1
11
Изобретение относится к стекольной промышленности и может быть использовано при изготовлении стеклянных приборов, например жидкостных термометров.
Цель изобретения - повьшение производительности и увеличение срока службы инструмента.
На фиг. I изображена капиллярная трубка перед введением в нее чернового инструмента; на фиг. 2 - to же в момент формования конусообразной воронки черновым инструментом; на фиг. 3 - то же, в момент ввода чистового инструмента в сформованную конусообразную воронку; на фиг. 4 то же, в момент развертывания тарелочки; на фиг. 5 - чистовой инструмент, выполненный клиновидным, вид сбоку; на фиг. 6 - то же, вид сверху на фиг. 7 - то же, вариант исполнения .
Способ осуществляют следующим образом.
I . ,
Капиллярную трубку 1, например, с диаметром канала 0,3 мм и толщиной стенки 0,8 мм вращают со скоростью 400-450 об/мин, горелкой 2 раскаляют черновой инструмент 3 в виде четырехгранной призмы, а горелкой 4 - чистовой инструмент 5. Последний выполнен в виде двух конусовидных элементов 6 и 7, один из которых имеет острый угол при вершине (например, ), а другойтупой (например, /5 120°)или в виде тела 8 вращения с образующей 9 в виде дуги с вогнутостью, обращенной к центру инструмента. При этом чистовой инструмент 5 выполняют клиновидным за счет снятия части его рабочей поверхности с одной или двух сторон.
Горелками 10 и 11 подогревают концевую часть капиллярной трубки 1 с внешней стороны. При этом горелка 10 и горелка 2 жестко соединены с черновым инструментом 3, а горелка 11и горелка 4 - с чистовым инструментом 5.
Раскаленный черновой инструмент 3 плавно перемещают до соприкосновения его с торцом.капиллярной трубки. За это время под действием тепловой энергии горелки 10 и тепловой энергии горелки 2, отраженной от поверхности чернового инструмента 3, происходит подогрев концевой части
3127.
капиллярной трубки 1 и оплавление острых кромок и заусенцев. Черновым инструментом 3 нажимают на концевую часть капиллярной трубки 1,
5 направляя усилие вдоль ее оси. Черновой инструмент 3 под действием осевого усилия перемещают вдоль оси трубки по мере разогрева стекла до пластичного состояния и формируют
О на ее конце конусообразную воронку 12. Затем внутрь конусообразной воронки 12 вводят чистовой инструмент 5 и нажимадат им на капиллярную трубку 1 вдоль её оси. Разогрев5 стекла осуществляется так же, как и при черновом развертьшании.
Конусовидным элементом 6, входящим в канал капиллярной трубки и центрирующим последнюю относительно
0 чистового инструмента 5, расширяют концевую часть капиллярной трубки, а конусовидным элементом 7 отбортовывают края, формируя тарелочку 13. Как при черновом, так и при чистовом
5 развертьшании одновременно с перемещением инструмента перемещаются и горелки, поддерживая его в раскаленном состоянии и разогревая все новые слои стекла, при этом диаметры конусообразной воронки 12 и тарелочки 13 увеличиваются.
Благодаря тому, что процесс формирования разделен на два этапа черновое и чистовое развертывание, появляется возможность использовать предлагаемый способ в многопозиционных стеклоформующих машинах и повысить производительность труда. Это, в свою очередь, ведет к повышению
удельной стойкости трудоемкого в изготовлении чистового инструмента 5, так его износ происходит в основном за счет выгорания рабочей поверхности а сокращение времени формирования
чистовым инструментом позволяет одним чистовым инструментом изготоиить большее количество тарелочек. Форма рабочего профиля чистового инструмента 5 также способствует повышению производительности труда и улучшает
качество формируемых тарелочек, так как благодаря малому острому углу одного из конусовидных элементов 6, переходящему затем в тупой угол другого конусовидного элемента 7, стекло при развертывании как бы растекается вдоль рабочего профиля инструмента, образовывая тарелочку с тонкими.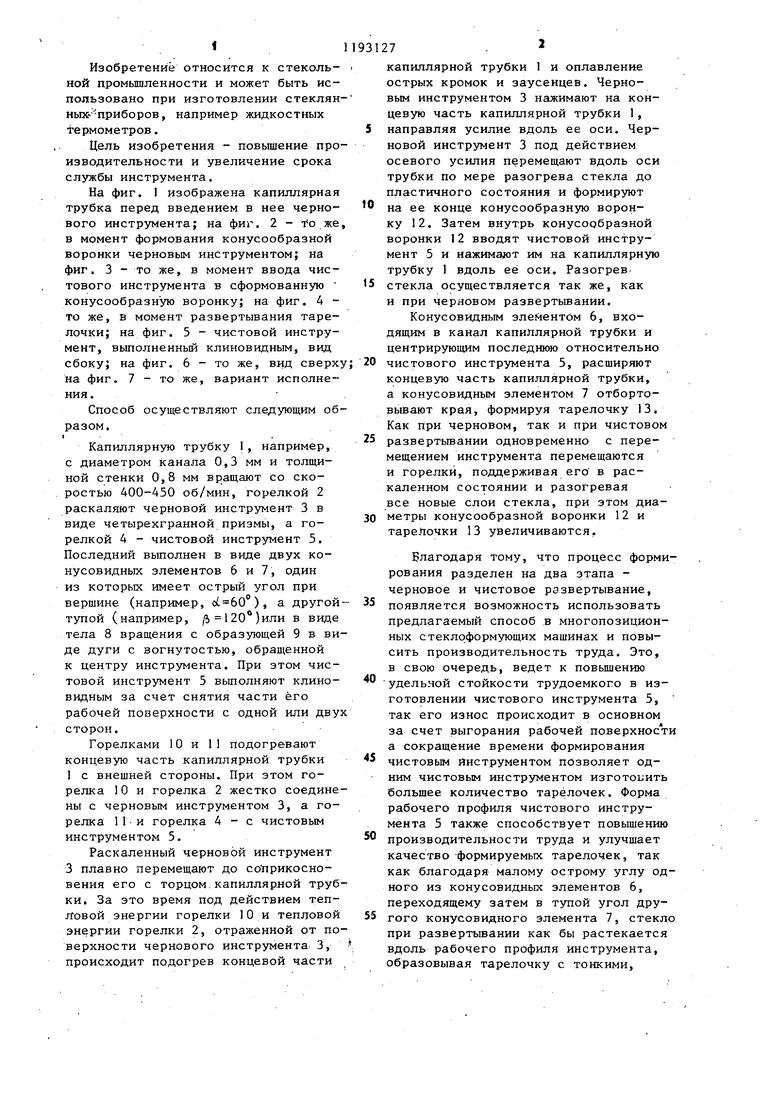

| название | год | авторы | номер документа |
|---|---|---|---|
| Автомат для сборки ножек электрических ламп | 1972 |
|
SU526971A1 |
| Устройство для формирования тарелочек на торцах стеклянных трубок | 1985 |
|
SU1375578A1 |
| Способ развертывания торца стеклянной трубки | 1979 |
|
SU863515A1 |
| Машина для обработки стеклоизделий | 1977 |
|
SU941324A1 |
| Вакуумно-выдувная машина | 1977 |
|
SU620435A1 |
| Устройство для изготовления сужений в стеклянных капиллярных трубках | 1983 |
|
SU1101428A1 |
| Устройство для автоматического развертывания тарелок в ножках и штенгелях для ламп | 1933 |
|
SU42635A1 |
| СПОСОБ ИЗМЕРЕНИЯ ГОДИЧНЫХ СЛОЕВ НА СРЕЗЕ ДРЕВЕСНОГО РАСТЕНИЯ | 2006 |
|
RU2322797C2 |
| АВТОМАТИЧЕСКАЯ СМАЗКА ФОРМ ДЛЯ ИЗГОТОВЛЕНИЯ ПОЛЫХ СТЕКЛЯННЫХ ИЗДЕЛИЙ | 2007 |
|
RU2444479C2 |
| СПОСОБ ПРОИЗВОДСТВА ДВУТАВРОВОЙ БАЛКИ И ЛИТЕЙНО-ПРОКАТНЫЙ КОМПЛЕКС ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2016 |
|
RU2620212C1 |
СПОСОБ ФОРМИРОВАНИЯ ТАРЕЛОЧКИ НА КОНЦЕ КАПИЛЛЯРНОЙ ТРУБКИ, путем ее вращения, разогрева торца до пластичного состояния источником нагрева, перемещаемым совместно с инструментом в виде тела вращения, расширения канала трубки и .развертывания тарелочки нажатием на трубку вдоль ее оси инструментом, отличающийся тем, что, с целью повышения производительности и увеличения срока службы инструмента, после разогрева торца трубки сначала формуют конусообразную воронку черновьм инструментом в виде четырехгранной призмы, а затем осуществляют развертывание тарелочки чистовым инструментом в виде двухконусовидных элементов, один из коi торых имеет острый угол при вершине, а другой - тупой, или в виде тела (Л врао5ения с образующей в виде дуги с вогнутостью, обращенной к центру инструмента. со со ю 
| Зимин B.C | |||
| Стеклодувное дело и стеклянная аппаратура для физикохимического эксперимента, М.: Химия, 1974, с | |||
| Устройство двукратного усилителя с катодными лампами | 1920 |
|
SU55A1 |
| Способ формирования тарелочки на торце капиллярной трубки | 1978 |
|
SU958343A1 |
| Переносная печь для варки пищи и отопления в окопах, походных помещениях и т.п. | 1921 |
|
SU3A1 |
