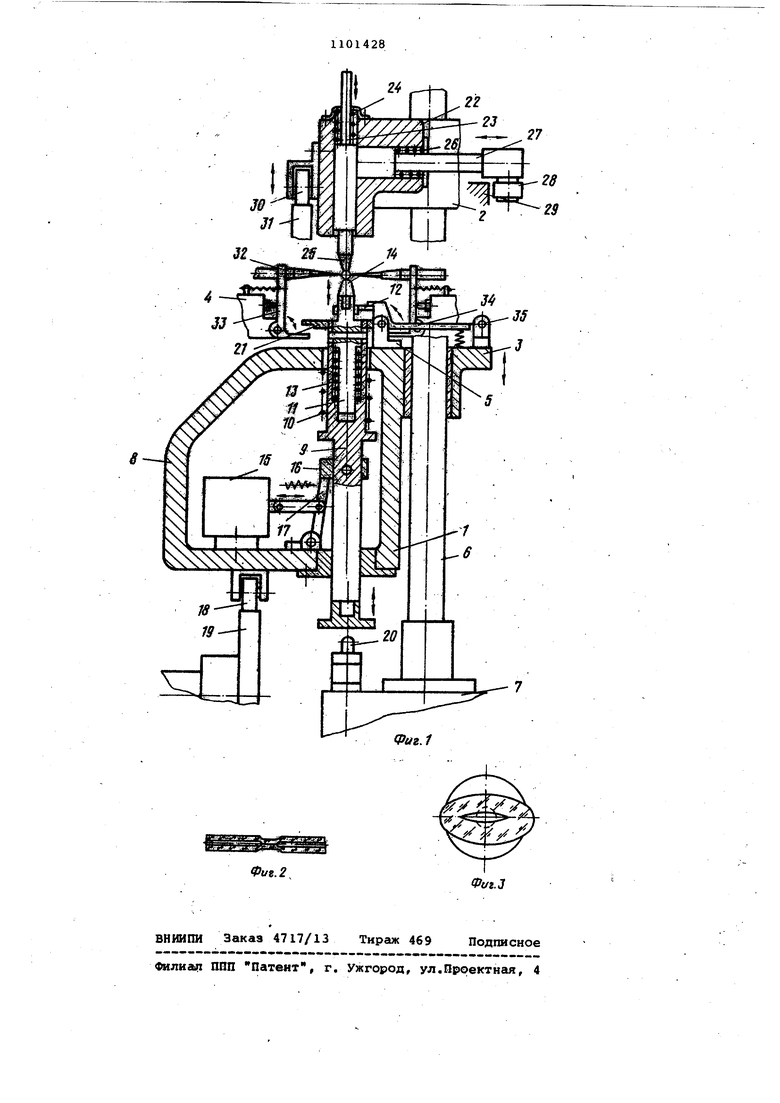
Изобретение относится к приборостроению, в частности к производств стеклянных приборов, и может быть использовано для изготовления мак-симальных приспособлений в капилляр ных трубках максимальных ртутных те мометров. Известно устройство для формиров ния прецизионных сужений в стеклянных капиллярных трубках, принцип, работы которых заключен в том, что сужение формуется по мере разогрева стекла каким-либо источником теплрвой энергии под действием разреже ния, создаваемого в канале капилляр ной трубки/ tl J . Однакотакое устройство не получило широкого распространения ввиду малой производительности и трудноетей, связанных с созданием разрежецтля в каналах стеклянных ка пиллярных трубок, Наиболее близкой к предлагаемой по технической сущности и достигаемому результату является установка, содержащая перемещающиеся по общей станине каретки с формующим инструментом, приспособление измерения и запоминания диаметра капиллярной трубки в месте изготовления сужения и горелок, связанных датчиком обрат ной связи. На данной установке поме щённую в зазОр между формующим инструментом капиллярную трубку измеряют при помощи приспособления измерения и запоминания диаметра и формируют сужение, нагревая капилля ную трубку горелками с одной стороны и сближая каретки с формующим инстру ментом, нагрев и формирование сужения прекращаются по команде датчика обратной связи, связанным с контрол ной зоной капиллярной трубки. Сужение имеет в поперечном сечении капле видную форму 12. Недостатком известного приспособ ления является недостаточное соблюдение геометрического размера сужения и его формы, поскольку датчик обратной связи, выключающий горелки и формующий инструмент, связан с контрольной вынесенной зоной капиллярной трубки, а не непосредственно с изготавливаемым сужением, причем сужение формируется с одним острым углом,обеспечивает разрыв столбика ртути в капиллярной трубке не бо лее чем в половине изготавливаемых максимальных приспособлений. Цель изобретения - повышение качества изделий и снижение производст венных отходов стеклянной капиллярной трубки. Поставленная цель достигается тем что в устройстве для изготовления сужений 13 стеклянных капиллярных трубках, содержащем каретки с формую щим инструментом, установленные одна против другой с возможностью перемещения по направляющим станины, и приспособление измерения и запоминания диаме.тра капиллярной трубки в месте изготовления сужения, расположенные между каретками горелки, и датчик обратной связи, размещенный рядом с последними, горелки размещены в горизонтальной плоскости по обе стороны стеклянной капиллярной трубки, одна из кареток снабжена подпружиненным штоком, блокировочной собачкой, связанной со штоком и соединенной электромагнитом, причем в верхней части штока смонтирован также подпружиненный сердечник с формующим инструм ентом, датчик обратной связи связан с последним и выполнен в виде неравноплечего рычага, установленного на корпусе каретки, , и фотоэлектрического преобразовате- ля, а горелки шарнирно связаны со штоком, На фиг. 1 изображено предлагаемое устройство, разрез; на фиг. 2 - фор.ма получаемого сужения, вид сбоку; на фиг. 3 - сужение, поперечный разрез . Устройство для изготовления сужений в стеклянных капиллярных трубках содержит механизм 1 формирования, состоящий из верхней 2 и нижней 3 кареток, источник 4 нагрева, размещенный между каретками 2 и 3, и датчик 5 обратной связи, расположенный рядом с источником 4 нагрева. Нижняя каретка 3 установлена с возможностью перемещения на направляющих- 6 станины 7, Каретка 3 состоит из корпуса 8, внутри которого установлен шток 9, снабженный пружиной 10, В верхней части штока смонтирован сердечник 11 с выступом 12 я пружиной 13, в котором закреплен формующий инструмент 14. В корпусе 8 каретки 3 установлен электромагнит 15, связанный с выступом 16 штОка 9 с помощью блокировочной собачки 17, Каретка 3 опирается посредством ролика 18 на кулачок 19, а под штоком 9 на станине 7 установлен упор 20. На верхней части щтока 9 имеется упорное кольцо 21, связанное с источником 4 нагрева. Верхняя каретка 2 установлена над нижней кареткой 3 с возможностью перемещения на направляющих б станины 7, Она состоит из корпуса 22, внутри которого смонтирован шток 23 с пружиной 24 и формующим инструментом. 25, К штоку 23 с помощью пружины 26 прижат фиксатор 27, который через ролик 28 опирается на кулачок 29, Корпус 22 каретки 2 через ролик 30 опирается на кулачок 31. Источник 4 нагрева состоит из дву горелок 32, размещенных в гориэснт ал ной плоскости одна против другой и закрепленных в кронштейнах 33, которые шарнирно установлены на станине 7. Датчик 5 обратной связи выполнен в виде неравноплечего рычага 34, шарнирно установленного на корпусе каретки 3, Более длинное плечо рычага 34 входит в зазор фотоэлектрического преобразователя 35, а более короткое плечо взаимодействует с выступом 12 сердечника 11. Устройство работает следующим образом. Стеклянную капиллярную трубку помещают в зазор между форм5пощими инструментами 14 и 25 и начинают разогревать с помощью горелок 32. Каретка 3 под действием кулачка 19 поднимается вверх, а каретка 2 опускается вниз на определенную величину. Одновременно фиксатор 27 под действием кулачка 29 «Сходит от штока 23 и последний под действием пружины 24прижимает формующим инструментом 25еще не разогретую до пластичного состояния капиллярную трубку к формующему инструменту 14, тем самым измеряя диамегр стеклянной трубки в месте формирования сужения. Затем фиксатор 27 под действием пружины 26прижимается к штоку 23, лишая его возможности продольного переме-, щения, фиксируя поперечный размер капиллярной трубки перед изготовле нием сужения. Каретка 3 поднимается вверх еще на небольшую определенную высоту, пр этом пружина ГТсжимается. Далее,по мере разогрева, стекломасса раз мягчается и начинает формироваться формующими инструментами 25 и 14 по действием пружины 13. При этом сердечник 11 поднимается вверх и высту пом 12 нажимает на рычаг 34, которы перекрывает своим большим плечом св товой луч фотоэлектрического преобразователя 35, что служит .сигналом для включения электромагнита 15. Электромагнит 15, включаясь, выводи блокировочную собачку 17 иэ зацепления с выступом 16, шток 9 под дей ствием пружины 10 вместе с сердечни ,. ком 11 и формующим инструментом 14 резко уходит вниз, нажимая упорным кольцом 21 на кронштейны 33 с горелками 32. Благодаря этому.- пламя горелок 32 и формирующий инструмент 14 отводятся от капиллярной трубки, формирование сужения прекращается. Потом каретка 2 под действием кулачка 31 поднимается вверх, а каретка 3 под действием кулачка 19 опускается вниз и стеклянная трубка удаляется из зоны формирования сужения. При ходе каретки 3 вниз шток 9 упирается в упор 20 и блокировочная собачка 17 вновь входит в зацепление с выступом 16. . . . Затем цикл повторяется. Таким образом,благодаря тому,что в предлагаемом устройстве источник нагрева выполнен в виде двух горелок, размещенных одна против другой в горизонтальной плоскости, становится возможным получать на заготовке в месте изготовления сужения две диаметрально противоположные точки с наименьшей и одинаковой вязкостью стекомассы,что,в свою очередь,позволяет алучать сужения с двумя острыми углами в сечении (см. фиг. 3) при соответствующем профиле формующего инсструмента, т.е. качество максимального приспособления улучшается. Кроме того, в предлагаемом устройстве образование сужения происходит под действием пружины 13 по мере разогрева стекломассы горелками 32, а датчик 5 обратной связи с высокой точностью определяет величину перемещения сердечника 11 с формующим инструментом 14. Таким образом, в предлагаемом устройстве деформация стеклотрубки в месте образования сужения начинается при достижении стекломасЬой определенной вязкости, величина которой определяется жесткостью пружины 13, а величина самой деформации определяется датчиком 5 обратной связи, что позволяет получать сужения со стабильными геометрическими параметрами в сечении,а следовательно,повысить качество максимальных приспособлений и исключить отходы стеклянных трубок из-за несоответствия бракованных сужений.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для изготовления сужений в стеклянных капиллярных трубках | 1986 |
|
SU1520022A1 |
| Устройство для изготовления сужений в стеклянных капиллярных трубках | 1986 |
|
SU1430372A2 |
| Многопозиционное устройство для спаивания стеклянных капиллярных трубок | 1982 |
|
SU1014800A1 |
| МАШИНА ДЛЯ ИЗГОТОВЛЕНИЯ ЭЛЕКТРИЧЕСКИХ ЛАМП НАКАЛИВАНИЯ И ТОМУ ПОДОБНЫХ ПРИБОРОВ | 1926 |
|
SU45554A1 |
| Устройство для изготовления заготовок элементов оптических систем | 1977 |
|
SU745873A1 |
| ПОЛУАВТОМАТ ДЛЯ ФОРМОВКИ СТЕКЛЯННЫХ ФЛАКОНОВ | 2012 |
|
RU2535570C2 |
| АВТОМАТИЧЕСКАЯ ЛИНИЯ ДЛЯ СБОРКИ УШКА НАРУЧНЫХ ЧАСОВ | 1971 |
|
SU305451A1 |
| МАШИНА ДЛЯ СБОРКИ, НАГРЕВА, ОКИСЛЕНИЯ, ПРЕССОВКИ И СПЕКАНИЯ БАЛЛОНОВ ПОЛУПРОВОДНИКОВЫХ ДИОДОВ И АНАЛОГИЧНЫХ ИЗДЕЛИИ | 1970 |
|
SU286084A1 |
| АВТОМАТ ДЛЯ ИЗГОТОВЛЕНИЯ СТЕКЛЯННЫХ ИЗДЕЛИЙ | 1972 |
|
SU339513A1 |
| Устройство для спаивания стеклянных трубок | 1973 |
|
SU510442A1 |
УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ СУЖЕНИЙ В СТЕКЛЯННЫХ КАПИЛЛЯРНЫХ ТРУБКАХ, содержащее каретки с формующим инструментом, установленные одна против другой с возможностью перемещения по направляющим станины, и приспособление измерения и запоминания диаметра капиллярной трубки 8 месте изготовления сужения, расположенные Между каретками горелки, и датчике обратной связи, размещенный рядом с последними, отличающееся тем, что, с целью повышения качества изделия и снижения производственных отходов стеклянной капиллярной трубки, горелки размещены в . горизонтальной плоскости по обе стороны стеклянной капиллярной трубки, одна из кареток снабжена подпружиненным штоком, блокировочной собачкой, связанной со штоком и соединенной с электромагнитом, причем в верхней части Штока смонтирован также поД пружиненный сердечник с формующим инструментом, датчик обратной связи связан с последним и выполнен в виде неравноплечего рычага, установленного на корпусе каретки, и фотоэлектрического преобразователя, а,горелки шарнирно /связаны со штоком.
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Разборное приспособление для накатки на рельсы сошедших с них колес подвижного состава | 1920 |
|
SU65A1 |
| Паровоз для отопления неспекающейся каменноугольной мелочью | 1916 |
|
SU14A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Установка для формирования пережима в заготовке ветеринарного термометра | |||
| Способ крашения тканей | 1922 |
|
SU62A1 |
| Пишущая машина для тюркско-арабского шрифта | 1922 |
|
SU24A1 |
| г | |||
| Клин Московской области, 1972. | |||
