Изобретение относится к машиностроению и может быть использовано в гибких производственных системах для автоматизации операций контроля и сортировки деталей на группы качества, например, для последующей сборки прецизионных пар.
Известна роторно-конвейерная машина для изготовления и контроля изделий типа тел вращения, содержащая транспортную цепь с клещевыми захватами Г-образной формы, распределенными на последовательно расположенные группы с количеством захватов в каждой группе, равным числу номенклатур изделий, подпружиненную рамку, установленную с возможностью взаимодействия с копиром и роликами одной группы захватов.
Недостатком устройства является то, что сортировка может производиться на ограниченное число групп, лимитированное длиной транспортной цепи.
Известна транспортная система гибкой автоматической линии, содержащая транспортер с деталями в многоместных кассетах и устройством позиционирования в виде поворотного барабана, технологические механизмы и автооператоры, установленные вдоль транспортера.
Недостатком устройства является сложность конструкции и отсутствие гибкости (при переходе на дpугой типоразмер кассет).
Известен магазин приспособлений-спутников, содержащий вертикальный накопитель кольцевого типа, робот-штабелер, приводные столы для перегрузки спутников, технологическое оборудование.
Известно устройство для манипулирования изделиями при обработке на станках, содержащее вертикальный склад-накопитель, манипуляторы-штабелеры, технологическое оборудование.
Недостатком этих устройств является невозможность работы с деталями, установленными в многоместные кассеты.
Наиболее близким по технической сущности к изобретению является выбранный в качестве прототипа робототехнический комплекс, содержащий технологическое оборудование с оснасткой, склад-накопитель с краном-штабелером, сменные магазины с кассетами, стол с поворотной платформой, механизмы поштучной выдачи заготовок из кассет и поштучного приема готовых изделий в кассеты со штоками, промышленный робот с двумя руками.
Недостатком комплекса является невозможность работы с прецизионными деталями вследствие неизбежности повреждений прецизионных поверхностей при заполнении ими кассет. Необходимая ориентация деталей в кассете обеспечивается только для деталей с плоскими опорными поверхностями. Приводной стол не позволяет производить переналадку на другие типы кассет и имеет три степени подвижности. Кроме того, если технологическим является измерительное оборудование, то в рассматриваемом комплексе не представляется возможным производить сортировку деталей на группы.
Целью изобретения является расширение технологических возможностей путем распределения деталей по группам качества.
Это достигается тем, что загрузочное устройство деталей связано с технологическим оборудованием, выполненным в виде модуля измерения и кодирования и устройством сортировки предварительно закодированных деталей, выполненным в виде установленного на стойке с возможностью вращательного движения диска-распределителя с равномерно расположенными по окружности пазами-окнами, прикрываемыми подпружиненными шторками с приводами, под которыми установлен накопитель, содержащий каналы с заслонками, связанными с приводами, и лотки-сборники, при этом с диском-распределителем связан считывающий элемент распределения деталей по каналам и синхронизации работы робота и диска-распределителя.
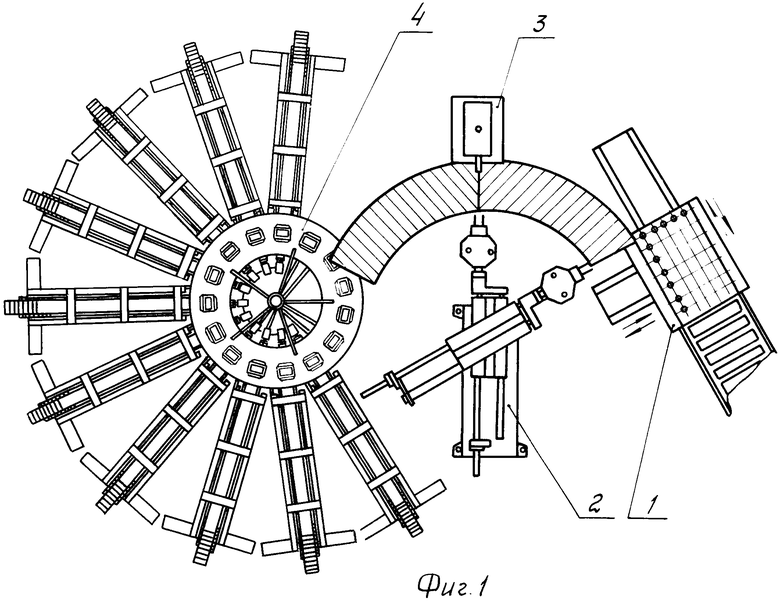
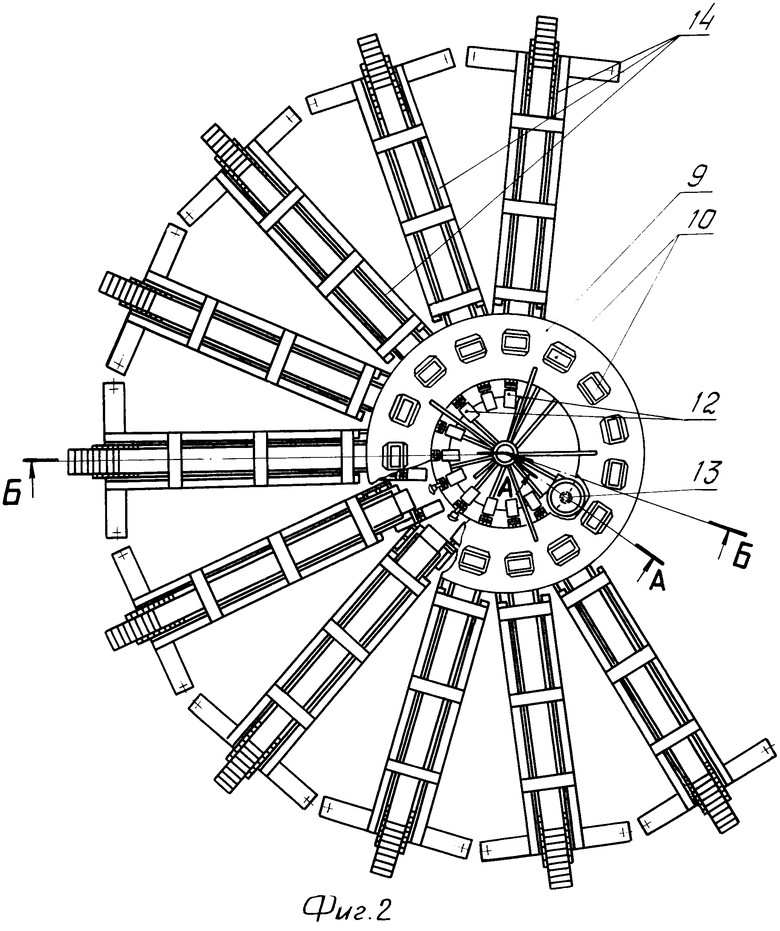
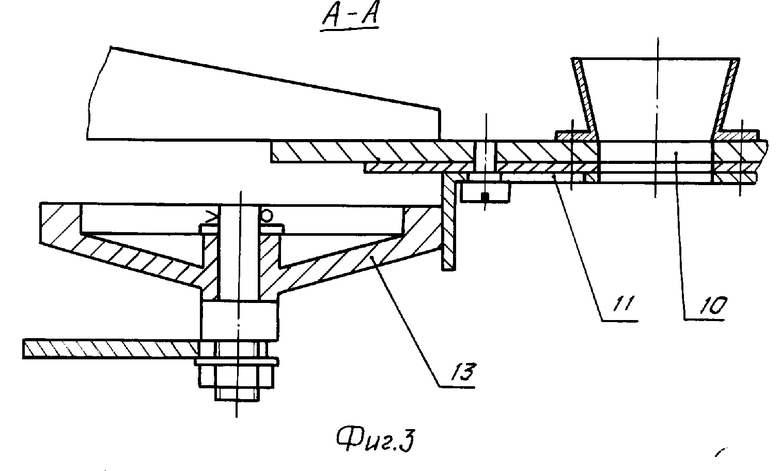
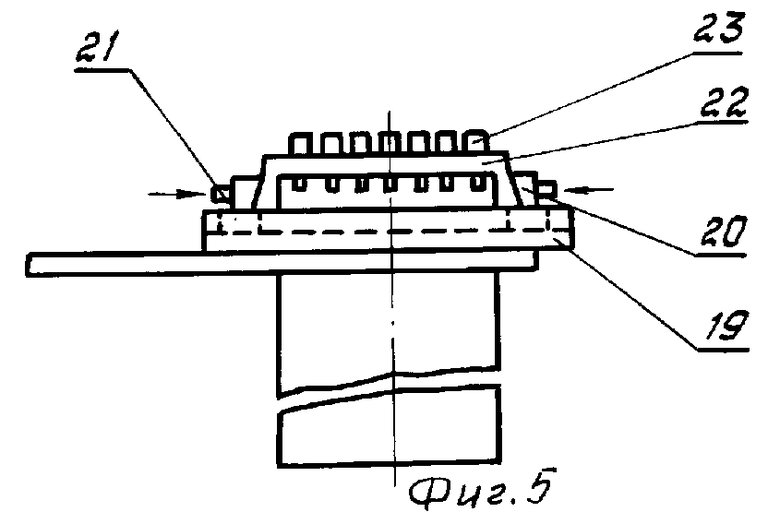
На фиг. 1 изображен общий вид комплекса; на фиг.2 - устройство сортировки , план; на фиг.3 - разрез А-А на фиг.2, вид сбоку; на фиг.4 - разрез Б-Б на фиг.2; на фиг.5 - приводной стол.
Робототехнический измерительный комплекс (фиг.1) состоит из устройства 1 поштучной загрузки детали робота 2, устройства 3 измерения и кодирования деталей, устройства 4 сортировки предварительно закодированных деталей, считывающего элемента 5.
Устройство сортировки (фиг.2-4) содержит стойку 6, в которой размещен вал 7 с приводом 8, жестко связанный с диском-распределителем 9. В последнем имеются пазы-окна 10, частично перекрываемые подпружиненными шторками 11 с приводами 12, размещенными на стойке по окружности, как и устройство аварийного открытия шторок, выполненное в виде установленного на оси ролика 13.
Под стойкой смонтированы сменные накопители 14, выполненные в виде рам-этажерок, каждая из которых содержит канал 15 с заслонками 16, связанными с приводами 17, и лотки-сборники 18. Пpи этом рама-этажерка имеет модульную конструкцию, позволяющую менять количество лотков-накопителей в зависимости от требуемого числа групп качества. Следует отметить, что количество пазов в диске-распределителе выбирается в зависимости от скорости его вращения, лимитируемой циклом работы робота и высотой падения детали в паз диска-распределителя при разжиме губок схвата робота, определяемой габаритами детали.
Устройство поштучной загрузки робота деталями из многоместных кассет может быть выполнено (фиг.5) в виде платформы 19 с приводами продольного и поперечного перемещений с регулируемыми под используемый типоразмер кассет направляющими 20 и механизмом 21 фиксации кассет 22 и деталями 23.
Робототехнологический измерительный комплекс работает следующим образом. Детали 23 в многоместной кассете 22 перемещаются транспортным механизмом (не показан) в направляющие 20 платформы 19 загрузочного устройства 1 и фиксируются механизмом 21, после чего приводной стол начинает отрабатывать последовательные перемещения в двух координатах, осуществляя подвод очередной детали в кассете на позицию захвата промышленного робота 2, который переносит деталь на устройство 3 измерения и кодирования, на котором производится измерение требуемых размерных характеристик детали, определение ее группы и присвоение соответствующего группе кода.
Далее робот переносит измеренную деталь к устройству 4 сортировки и ожидает подхода очередного паза-окна 10 вращающегося с постоянной скоростью диска-распределителя 9. Считывающий элемент 5 при подходе паза-окна 10 диска-распределителя подает команду на разжим захвата робота 2, в результате чего деталь попадает в перекрытый подпружиненной шторкой 11 паз 10 диска-распределителя и переносится им к соответствующему присвоенному при измерении коду канала 15 накопителя 14, в который деталь попадает при открытии шторки 11 соответствующим приводом 12.
Работой устройства сортировки управляет считывающий элемент, который после попадания детали на диск-распределитель отсчитывает необходимое число его пазов, соответствующее коду детали (диск от привода 8 вращается с постоянной скоростью), и подает команду на открытие шторки 11. После попадания детали в канал 15 открывается соответствующая группе детали заслонка 16, приводимая в движение приводом 17, и деталь попадает в лоток-накопитель 18.
Устройство сортировки имеет модульную конструкцию и при необходимости можно легко варьировать числом лотков-накопителей, а модуль измерения и кодирования позволяет осуществлять их перераспределение по группам в зависимости от загруженности. Если деталь отбраковывается в модуле измерения и кодирования, то робот, взяв ее, разжимает схват, не доходя до диска-распределителя, и деталь попадает в соответствующую тару. Если по какой-либо причине деталь с диска-распределителя 9 не провалилась в один из каналов 15 и осталась на диске, то устройство 13 аварийного открытия шторок 11 освободит от нее диск-распределитель.
После полного освобождения кассеты 1 от деталей механизм 21 фиксации отключается и транспортный механизм вытесняет пустую кассету по направляющим 20 с платформы 19 с помощью следующей заполненной деталями кассеты. Таким образом осуществляется непрерывный цикл работы предлагаемого робототехнологического измерительного комплекса.
Деталь в комплексе транспортируется промышленным роботом следующим образом. Одной рукой робот перемещает деталь из загрузочного на измерительное устройство, одновременно с этим другая рука робота переносит измеренную деталь с модуля измерения и кодирования на устройство сортировки.
Использование предлагаемого комплекса позволит повысить производительность контрольно-сортировочных операций по сравнению с существующими средствами, производить 100%-ный контроль продукции с последующей статистической обработкой полученных результатов и прогнозированием качества продукции, производить сортировку деталей на метрологические группы с целью последующей селективной сборки сопряженных пар.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для контроля и сортировки магнитов | 1987 |
|
SU1443979A1 |
| Устройство для контроля и сортировки герконов | 1979 |
|
SU874222A1 |
| Автомат для контроля и сортировки цилиндрических деталей | 1987 |
|
SU1443978A1 |
| Устройство системы потокового поэкземплярного контроля качества и сортировки единичных изделий в виде плоских многоугольников правильной формы | 2022 |
|
RU2784322C1 |
| Автоматизированный комплекс для многопереходной штамповки | 1986 |
|
SU1409384A1 |
| Автоматизированная сортировочная установка для разбраковки сварочных электродов | 1990 |
|
SU1780865A1 |
| Автомат для контроля и сортировки гнезд штепсельных разъемов | 1989 |
|
SU1743654A1 |
| Автомат для сортировки электродов по толщине | 1976 |
|
SU603438A1 |
| КОНТРОЛЬНО-СОРТИРОВОЧНЫЙ АВТОМАТ | 2006 |
|
RU2317156C2 |
| Разгрузочно-загрузочное устройство | 1985 |
|
SU1316788A1 |

Использование: робототехника, автоматизированные системы для контроля и сортировки деталей на группы качества, например, при последующей сборке прецизионных пар. Сущность изобретения: комплекс содержит загрузочное устройство, измерительную позицию с диском-распределителем и расположенными под ним лотками, транспортное устройство в виде двухзахватного манипулятора и сортировочный узел. Манипулятор расположен по центру дуги окружности и позволяет производить переориентацию деталей при подаче под сборку. Все рабочие позиции размещены по дуге окружности. Измерительная позиция имеет устройство аварийного открытия заслонок, перекрывающих лотки распределителя. Одной рукой манипулятор перемещает деталь из загрузочного устройства на измерительную позицию, а другая рука уже измеренную деталь переносит на сортировочный узел. 5 ил.
КОНТРОЛЬНО-СОРТИРОВОЧНЫЙ КОМПЛЕКС, содержащий связанные между собой системой управления загрузочное устройство, измерительную позицию, сортировочный узел, включающий поворотный диск-распределитель с расположенными под ним по периметру лотками с управляемыми заслонками, и транспортное устройство, отличающийся тем, что, с целью расширения эксплуатационных возможностей путем упрощения межструктурных связей и обеспечения возможности переориентации деталей, транспортное устройство выполнено в виде двухзахватного манипулятора, а рабочие позиции размещены по дуге окружности, центром которой является манипулятор, при этом сортировочный узел снабжен устройством аварийного открытия заслонок распределителя.
| Сборка и монтаж изделий машиностроения./Под ред | |||
| Корсакова В.С | |||
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
