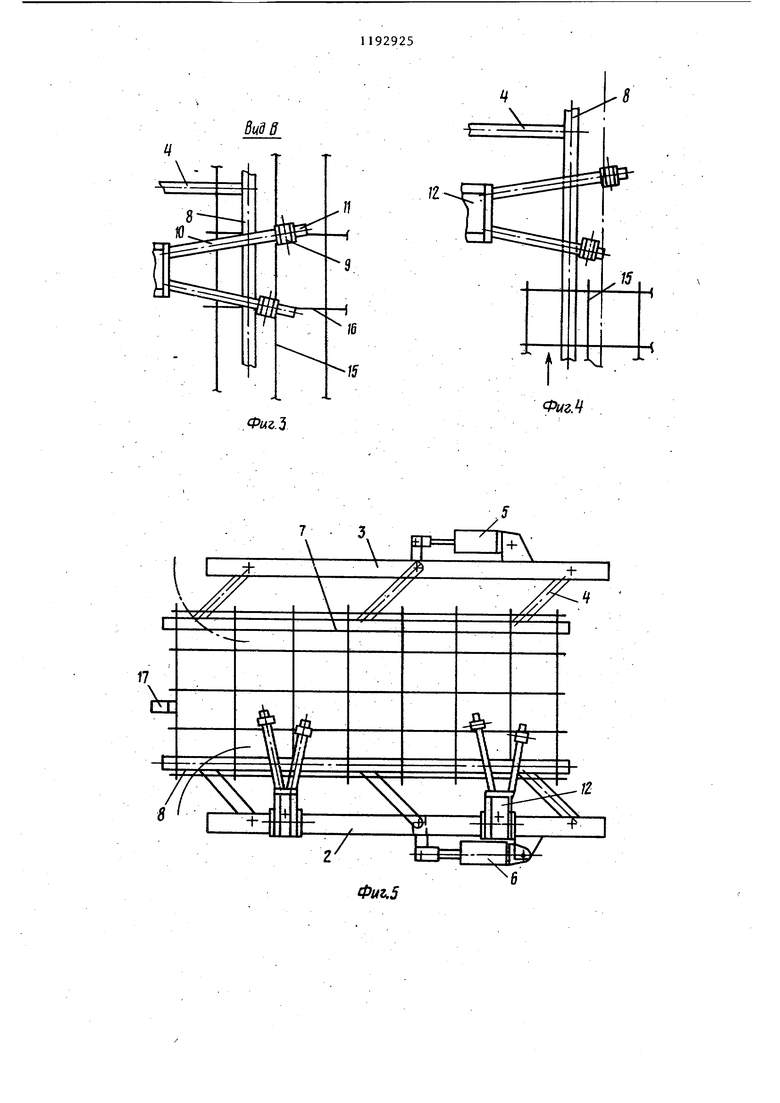
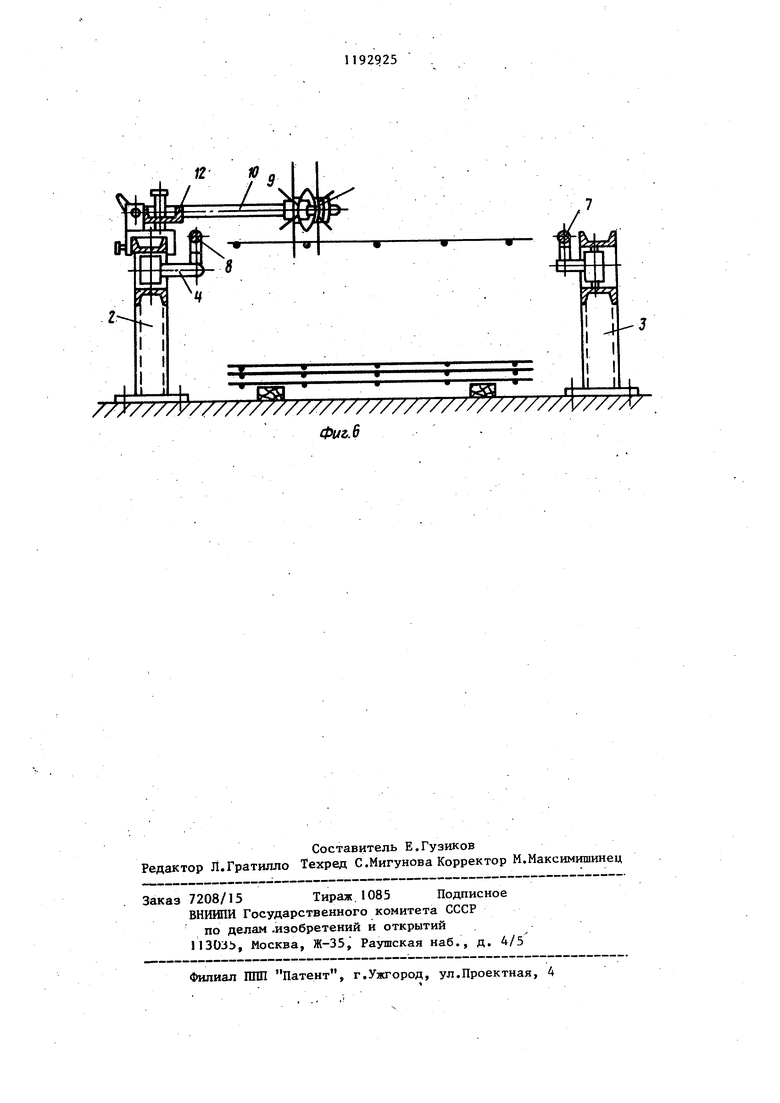
Изобретение относится к строител ной промышленности и может быть использовано при изготовлении сварных сеток для армирования железобет на. Целью изобретения является повышение производительности путем сокр щения времени переналадок при измен нии ширины сетки. На фиг о 1 показан пакетировщик, поперечное сечение; на фиг. 2 - сеч ни,е А-А на фигЛ; на фиГоЗ - вид В на фиг Л; на фиг. 4 - вход торца сетки в зону звездочек (штрихпунктиром показано заданное положение продольного стержня, стрелкой - нап равление движения сетки); на фиг. 5 начало сброса сетки, вид сверху; на фиг о 6 - момент сброса сетки. На неподвижном основании 1 закр лены рамы 2 и 3 , на которых с пом щью шарнирных звеньев 4 смонтирова подвижные от приводов.5-и 6 опорны направляющие 7 и 8. Звездочки 9 смонтированы с возможностью свободного вращения на осях 10 и зафиксированы от осевого смещения стопорными втулками 11. Оси 10 закреплены на кронштейне 12 шарнирно связанном с рамой 2 и снабженном винтовым упором 13, служащим для фиксации рабочего положения осей 10,которые развернуты относительно друг друга под острьи утлом. В процессе наладки звездочки 9 устанавливают на осях IО с помощью втулок 11 и по высоте с помощью упора 13 так, чтобы лучи 14 звездочек 9 при выходе из зацепления со свариваемой сеткой точно фиксировали в поперечном направлении продольный стержень 15 сетки. В процессе работы торец продольного стержня 15 ловится при входе торца сетки в зону звездочек, так как звездочки развернуты. Благодаря взаимодействию поперечных стержней 16 сетки с лучами 14 звездочки 9 вращаются, что обуславливает поперечное перемещение в заданное положение и фиксацию в этом положении продольного стержня 15, а следовательно, и всей сет КИо При начале сброса сетки в накопитель звездочки 9 не препятствуют перемещению сетки до упора 17, но препятствуют поперечному смещению сетки при выходе из-под сетки опорных направляющих 7 и 8. В конце сброса сетки в накопитель лучи 14 препятствуют поперечному смещению сетки до полного выхода из-под нее направляющих 7 и 8 и ориетируют ее падение в накопитель« При изъятии пакета сеток кронштейн 12 откидывают в сторону. Использование предлагаемого изобретения не требует переналадки при изменении ширины свариваемой сетки, так как фиксация поперечного положения сетки ведется по одному из средних продольных стержней, а средние электроды при переналадке сварочной машины не переставляется, т ,е. поперечное положение фиксируемого стержня не меняется. Кроме того, конструкция упрощается за счет исключения сложных фигурных опорных направляющих и разрезных боковых направляющих.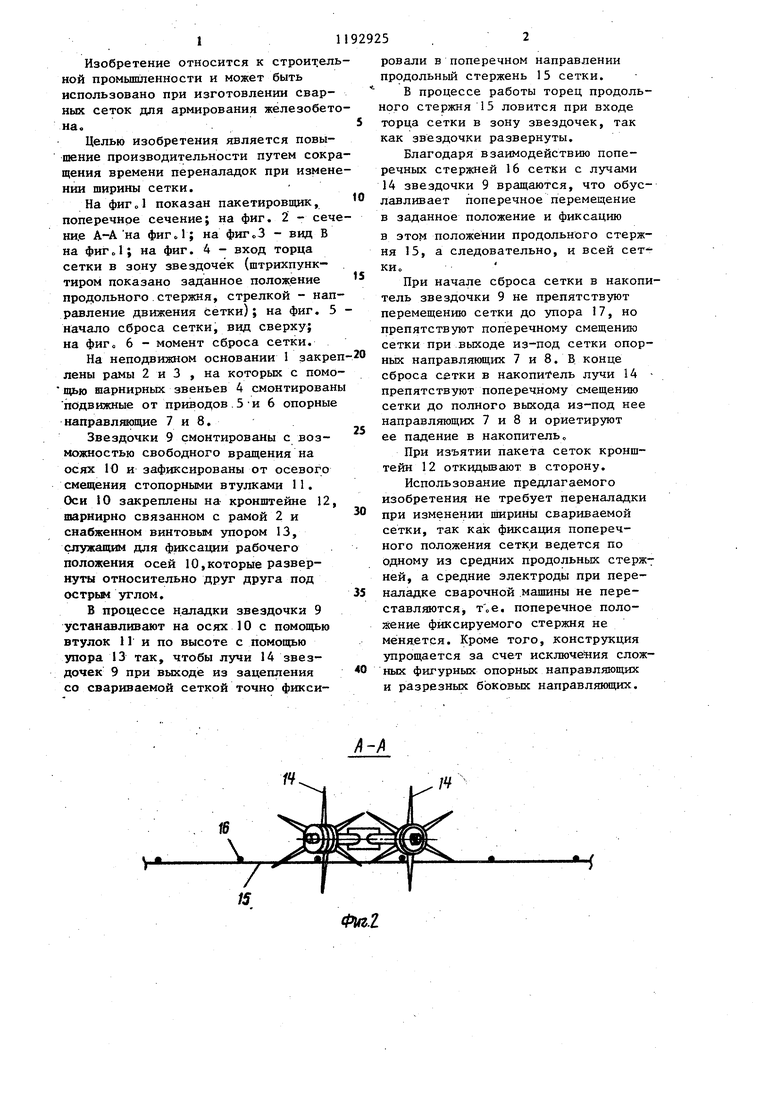
| название | год | авторы | номер документа |
|---|---|---|---|
| Пакетировщик для сварных сеток | 1983 |
|
SU1117175A1 |
| Устройство для приема и сброса арматурных сеток | 1990 |
|
SU1745487A1 |
| Пакетировщик для сварных сеток | 1974 |
|
SU554984A1 |
| Приемно-пакетирующее устройство | 1982 |
|
SU1142249A1 |
| Устройство для изготовления сварных сеток | 1989 |
|
SU1632701A1 |
| Устройство для непрерывного изготовления плоских арматурных сеток | 1989 |
|
SU1622100A1 |
| АВТОМАТИЧЕСКАЯ ЛИНИЯ ДЛЯ ИЗГОТОВЛЕНИЯ СЕТОК | 2004 |
|
RU2270082C1 |
| Пакетировщик для сварных сеток | 1990 |
|
SU1723283A1 |
| Пакетировщик для сварных сеток | 1988 |
|
SU1609599A1 |
| Линия для сварки арматурных сеток | 1985 |
|
SU1326413A1 |
ПАКЕТИРОВЩИК ДЛЯ СВАРНЫХ СЕТОК, содержащий установленные на неподвижном оснований рамы шарнирно закрепленные на раме приводные опорные направляющие для сетки и механизм ориентации сетки при установке ее в накопитель, отличающийс я тем, что, с целью повышения производительности путем сокращения времени переналадок при изменении ширины сетки, механизм ориентации выполнен в виде по крайней мере одной пары звездочек, смонтированных с возможностью свободного вращения на осях, установленных на рамах вьш1е опорных направляющргх, плоскость. сл вращения каждой звездочки располо- жена под острым углом к продольной оси пакетировщика ;0 ю со к: ел Фиг.1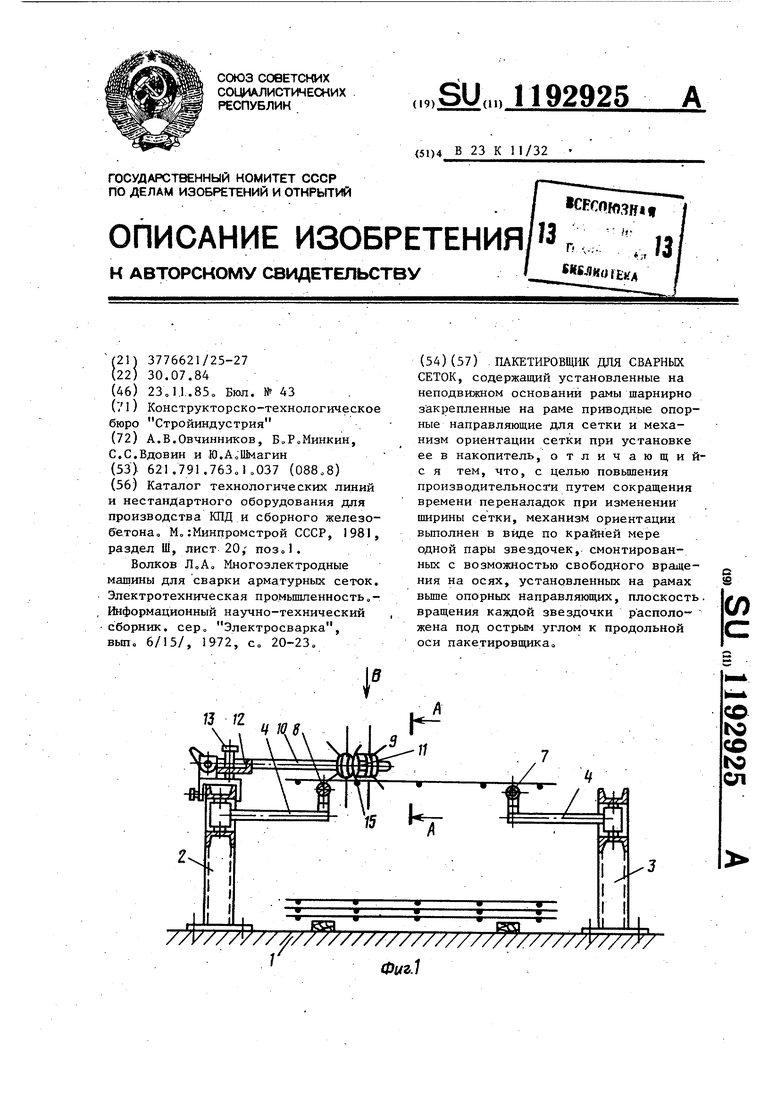
ВцдВ
1 12 Ю
| Каталог технологических линий и нестандартного оборудования для производства КПД и сборного железобетонао М„ :Минпромстрой СССР, 1981, раздел Ш, лист 20, поз | |||
| Волков ЛоАо Многоэлектродные машины для сварки арматурных сеток | |||
| Электротехническая промьшшенность Информационный научно-технический сборник, сер о Электросварка, выл 6/15/, 1972, Со 20-23 | |||
| Способ гальванического снятия позолоты с серебряных изделий без заметного изменения их формы | 1923 |
|
SU12A1 |
