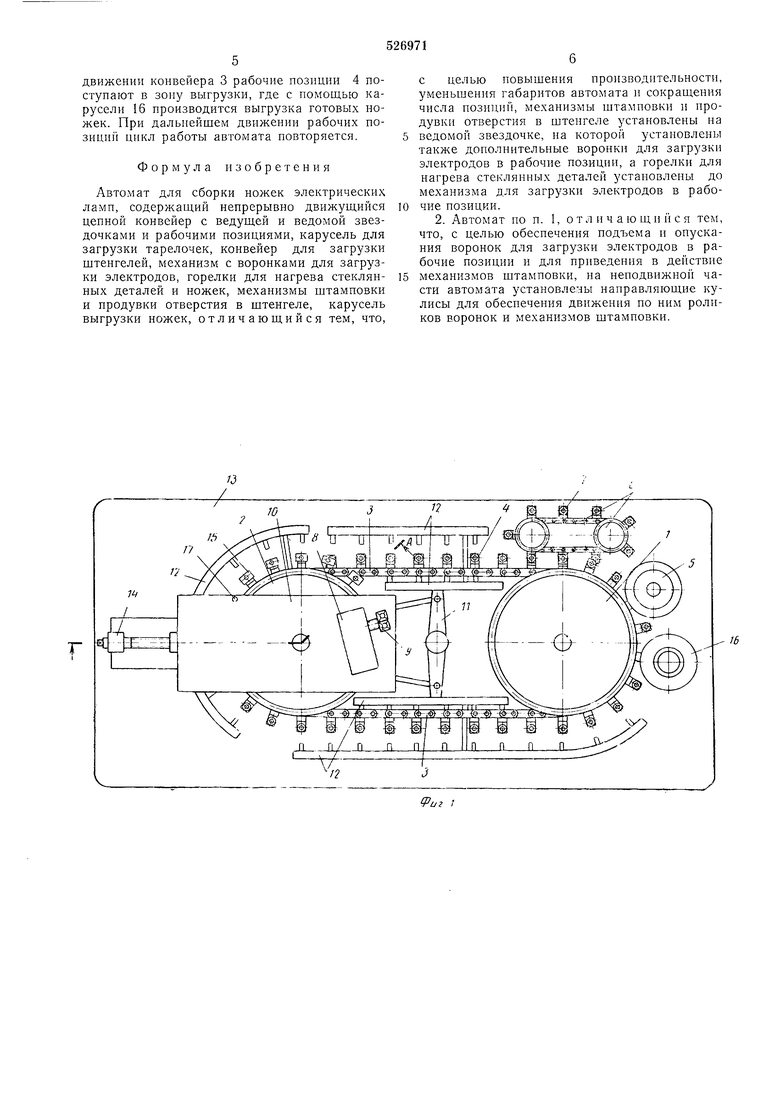
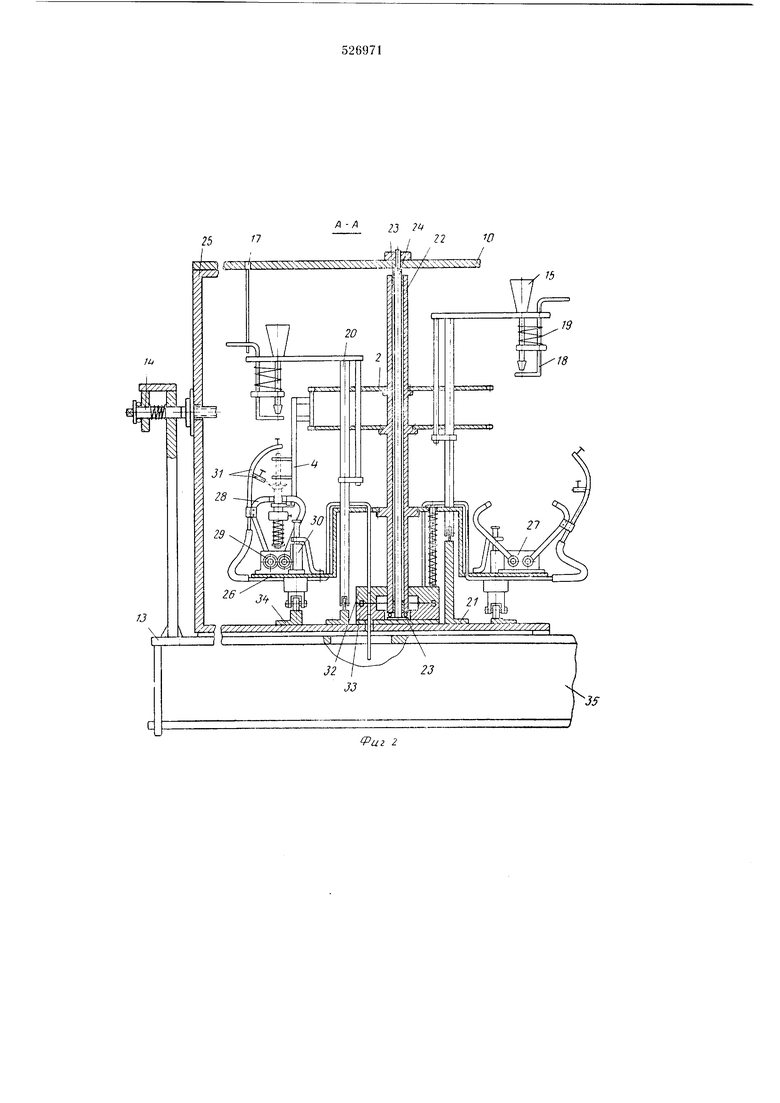
Автомат для сборки ножек состоит из ведущей 1 и ведомой 2 звездочек (фиг. 1), которые приводят в движение конвейер 3 с закреилеиными на нем рабочими позициями 4; из карусели 5 для загрузки тарелочек; конвейера 6 для загрузки штенгелей с нозициями 7; конвейера 8 для загрузки электродов с воронками 9, установленного на верхней плите 10; механизма 11 сопровождения горелок 12; нижней плиты 13, на которой установлен автомат; натяжного устройства 14 для натяжения конвейера 3; дополнительных воронок 15 для загрузки электродов; карусели 16 для выгрузки ножек; упора 17, жестко закрепленного на верхней плите 10 и служащего для открывания заслонок 18 (фиг. 2) дополнительных воронок 15, которые открываются при загрузке электродов в рабочие позиции 4 и закрываются после загрузки за счет пружин 19. Воропки 15 с заслонками 18 и пружинами 19 соединены жестко со стойками 20, которые при вращении ведомой звездочки 2 соверщают возвратно-поступательное движение вверх-вниз за счет неподвижно установленной кулисы 21. Звездочка 2 жестко закреплена на барабане 22, который вращается в подщипниках 23, установленных на неподвижном валу 24. Вал 24 установлен между верхней плитой 10 и кареткой 25, которая перемещается по нижней плите 13 с помощью натяжного устройства 14.
На барабане 22 жестко закреплен диск 26, на котором устанавливаются механизмы 27 для штамповки ножек. Механизм 27 состоит из штампующих губок 28, шестерен 29 для поворота штампующих губок 28 и толкателя 30 с рейкой для вращения шестерни 29.
На штампующих губках 28 закреплены трубки 31 для продувки отверстия в штенгеле ножки. Сжатый воздух для продувки отверстия поступает в трубки 31 из подвижного золотника 32 и неподвижного золотника 33.
Механизм 27 приводится в действие от неподвижно установленной кулисы 34.
Весь автомат устанавливается на металлоконструкции 35.
Ведущая 1 и ведомая 2 звездочки конвейера 3 приводятся в непрерывное движение от электродвигателя 36 (фиг. 3) через клиноремепную передачу 37, редукторы 38 и 39, конические щестерни 40-43 и цилиндрические шестерни 44 и 45.
Карусель 5 для загрузки тарелочек приводится в движение от электродвигателя 36 через клиноременную передачу 37, редукторы 38 и 39, конические шестерни 46-49. Конвейер 6 для загрузки штенгелей приводится в движение от электродвигателя 36 через клиноременную передачу 37, редукторы 38 и 39 и конические шестерни 50-53. Карусель 16 для выгрузки ножек приводится в движение от электродвигателя 36 через клиноременную передачу 37, редукторы 38 и 39 и конические шестерни 54-57. Механизм 11 сопровождения горелок приводится в возвратнопоступательное движение от электродвигателя
36 через клиноременпую передачу 37, редуктор 38, пазовый кулак 58 и рычаг 59. Автомат работает следующим образом. Включается электродвигатель 36, который через клиноременную передачу 37, редукторы 38 и 39, конические шестерни 40-43 и цилиндрические щестерни 44 и 45 приводит в движение ведущую звездочку 1; через конические шестерни 46-49 приводит в движение карусель 5 для загрузки тарелочек; через конические шестерни 50-53 - конвейер 6 для загрузки щтенгелей; через конические щестерни 54-57 - карусель 16 для выгрузки ножек и через пазовый кулак 58 и рычаг 59 приводит в возвратно-поступательное движение механизм 11 сопровождения горелок 12. При движении рабочих позиций 4 конвейера 3 в зоне загрузки тарелочек производится загрузка тарелочек из карусели б. При дальнейшем
движении рабочие позиции 4 поступают в зону загрузки щтенгелей, где в момент контактирования конвейера 6 для загрузки щтенгелей с конвейером 3 производится загрузка штенгелей из позиций 7 в рабочие позиции 4.
При дальнейшем движении рабочие позиции 4 поступают в зону нагрева, где механизм 11 с сопровождающими горелками 12 производит нагрев стеклянных деталей щтенгеля и тарелочки в месте штамповки. При дальнейшем движении рабочие позиции 4 поступают в зону контактирования с ведомой звездочкой 2. К моменту контактирования из конвейера 8 для загрузки электродов через воронки 9 подают в дополнительные воронки 16 электроды.
Когда воронки входят в зону контактирования с рабочими позициями 4, воронки 15 опускаются за счет кулисы 21 в нижнее крайнее положение, заслонки 18 поворачиваются за
счет воздействия на них упора 17, и электроды из воронок 15 падают в рабочую позицию 4. Нагрев горелками в этот момент еще продолжается. Затем от воздействия кулисы 34 толкатель 30 подается в крайнее верхнее
положение, рейка толкателя 30 приводит во вращательное движение щестерни 29 со щтампующими губками 28 и трубками 31, механизмы 27 и производится защтамповка нагретых стеклянных деталей. Потом за счет кулисы 34
щтампующие губки 28 несколько разводятся, и в этот момент в трубки 31 подается сжатый воздух из неподвижного золотника 33 через подвижный золотник 32, и производится продувка отверстия в щтенгеле ножки. После этого щтамнующие губки 28 разводятся, и проводится снова нагрев стекла в месте щтамповки горелками 12, после разогрева производится вторая штамповка ножки, в это время воронки 15 за счет кулисы 21 поступают в верхнее крайнее положение с закрытыми заслонками 18 от воздействия пружины 19 и двигаются в зону загрузки электродов из конвейера 8 через воронки 9. Дальше производится отжиг стекла после
щтамповки горелками 12. При дальнейшем
движении конвейера 3 рабочие позиции 4 поступают в зоиу выгрузки, где с помощью карусели 16 производится выгрузка готовых ножек. При дальнейшем движении рабочих позиций цикл работы автомата повторяется.
Формула изобретения
Автомат для сборки ножек электрических ламп, содержащий непрерывно движущийся цепной конвейер с ведущей и ведомой звездочками и рабочими позициями, карусель для загрузки тарелочек, конвейер для загрузки щтенгелей, механизм с воронками для загрузки электродов, горелки для нагрева стеклянных деталей и ножек, механизмы щтамповки и продувки отверстия в штенгеле, карусель выгрузки ножек, отличающийся тем, что.
с целью повыщения производительности, уменьщения габаритов автомата и сокращения числа позиций, механизмы штамповки и иродувки отверстия в штеигеле установлены па ведомой звездочке, на которой установлены также дополнительные воронки для загрузки электродов в рабочие позиции, а горелки для нагрева стеклянных деталей установлены до механизма для загрузки электродов в рабочие позиции.
2. Автомат по п. 1, отличающийся тем, что, с целью обеспечения подъема и опускания воронок для загрузки электродов в рабочие позиции и для приведения в действие механизмов штамповки, на неподвижной части автомата установле яы направляющие кулисы для обеспечения движения по ним роликов воронок и механизмов штамповки.
| название | год | авторы | номер документа |
|---|---|---|---|
| ЗАВАРОЧНО-ОТКАЧНОЙ АВТОМАТ | 1971 |
|
SU320215A1 |
| Автомат для монтажа ножек электровакуумных приборов | 1972 |
|
SU527772A1 |
| Устройство для автоматической сборки нецоколеванных миниатюрных ламп накаливания | 1958 |
|
SU121512A1 |
| АВТОМАТ ДЛЯ ЗАЛИВКИ СТЕКЛОИЗОЛЯЦИИ В ЦОКОЛЬ | 1973 |
|
SU408397A1 |
| Устройство для автоматического развертывания тарелок в ножках и штенгелях для ламп | 1933 |
|
SU42635A1 |
| ЗАВАРОЧНО-ОТКАЧНОЙ АВТОМАТ ДЛЯ ИЗГОТОВЛЕНИЯ ЛАМП НАКАЛИВАНИЯ С ДАВЛЕНИЕМ НАПОЛНИТЕЛЬНОГО ГАЗА ВЫШЕ АТМОСФЕРНОГО | 1970 |
|
SU260741A1 |
| АВТОМАТ ДЛЯ ИЗГОТОВЛЕНИЯ СТЕКЛОИЗОЛЯТОРОВ К цоколям ЛАМП НАКАЛИВАНИЯ | 1973 |
|
SU386459A1 |
| Автомат для монтажа ножек электрических ламп | 1981 |
|
SU995158A1 |
| Автомат для изготовления тарелок ножек электрических источников света | 1982 |
|
SU1070627A1 |
| Автомат для приварки штенгелей | 1977 |
|
SU736210A1 |

Г 23
