Изобретение относится к маишнои приборостроению, для сборки сложных узлов, содержащих несколько деталей комплектуемых методом групповой взаимозаменяемости.
Известно устройство для автоматической селективной сборки узлов, содержащее связанные между собой контрольно-сортировочный блок, блок механической сборки и подключенный к ним блок выбора комплектов -деталей l.J
Это устройство.сложно.
Целью изобретения является упрощение уст ройства.
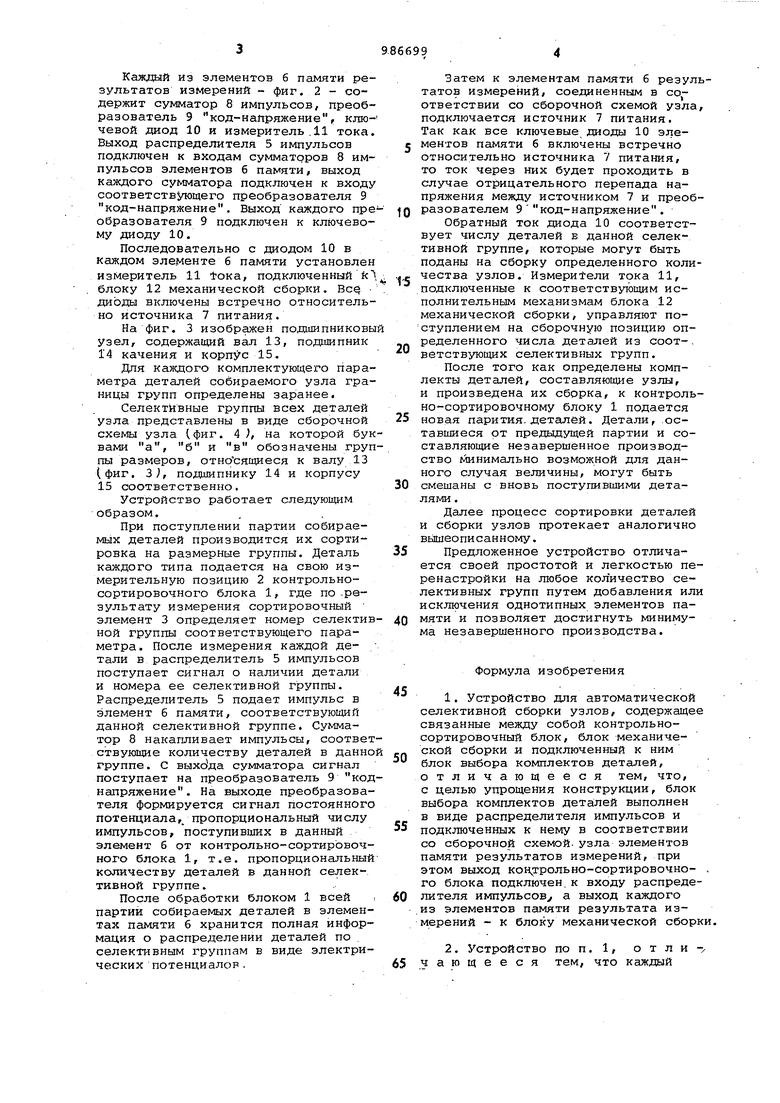
Цель достигается тем, что блок выбора комплектов деталей выполнен в виде распределителя импульсов и подключенных к нему в соответствии со сборочной схемой узла элементов памяти результатов измерений; при этом выход контрольно-сортировочнот го блока подключен к входу распределителя импульсов, а выход каждого из элементов памяти результата измерений подключен к блоку механической сборки, каждый элемент памяти выполнен в виде последовательно соеданеиных сумматора импульсов, преобразователя типа код-напряжение, ключевого диода и измерителя тока, при
этом вход сумматора импульсов является входом элемента памяти, а выходом ее является выход измерителя тока.
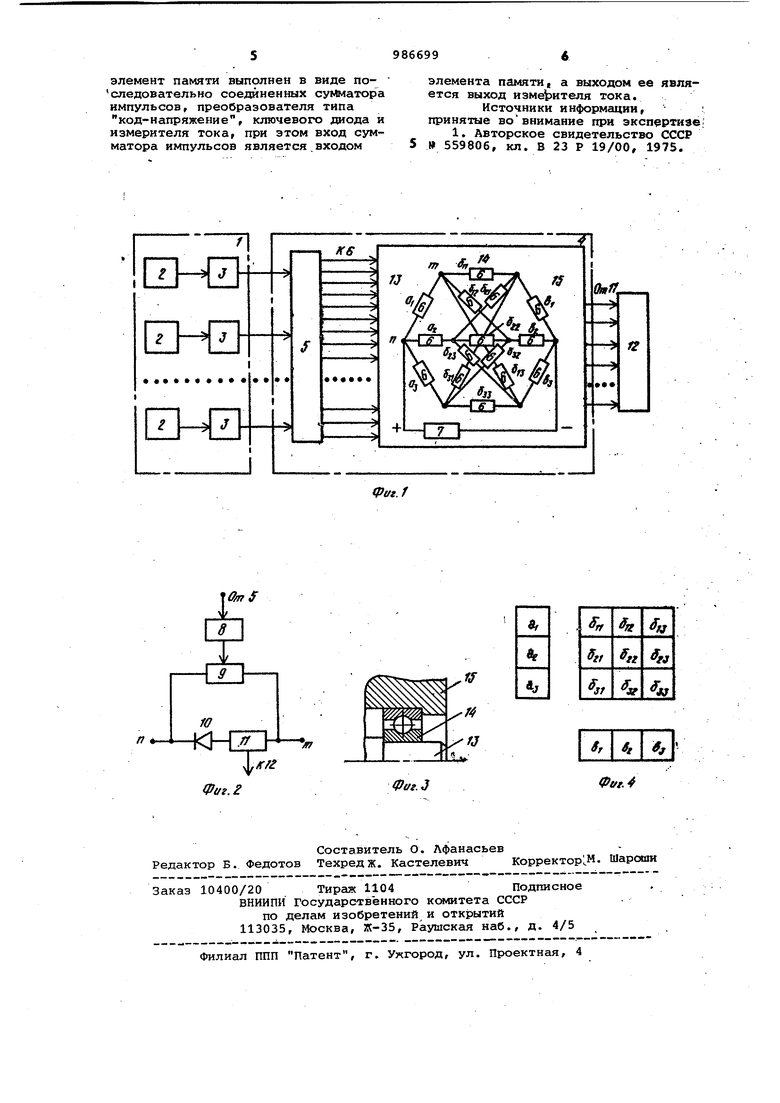
На фиг. 1 приведена блок-схема устройства на фиг, 2 - схема элемента памяти результатов сортировки) на фиг. 3 - эскиз сборочного узла) на фиг. 4 - сборочная схема зла.
Устройство содержит контрольносортировочный блок 1у включающий измерительные позиции 2 для каждого сопрягаемого параметра деталей и сортировочные элементы 3, определяющие нрмер селективной группы измеренной детали. Выход блока 1 подключен ко входу блока 4 выбора комплектов деталей, содержащего распределитель 5 импульсов, входы которого подключены к выходам сортировочных элементов 3, и элементы б памяти результатов измерений, соединенные в соответствий со сборочной схемой узла и подключенные к источнику 7 питания. Элементы б памяти на фиг. 1- обозначены одноименно с селективными группами на сборочной схеме узла (фиг. 4). Точкисоединения элементов б памяти соответствуют условиям сборки селектизэных групп соседних детгшей. Каждый из элементов 6 памяти ре зультатов измерений - фиг. 2 - содержит сумматор 8 импульсов, преобразователь 9 код-напряжение, ключевой диод 10 и измеритель.11 тока Выход распределителя 5 импульсов подключен к входам сумматоров 8 импульсов элементов б памяти, выход каждого сумматора подключен к входу соответствующего преобразователя 9 код-напряжение. Выход каждого пре образователя 9 подключен к ключевому диоду 10. Последовательно с диодом 10 в каждом элементе 6 памяти установлен измеритель 11 toKa, подключенный fc блоку 12 механической сборки. Вс диоды включены встречно относитель но источника 7 питания. На фиг. 3 изображен подошпниковы узел, содержащий вал 13, подшипник 14 качения и корпус 15. Для каждого комплектующего пара метра деталей собираемого узла гра ницы групп определены заранее. Селективные группы всех деталей узла представлены в виде сборочной схемы узла (фиг. 4 ), на которой бук вами а, б и в обозначены груп пы размеров, отно°сящиеся к валу 13 (фиг. 3, подшипнику 14 и корпусу 15 соответственно. Устройство работает следующим образом. При поступлении партии собираемых деталей производится их сортировка на размерные группы. Деталь каждого типа подается на свою измерительную позицию 2 контрольносортировочного блока 1, где по .результату измерения сортировочный элемент 3 определяет номер селектив ной группы соответствующего параметра. После измерения каждой датали в распределитель 5 импульсов поступает сигнал о наличии детали и номера ее селективной группы. Распределитель 5 подает импульс в элемент 6 памяти, соответствующий данной селективной группе. Сумматор 8 накапливает импульсы, соответ ствующие количеству деталей в данно группе. С выхода сумматора сигнал поступает на преобразователь 9 код напряжение. На выходе преобразователя формируется сигнал постоянного потенциала, пропорциональный числу импульсов, поступивших в данный элемент 6 от контрольно-сортировочного блока 1, т.е. пропорциональный количеству деталей в данной селективной группе. После обработки блоком 1 всей партии собираемых деталей в элементах памяти б хранится полная информация о распределении деталей по селективным группам в виде электрических потенциалов . Затем к элементам памяти 6 результатов измерений, соединенным в соответствии со сборочной схемой узла, подключается источник 7 питания. Так как все ключевые диоды 10 элементов памяти б включены встречно относительно источника 7 питания, то ток через них будет проходить в случае отрицательного перепада напряжения между источником 7 и преобразователем 9 код-напряжение. Обратный ток диода 10 соответствует числу деталей в данной селективной группе, которые могут быть поданы на сборку определенного количества узлов. Измерители тока 11, подключенные к соответствугЬщим исполнительным механизмам блока 12 механической сборки, управляют поступлением на сборочную позицию определенного числа деталей из соот-. ветствуюощх селективных групп. После того как определены комплекты деталей, составляющие узлы, и произведена их сборка, к контрольно-сортировочному блоку 1 подается новая парития. деталей. Детали, .оставшиеся от предыдущей партии и составляющие незавершенное производство минимально возможной для данного случая величины, могут быть смешаны с вновь поступившими деталями . Далее процесс сортировки деталей и сборки узлов протекает аналогично вьшеописанному. Предложенное устройство отличается своей простотой и легкостью перенастройки на любое количество селективных групп путем добавления или исключения однотипных элементов памяти и позволяет достигнуть минимума незавершенного производства. Формула изобретения 1.Устройство для автоматической селективной сборки узлов, содержащее связанные между собой контрольносортировочный блок, блок механической сборки и подключенный к ним блок выбора комплектов деталей, отличающееся тем, что, с целью упрощения конструкции, блок выбора комплектов деталей выполнен в виде распределителя импульсов и подключенных к нему в соответствии со сборочной схемой, узла элементов памяти результатов измерений, при этом выход кон трольно-сортировочно- , го блока подключен, к входу распределителя импульсову а выход каждого иэ элементов памяти результата измерений - к блоку механической сборки, 2.Устройство по п. 1, о т л и чающееся тем, что каждый
элемент памяти выполнен в виде по- следовательво соединенных сумматора импульсов, преобразователя типа код-напряжение, ключевого диода и измерителя тока, при этом вход сумматора импульсов является.входом
элемента памяти( а выходом ее является выход изме рителя тока.
Источники информации, : принятые вовнимание при экспертизе;
1. Авторское свидетельство СССР 559806, кл. В 23 Р 19/00, 1975.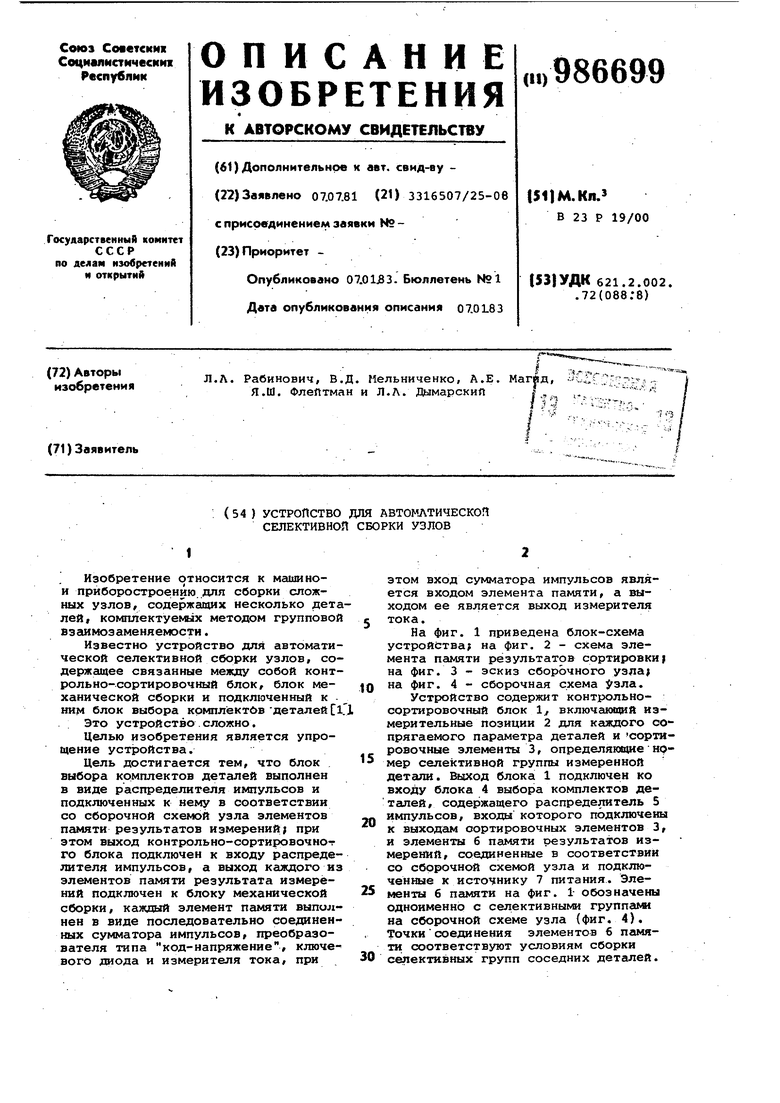
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для автоматической селективной сборки прецизионных пар | 1984 |
|
SU1192937A1 |
| Система управления селективной сборкой | 1979 |
|
SU1054016A1 |
| СИСТЕМА ПРОГРАММНОГО УПРАВЛЕНИЯ СБОРОЧНЫМ УСТРОЙСТВОМ | 1991 |
|
RU2029335C1 |
| Устройство для автоматической селективной сборки подшипников качения | 1984 |
|
SU1257426A1 |
| Устройство для программного управления группой объектов | 1981 |
|
SU1022115A1 |
| Устройство для защиты погружного электродвигателя от анормальных режимов | 1986 |
|
SU1453511A1 |
| Устройство для сортировки деталей по линейным размерам | 1984 |
|
SU1194513A1 |
| Устройство для считывания графической информации | 1983 |
|
SU1164754A1 |
| Устройство для сортировки | 1989 |
|
SU1633428A1 |
| Устройство для программного управления группой объектов | 1977 |
|
SU673987A1 |
