Изобретение относится к изготовлению полых стеклянных изделий, таких как бутылки, флаконы или пузырьки.
С этой целью применяют машины I.S. (Individual Section), в которой каждая секция предназначена для обработки одной наборки или нескольких наборок стекла одновременно, при этом каждую наборку вводят и обрабатывают в черновой форме, а затем в чистовой форме.
Черновая форма состоит из двух полуформ, образующих вертикальную плоскость соединения в начале цикла изготовления.
Две полуформы закрывают на шейковой форме на нижнем конце черновой формы.
Черновая форма содержит также пуансон, восходящее движение которого приводит к образованию отверстия в заготовке.
Загрузка наборки в черновую заготовку происходит за счет силы тяжести через ее открытый верхний конец, над которым находится воронка.
В процессе прессования-выдувания эту загрузку осуществляют при нижнем положении пуансона. Затем верхний конец черновой формы закрывают дном, после чего пуансон осуществляет движение от шейковой формы вверх, увлекая за собой наборку. После заполнения дна формы (верхняя часть) стекло проходит через каналы прессования для выполнения шейки.
В процессе выдувания-выдувания загрузка наборки происходит при верхнем положении пуансона, который является относительно коротким. Верхний конец формы соединен со средством для сжатия дна наборки, в результате чего получают шейку. Затем этот верхний конец закрывают черновым дном, пуансон опускается, и отверстие заготовки получают выдуванием.
Черновое дно и обе черновые полуформы являются открытыми, и заготовку, удерживаемую шейковой формой, перемещают в чистовую форму путем поворачивания вокруг горизонтальной оси.
Трансформация заготовки в конечное изделие содержит три фазы:
- удлинение заготовки под действием ее собственного веса;
- выдувание удлиненной заготовки;
- извлечение бутылки.
Существенным источником видимых дефектов на поверхности конечного изделия является относительно сильный контакт с поверхностью полости черновой формы во время загрузки. Чтобы избежать этих дефектов, необходимо следить за качеством поверхности полости, а также за качеством скольжения наборки по поверхности полости, производя ее периодическую смазку.
Обычно эту смазку осуществляет оператор при помощи щетки, предварительно смоченной маслом. Оператор может производить смазку по ходу процесса, не прерывая нормальной работы машины I.S., однако более строгие требования по соблюдению мер безопасности могут предписывать извлечение наборок, предназначенных для рассматриваемой секции, по меньшей мере, во время рабочего цикла машины.
При смазке черновых форм оператором могут возникнуть проблемы разного рода.
В первую очередь оператор подвергается воздействию повышенной температуры и сильного шума даже при использовании обычно предусмотренных защитных средств. Работа в таких условиях может быть ограниченной по времени, например, национальными нормами охраны труда.
Кроме того, оператор должен координировать свои движения с движениями автоматизированных механических средств, что вызывает чувство напряжения и усталости.
С другой стороны, оператор производит периодическую смазку форм, руководствуясь более или менее случайным выбором, и не может точно предусмотреть смазку только для тех форм, которые в ней действительно нуждаются.
Кроме того, количество масла на щетке часто оказывается больше необходимого количества, и наносимый слой смазки оказывается неравномерным. Кроме того, нанесение смазки при помощи щетки является сложным и длительным и требует, например, после погружения щетки в масло удаления излишка этого масла со щетки.
Задачей изобретения является разработка нового способа, в котором масло наносится в минимально необходимом количестве слоем равномерной толщины по всей поверхности полости форм, без прямого физического вмешательства оператора.
В этой связи объектом изобретения является способ изготовления полого стеклянного изделия с использованием, по меньшей мере, одной формы, содержащей две полуформы, закрывающиеся на одном конце на шейковой форме и на другом конце дном, при этом производят смазку, по меньшей мере, одной из упомянутых форм в закрытом положении упомянутых полуформ на упомянутой шейковой форме, при этом упомянутое дно не закрывает упомянутый другой конец, отличающийся тем, что смазку осуществляют распылением через движущуюся трубку в полости формы, причем трубку удерживает робот, передвигающийся вдоль черновых форм машины I.S.
Смазку формы в закрытом положении можно осуществить в ходе одной операции, то есть, не прибегая к смазке двух полуформ отдельно. Тем не менее, в этой конфигурации авторы изобретения добились качественной смазки при помощи смазочного инструмента, передвигающегося в полости формы. В случае полых стеклянных изделий типа бутылок, имеющих ось вращения, смазочный инструмент может представлять собой трубку, один конец которой распыляет масло в виде конуса, например, с углом 45°. Вместе с тем, в зависимости от конфигурации форм можно предусмотреть любые другие формы распылительных трубок.
Распылительная трубка соединена со средствами управления и приведения в действие, которые предпочтительно являются дистанционными и изолированными, поэтому во время смазки форм оператор не чувствует ни высокой температуры, ни шума.
Согласно первому варианту способ в соответствии с настоящим изобретением содержит следующие этапы:
- в положении полуформ, закрытом на шейковой форме, вводят распылительную трубку в полость формы через ее конец, остающийся открытым в отсутствие упомянутого дна,
- перемещают трубку в направлении шейковой формы и одновременно напыляют трубкой равномерный слой по всей поверхности полости,
- открывают две полуформы,
- в случае необходимости отводят трубку от шейковой формы,
- затем производят распыление трубкой на шейковой форме.
Согласно второму варианту способ содержит следующие этапы:
- в положении полуформ, не закрытом на шейковой форме, позиционируют распылительную трубку на расстоянии от шейковой формы, соответствующем распылению,
- производят распыление трубкой на шейковой форме,
- в случае необходимости, приближают трубку к шейковой форме,
- затем удаляют трубку от шейковой формы и одновременное напыление трубкой равномерного слоя на всей поверхности полости.
Предпочтительно, чтобы смазка формы сопровождалась контролем горячей стадии изготовления полых стеклянных изделий. Под горячей стадией обычно понимают фазу способа, в которой изделия выходят из чистовых форм сразу после их окончательного формования. Задачей контроля горячей стадии является также обнаружение дефектов на готовом изделии, в частности на его части, соответствующей первому контакту наборки с черновой полостью во время загрузки.
При этом отмечают, из какой формы получено дефектное изделие, и осуществляют смазку полости этой формы.
Предпочтительно, чтобы контроль горячей стадии включал в себя измерение инфракрасного излучения, испускаемого изделиями на выходе из форм, с установлением картографии поверхности изделий.
Можно также предусмотреть смазку чистовых форм при помощи способа в соответствии с настоящим изобретением. Однако его основной задачей является смазка черновых форм, которая является намного более определяющей, что было пояснено выше в связи с загрузкой наборки.
Согласно изобретению, смазку черновой(ых) формы(форм) предпочтительно осуществляют поочередно секция за секцией. В частности, можно смазывать только черновую форму или черновые формы одной секции машины I.S., соответствующей, например, одному или нескольким отбракованным изделиям при контроле горячей стадии, затем таким же образом обработать одну за другой другие секции. Можно также осуществлять эти же операции смазки без контроля горячей стадии изготовления полых стеклянных изделий согласно заранее установленной последовательности.
Предпочтительно осуществлять одновременную смазку всех черновых форм в одной секции машины I.S. при помощи устройства, число распылительных трубок, которого соответствует числу черновых форм в упомянутой секции. Устройство с трубками перемещается от секции к секции.
Во время смазки машины I.S. может понадобиться соответствующая адаптация рабочего цикла секции. Поэтому предпочтительно, чтобы при смазке черновой формы (черновых форм) одной секции, производимой в процессе работы машины I.S.:
- извлекали наборку(и), предназначенную(ые) для этой черновой формы (этих черновых форм), (полость (или полости) этой формы (или этих форм) остается свободной для введения и применения распылительной трубки);
- соответствующая(ие) шейковая форма (шейковые формы) остается(ются) со стороны черновой формы (во время этого измененного цикла смазки не происходит никакого формования стекла, нет необходимости в перемещении в чистовую форму, и шейковую форму позиционируют соответствующим образом для начала следующего цикла производства);
- прекращали охлаждение этой черновой формы (этих черновых форм).
Что касается вышеуказанной последней адаптации рабочего цикла секции во время смазки, следует уточнить, что при производстве полых стеклянных изделий температура черновых форм и шейковых форм является очень высокой. Действительно, необходимо, чтобы эта температура не была слишком высокой, так как при удалении пуансон увлекает за собой слои стекла, предназначенные для производства. Поэтому форму оборудуют контуром охлаждающей текучей среды.
Вместе с тем, слишком холодная черновая форма является источником дефектов полого стеклянного изделия. Таким образом, когда для смазки требуется удаление одной или нескольких наборок из черновой формы, она может быть слишком холодной для одной или нескольких следующих наборок, и их приходится выбраковывать. Поэтому следует останавливать охлаждение черновой формы или черновых форм.
Кроме того, поскольку согласно изобретению смазку производят на закрытой форме, она охлаждается меньше.
Другим объектом изобретения является устройство для осуществления описанного выше способа, содержащее:
- одну или несколько трубок для одновременного распыления смазочной текучей среды в полости соответственно числу черновых форм в одной секции машины I.S., при этом каждая из этих черновых форм содержит на своем конце две полуформы в положении, закрытом на соответствующей шейковой форме, при этом ее верхний конец не закрыт соответствующим черновым дном,
- средства управления и приведения в действие распылительной трубки или распылительных трубок,
- и средства адаптации рабочего цикла упомянутой секции машины I.S.,
при этом трубка или трубки установлена(ы) на роботе, перемещающемся вдоль ряда черновых форм упомянутой машины I.S.
Средства адаптации рабочего цикла секции касаются, в частности, следующих изменений:
- шейковые формы остаются со стороны черновых форм;
- чистовые формы остановлены в положении начала цикла производства.
Предпочтительно, чтобы:
- робот был установлен с возможностью поступательного перемещения на направляющей вдоль черновых форм упомянутой машины I.S.;
- робот имел шесть осей перемещения.
Средства адаптации рабочего цикла секции предпочтительно содержат также средства извлечения наборки или наборок, предназначенной(ых) для черновой формы (черновых форм), во время смазки.
Предпочтительно, чтобы упомянутые средства управления и приведения в действие распылительной трубки или распылительных трубок были соединены со средствами обнаружения дефектов изделия после его формования. Эти средства обнаружения дефектов осуществляют контроль горячей стадии изготовления, такой как измерение инфракрасного излучения, испускаемого изделиями на выходе форм, как было указано выше. Это измерение позволяет точно локализовать дефекты на изделии и, в случае необходимости, повторяемость некоторых дефектов, и, следовательно, локализовать дефекты, например, в полости черновой формы. Обнаружение дефектов на горячей стадии, то есть в начале получения изделия, позволяет вмешаться в процесс на дефектных формах, чтобы как можно быстрее произвести смазку.
Вместе с тем, согласно изобретению не исключено соединение средств управления и приведения в действие распылительной трубки или распылительных трубок с другими средствами обнаружения дефектов изделия, таких как контроль холодной стадии, то есть автоматизированный контроль на выходе камеры отжига, связанный с отклонениями относительно требуемых размеров (калибр…) или с присутствием максимального количества дефектов (глазурь…).
Предпочтительно, чтобы устройство содержало аварийное средство остановки в присутствии тела внутри определенного пространства. Действительно, держатель распылительных трубок максимально приспособлен для машины I.S., будучи установленным со стороны черновых форм. Следует избегать любого столкновения держателя трубок с оператором или с любым механическим элементом. Кроме того, устройство может быть оборудовано высокочувствительным средством контроля столкновения, которое в случае столкновения включает тревожный сигнал и быстро останавливает робот, применяя замедление, чтобы амортизировать эффект удара.
В дальнейшем изобретение поясняется описанием вариантов его осуществления со ссылками на фигуры сопровождающих чертежей, на которых:
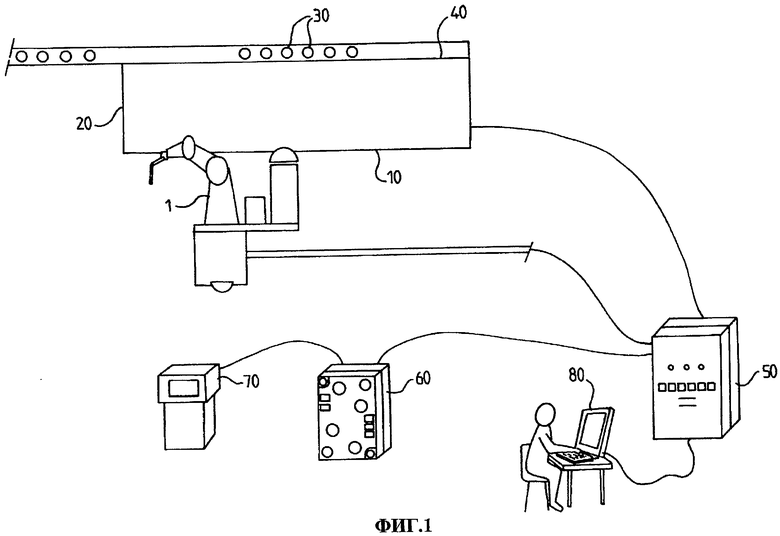
Фиг.1 изображает общий схематичный вид устройства смазки в соответствии с настоящим изобретением, соединенного с необходимыми для его работы интерфейсами,
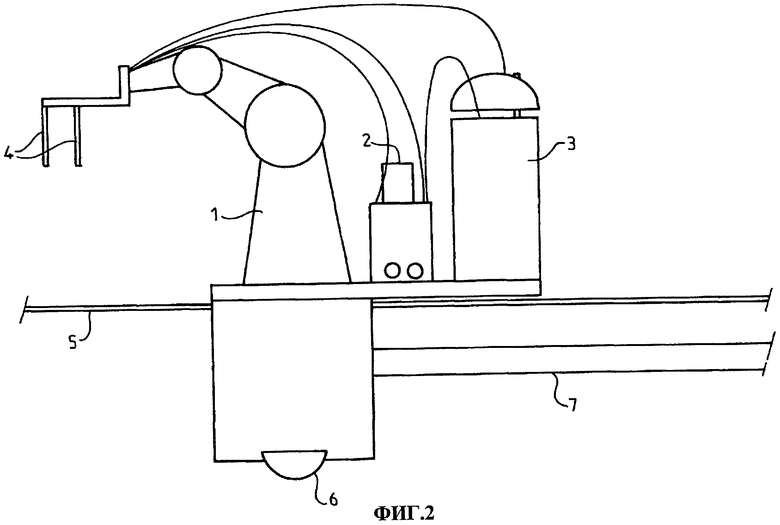
Фиг.2 - более детальный вид средств распыления масла этого устройства смазки,
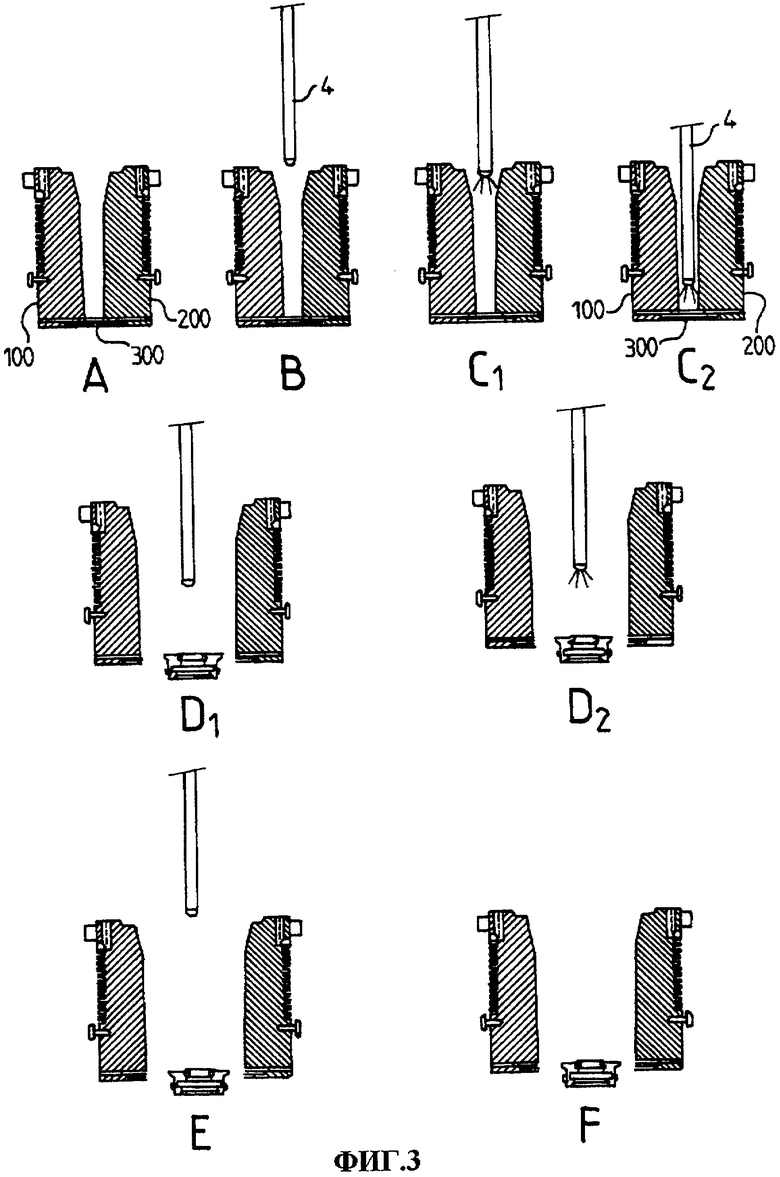
Фиг.3 - вариант способа смазки в соответствии с настоящим изобретением черновой формы сверху вниз.
Пример
Как показано на фиг.1, робот 1 с шестью осями перемещения удерживает смазочный инструмент, в случае необходимости, с несколькими трубками, более подробно описанный ниже со ссылками на фиг.2. Робот 1 находится со стороны черновых форм 10 машины I.S. 20. Бутылки 30 получают со стороны чистовых форм 40 машины I.S. 20.
Центральный блок 50 соединяет робот 1 с машиной I.S. 20, обеспечивая управление рабочими циклами робота 1 (включая подачу воздуха под давлением 5 бар для распыления) и адаптацию одного или нескольких рабочих циклов секции, которую обрабатывает робот 1. С другой стороны, центральный блок 50 получает от машины I.S. 20 данные, такие как обнаружение дефектов бутылок 30, в результате которых включается работа робота 1 на рассматриваемой секции.
Центральный блок 50 получает также данные от робота 1, например данные о наличии постороннего тела, в результате чего включается адаптация движений робота или остановка робота, а также адаптация работы машины I.S.
Центральный блок 50 соединен с электрической кабиной 60, которая, в свою очередь, соединена с вычислительным устройством 70, которые совместно обеспечивают движения робота.
Наконец, центральный блок 50 соединен с терминалом 80, через который оператор может следить за работой, а также вмешиваться в работу всей системы.
Как показано на фиг.2, робот 1 с шестью осями перемещения установлен с возможностью поступательного перемещения на направляющей 5 вдоль ряда черновых форм непоказанной машины I.S. Кабели, соединенные с роботом 1 (обеспечивающие электрическое питание, управление движениями робота, подачу сжатого воздуха…), объединены в магистраль 7, компенсирующую поступательное движение робота 1.
Робот 1 оборудован детектором 6 посторонних тел, соединенным с устройством автоматической остановки. С другой стороны, манипулятор робота имеет автоматическую функцию замедления, которая амортизирует эффект от возможного контакта, например, в случае сбоя в работе детектора 6.
Робот 1 содержит привод 2, обеспечивающий поступательное движение.
Он удерживает узел из двух распылительных трубок 4, предназначенный для секций машины I.S. с двумя наборками стекла. Обе трубки 4 соединены с масляным резервуаром 3 и с источником воздуха под давлением 5 бар.
Далее со ссылками на фиг.3 следует описание работы каждой из трубок 4.
На фиг.3А показана черновая форма в положении, при котором две полуформы 100, 200 закрыты на шейковой форме 300, но с открытым положением верхнего конца (отсутствие чернового дна).
Как показано на фиг.3В, распылительная трубка 4 приближается к полости формы сверху.
Как показано на фиг.3С1 и 3С2, трубка 4 проходит по всей высоте полости, непрерывно распыляя своим концом масляный конус с углом 45°. Таким образом, происходит смазка частей полости, принадлежащих к двум полуформам 100, 200.
На фиг.3D1 и 3D2 полуформы 100, 200 раздвигаются, освобождая шейковую форму 300, и трубка 4 отходит таким образом, чтобы обеспечить правильное распыление на шейковой форме.
На фиг.3Е и 3F трубку 4 удаляют.
Нормальный цикл изготовления полого стеклянного изделия может начаться после закрытия двух полуформ на шейковой форме и установки на место воронки для загрузки новой наборки.
Были испытаны различные варианты смазки черновых форм на машине I.S. с секцией для двух наборок для производства бордоских бутылок.
Вариант 1: участие оператора, с удалением наборок, на двух циклах работы машины I.S. для смазки черновых форм и двух других циклах для смазки шейковых форм.
Вариант 2: участие оператора, без удаления наборок во время смазки.
Вариант 3: работа описанного выше робота с заменой распылительных трубок на щетку, смоченную соответствующим количеством масла, с удалением наборок на двух циклах для смазки черновых форм и шейковых форм в ходе одной операции.
Вариант 4: согласно изобретению применение распылительных трубок, удаление наборок на одном цикле для смазки черновых форм и шейковых форм.
В приведенной ниже таблице указано число выбракованных изделий в зависимости от варианта смазки. Отбракованные бутылки являются дефектными бутылками, полученными после смазки черновых форм и/или шейковых форм. В основном эти дефекты связаны с тем, что черновые формы и/или шейковые формы находились при слишком низкой температуре.
4 (2 цикла для смазки шейковых форм)
4 (2 цикла шейковых форм)
4 (2 цикла шейковых форм)
Согласно вариантам 1 и 2, различают удаляемые наборки и/или отбракованные бутылки в результате смазки черновых форм, с одной стороны, и шейковых форм, с другой стороны, так как две операции смазки производились раздельно.
При вариантах 1 и 2 оператор подвергается воздействию температуры и шума.
В варианте 3 осуществляют смачивание щетки соответствующим количеством масла, опуская ее в масляную ванну, затем ее извлекают и поворачивают вокруг оси в двух противоположных направлениях поочередно, чтобы удалить излишек масла.
Наименьшее число бутылок отбраковывается при применении варианта смазки в соответствии с настоящим изобретением.
Кроме того, количество расходуемого масла при использовании распылительных трубок примерно в три раза меньше количества масла, расходуемого оператором.
Кроме того, за два идентичных 10-дневных производственных периода на одной и той же машине I.S. произвели оценку количества бордоских бутылок, полученных при смазке оператором, с одной стороны, и при смазке в соответствии с настоящим изобретением, с другой стороны. Речь идет об оценке, произведенной на холодной стадии, то есть на выходе камеры отжига, по следующим четырем критериям:
- видимые дефекты (масляные пятна на бутылке, камни в стекле, пузырьки…);
- толщина стекла (не должна быть слишком малой, чтобы не снизить прочность стекла);
- калибр = прохождение пробки;
- глазурь = перепады в толщине стекла, которые могут образоваться во время изготовления и повысить хрупкость бутылки.
Результаты выражены в процентах количества дефектных бутылок. Они показывают небольшое повышение качества изделий на холодной стадии, достигнутое при автоматической смазке в соответствии с настоящим изобретением.
Изобретение относится к автоматической смазке форм для изготовления полых стеклянных изделий. Технический результат изобретения заключается в нанесении слоя смазки равномерной толщины без прямого физического вмешательства оператора. Форма для изготовления полого стеклянного изделия выполнена из двух полуформ, закрывающихся со стороны дна и шейковой формы. Смазку производят в случае, когда форма открыта со стороны дна, но в закрытом положении полуформ со стороны шейковой формы. Смазку наносят распылением через трубку, движущуюся в полости формы. Трубку удерживает робот, передвигающийся вдоль черновых форм. Распыление на шейковой форме осуществляют в открытом положении полуформ. 2 н. и 14 з.п. ф-лы, 3 ил., 2 табл.
1. Способ автоматической смазки форм для изготовления полого стеклянного изделия (30) с использованием, по меньшей мере, одной формы, содержащей две полуформы (100, 200), закрывающиеся на одном конце на шейковой форме (300) и закрываемые на другом конце дном, при этом производят смазку, по меньшей мере, одной из упомянутых форм в закрытом положении упомянутых полуформ (100, 200) на шейковой форме, при этом упомянутое дно не закрывает упомянутый другой конец, отличающийся тем, что смазку производят распылением через движущуюся трубку (4) в полости формы, при этом трубку (4) удерживает робот (1), передвигающийся вдоль черновых форм машины I.S., при этом распыление на шейковой форме (300) трубкой осуществляется в не закрытом положении полуформ (100, 200).
2. Способ по п.1, отличающийся тем, что
- в положении полуформ (100, 200), закрытом на шейковой форме (300), вводят распылительную трубку (4) в полость формы через ее конец, остающийся открытым в отсутствие упомянутого дна,
- перемещают трубки (4) в направлении шейковой формы и одновременно напыляют трубкой равномерный слой по всей поверхности полости,
- открывают две полуформы (100, 200),
- в случае необходимости, удаляют трубки (4) от шейковой формы (300),
- затем производят распыление трубкой (4) на шейковой форме (300).
3. Способ по п.1, отличающийся тем, что
- в положении полуформ (100, 200), не закрытом на шейковой форме (300), позиционируют распылительную трубку (4) на расстоянии от шейковой формы (300), соответствующем распылению,
- производят распыление трубкой (4) на шейковой форме (300),
- в случае необходимости, приближают трубку (4) к шейковой форме (300),
- затем удаляют трубки (4) от шейковой формы (300) и одновременно напыляют трубкой (4) равномерный слой на всей поверхности полости.
4. Способ по одному из предыдущих пунктов, отличающийся тем, что при смазке форм осуществляют контроль горячей стадии изготовления полых стеклянных изделий.
5. Способ по п.4, отличающийся тем, что контроль горячей стадии включает в себя измерение инфракрасного излучения, испускаемого изделиями (30) на выходе из форм.
6. Способ по п.1, отличающийся тем, что смазку черновой(ых) формы(форм) осуществляют поочередно секция за секцией.
7. Способ по п.1, отличающийся тем, что осуществляют одновременную смазку всех черновых форм в одной секции машины I.S. при помощи устройства, содержащего распылительные трубки (4), число которых соответствует числу черновых форм в упомянутой секции.
8. Способ по п.6, отличающийся тем, что, если во время работы машины I.S. производят смазку черновой формы (черновых форм) одной секции, извлекают наборку(и), предназначенную(ые) для этой черновой формы (этих черновых форм).
9. Способ по п.6, отличающийся тем, что при осуществлении смазки черновой формы (черновых форм) одной секции в процессе работы машины I.S. соответствующая(ие) шейковая форма (шейковые формы) остается(ются) со стороны черновой формы.
10. Способ по п.6, отличающийся тем, что при осуществлении смазки черновой формы (черновых форм) одной секции в процессе работы машины I.S. прекращают охлаждение этой черновой формы (этих черновых форм).
11. Устройство для осуществления способа по любому из предыдущих пунктов, содержащее:
- одну или несколько трубок (4) для одновременного распыления смазочной текучей среды в полости соответствующего числа черновых форм в одной секции машины I.S., при этом каждая из этих черновых форм содержит на своем конце две полуформы (100, 200) в положении, закрытом на соответствующей шейковой форме (300), при этом ее верхний конец не закрыт соответствующим черновым дном,
- средства (1, 50, 60, 70, 80) управления и приведения в действие распылительной трубки или распылительных трубок (4),
- и средства (50, 60) адаптации рабочего цикла упомянутой секции машины I.S.,
при этом упомянутые средства (1, 50, 60, 70, 80) выполнены с возможностью активации распылительной трубки или трубок (4) для одновременной смазки шейковой формы (300) каждой из черновых форм в не закрытом положении полуформ (100, 200),
при этом трубка или трубки (4) установлена(ы) на роботе (1), перемещающемся вдоль ряда черновых форм упомянутой машины I.S.
12. Устройство по п.11, отличающееся тем, что робот (1) установлен с возможностью поступательного перемещения на направляющей (5) вдоль черновых форм упомянутой машины I.S.
13. Устройство по одному из пп.11 или 12, отличающееся тем, что робот (1) имеет шесть осей перемещения.
14. Устройство по п.11, отличающееся тем, что упомянутые средства (50, 60) адаптации содержат средства извлечения наборки или наборок, предназначенной(ых) для черновой формы (черновых форм), во время смазки.
15. Устройство по п.11, отличающееся тем, что упомянутые средства (1, 50, 60, 70, 80) управления и приведения в действие распылительной трубки или распылительных трубок (4) соединены со средствами обнаружения дефектов изделия после его формования.
16. Устройство по п.11, отличающееся тем, что содержит аварийное средство (6) остановки в присутствии тела внутри определенного пространства.
| US 4867777 А, 19.09.1989 | |||
| US 5597396 А, 28.01.1997 | |||
| US 5938806 А, 17.08.1999 | |||
| Машина для формования изделий из стекла | 1987 |
|
SU1518313A1 |

