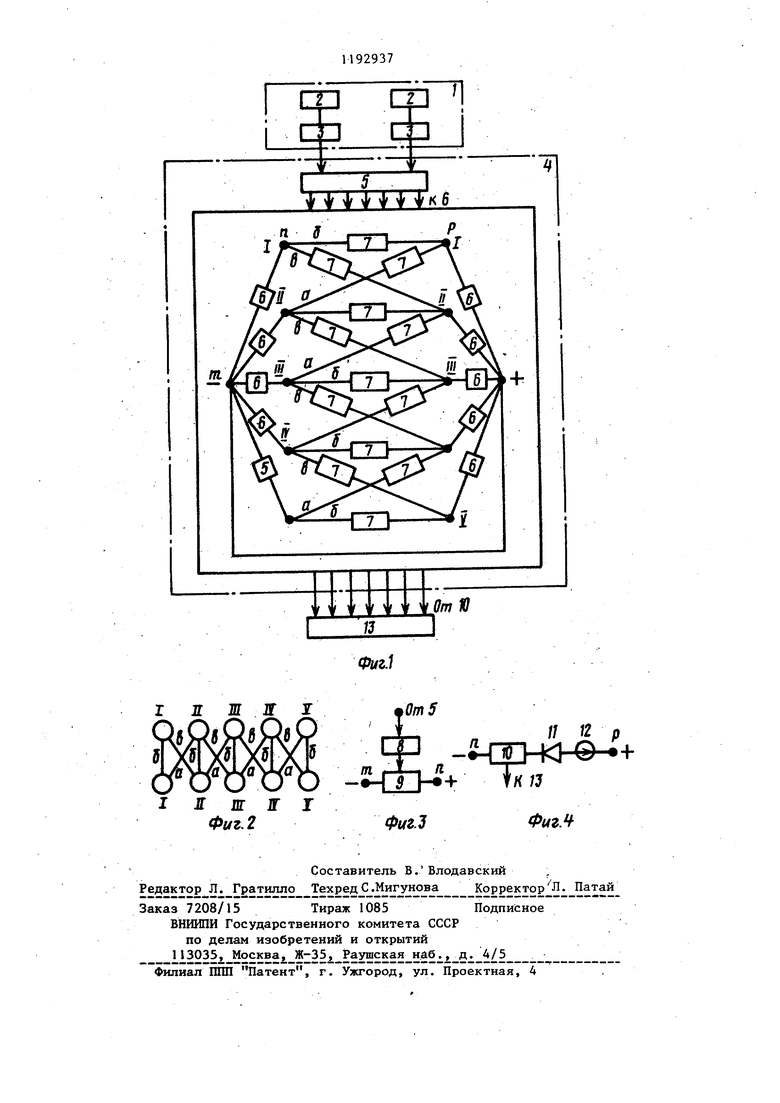
ю ю ф со Йзо.бретение относится к машиностроению и приборостроению и может , быть использовано для сборки пре. цизионных пар, например, гидроили пневмоаппаратуры. Целью изобретения является расширение технологических возможностей устройства за счет выбора максимально возможного числа прецизион |ных пар с приоритетным из общего по тя допуска размером замыкающего г - звена при минимальной величине не;завершенного производства. На фиг. 1 показана блок-схема устройства для автоматической селек тинной сборки прецизионных пар; на фиг. 2 - сборочная схема; на фиг. 3 схема элемента памяти результатов измерений; на фиг. 4 - схема элемента счета комплектов. : Устройство для автоматической селективной сборки прецизионных пар (фиг. 1 ) содержит контрольносортировочный блок 1, включающий измерительные позиции для базовой и сопрягаемой деталей 2 и сортирово ные элементы 3, определяющие номер селективной группы измеренной детали. Выход блока ,1 подключен к входу блока 4 выбора комплектов деталей, содержащему распределитель 5 импуль сов, входы которого подключены к выходам сортировочных элементов 3, и элементы 6 памяти результатов измерений, соединенные в соответствии со сборочной схемой. Между разнопол ньми выходами элементов 6 памяти ре зультатов измерений базовой и сопря гаемой деталей подключен элемент 7 счета комплектов, а вторые разнополюсные выходы элементов 6 памяти соединены между собой. Элементы 6 памяти {фиг. 1) обозначены одноименно с селективными группами сборочной схемы (фиг. 2) и точки их соединения соответствуют условиям сборки: комплектоваться мо гут не только одноименные, но и соседние селективные группы, образуя различные пути комплектования. Так, при сборке группы II базово детали с группой Г сопрягаемой дета .ли образуются пары с минимальным зн чением замыкающего звена (путь комп лектования а). Сборка той же групп II базовой детали с группой II сопр гаемой позволяет получать пары со средним значением замыкающего звена ( путь б ), ас группой ГГТ сопрягаемой - с максимальным значением замыкающего звена (путь в). Количество значений размера замыкающего звена соответствует числу путей комплектования, которое зависит от точности измерения и сортировки деталей, т.е. от величины селективной группы. Таким образом, возникает возможность образования прецизионных пар с различными значениями замыкающего звена, одно из которых может быть приоритетным относительно других. Каждый из элементов 6 памяти результатов измерений содержит сумматор 8 импульсов (фиг. 3) и преобразователь 9 код-ток. Выход распределителя 5 импульсов подключен к входам сумматоров 8 импульсов элементов 6 памяти, выход каждого сумматора подключен к входу соответствующего преобразователя 9 кодток. На каждом пути комплектования между разнополюсными выходами элементов 6 памяти базовой и сопрягаемой деталей последовательно подключены . элементы 7 счета комплектов, содержащие последовательно соединенные измеритель 10 тока (фиг. 4), ключевой диод 11 и задатчик 12 эталонного сигнала, выполненный в виде регули- руемогр источника напряжения. Выход каждого измерителя 10 тока элемента 7 счета комплектов подключен к блоку 13 сборки. Дпя каждой базовой и сопрягаемой деталей границы селективных групп определены заранее. Устройство для автоматической селективной сборки прецизионных пар работает следующим образом. При поступлении в устройство партии деталей производится их измерение и сортировка на размерные ( селективные группы. Для этого базовые и сопрягаемые детали подаются на соответствующие измерительные позиции 2 контрольно-сортировочного блока 1, где по результату измерения сортировочный элемент 3 опреде,ляет номер селективной группы детали. После измерения каждой детали в распределитель 5 импульсов поступает сигнал о наличии детали и номере ее селективной группы. Распределитель 5 подает импульс в элемент
31
6 памяти, соответствующий данной селективной группе. При этом сумматор
8накапливает импульсы, соответствующие количеству деталей в данной селективной группе. С выхода сумматора 8 сигнал, пропорциональный количеству деталей в данной грзтпе, поступает на вход преобразователя
9код-ток. На выходе преобразователя формируется сигнал постоянного .то.ка, пропорциональный числу импульсов, поступивших в данный элемент
6 от контрольно-сортировочного блока 1, т.е. пропорциональный количеству деталей в данной свлективной- группе.
После обработки контрольно-сортировочным блоком 1 всей партии деталей в элементе 6 памяти образуется полная информация о распределении деталей по группам в виде.
встречно направленных токов, различных по величине.
В соответствии с принципом экстремальности для электрических цепей распределение токов в схеме, соответствующей схеме сборки прецизионной пары, обеспечивает минимум мощности, поглощаемой источниками 12 напряжений. Ток в каждой ветви электрической схемы, соответствующей элементам 7 счета, определяется измерителем 10 тока и пропорцийнален количеству прецизионных пар,. . собираемых на данном пути комплектования, т.е. числу деталей из сопря -
29374
гаеных селективных групп, которое необходимо отобрать для попарной сборки.
Приоритетность отбора прецизион5 ных пар с определенньм значением
замыкающего звена в заданном поле допуска обеспечивается установкой величины напряжения на каждом зада тчике 12 эталонного сигнала, пропорциональной значению замыкающего звена при сборке данных селективной группы деталей, что позволяет уменьшить ток в ветвях, соответствующих путям комплектования с неприоритет15 ными значениями замыкающего звена, в.то же время, обеспечив пропускание максимального тока через ветви, соответствующие путям комплектования с приоритетным значением замыкающего звена.
Сборка деталей в пары осуществляется в блоке 13 на основе вьщанной измерителем 10 тока информации о
25 количестве деталей из каждой селективной группы, которое необходимо направить на сборку.
После того, как определены пары деталей и произведена их сборка, к
30 контрольно-сортировочному блоку 1
подается новая партия деталей. Детали, оставшиеся от прёдьщущей партии и составляющие незавершенное производство минимальной для данного случая величийы, могут быть смешаны с вновь поступившими деталями.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для автоматической селективной сборки узлов | 1981 |
|
SU986699A1 |
| Устройство для автоматической селективной сборки подшипников качения | 1984 |
|
SU1257426A1 |
| Устройство для обработки информации о комплектовании многопараметрических деталей | 1983 |
|
SU1190378A1 |
| Система управления селективной сборкой | 1979 |
|
SU1054016A1 |
| СПОСОБ КОМПЛЕКТОВАНИЯ ДЕТАЛЕЙ ПРИ СЕЛЕКТИВНОЙ СБОРКЕ РАДИАЛЬНО-УПОРНЫХ ШАРИКОПОДШИПНИКОВ | 1998 |
|
RU2141582C1 |
| Устройство для обработки информации о комплектовании партии деталей | 1986 |
|
SU1425718A1 |
| Устройство для обработки информации о комплектовании партий деталей | 1984 |
|
SU1245355A1 |
| Способ комплектования деталей при селективной сборке конических роликоподшипников | 1988 |
|
SU1594305A1 |
| Устройство для обработки информации о комплектовании пар деталей | 1982 |
|
SU1080150A1 |
| КОНТРОЛЬНО-СОРТИРОВОЧНЫЙ КОМПЛЕКС | 1990 |
|
RU2023571C1 |
УСТРОЙСТВО ДЛЯ АВТОМАТИЧЕСКОЙ СЕЛЕКТИВНОЙ СБОРКИ ПРЕЦИЗИОННЫХ ПАР, содержащее связанные между собой контрольно-сортировочный блок, блок сборки и блок выбора комплектов деталей, включающий распределитель импульсов, подключенные к нему в соответствии со сборочной схемой элементы памяти результатов измерений и элементы счета комплектов, включающие последовательно соединенные ключевой диод и измеритель тока, отличающееся тем, что, с целью расширения технологических возможностей, каждый элемент счета комплектов содержит задатчикЭталонного сигнала, подключенный последовательно к ключевому диоду, и подключен между разнополюсными выходами элементов памяти результатов измереi ний базовой и сопрягаемой деталей, а вторые разнополюсные выходы эле(О ментов памяти соединены между собой.
| Устройство для автоматической селективной сборки узлов | 1981 |
|
SU986699A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
