1
Изобретение относится к машинам дл формования стеклянной тары большой емкости к может быть использовано в стекольной промышленности.
Известна вакуумно-выдувная машина, в которой устройство для перемещения держателей горловых колец вьтолнено в виде бесконечного транспортера, вдоль которого установлены размещенные на опоре черновая, промежуточная и чистовая формы, каждая из которых связана с инцивиауальным пневмоприводом к содержит дутьевые головки , плунжер с механизмом подъема Il3.
Известная вакуумно-выдувная машина имеет недостаточную производительнсють а пневматический привод усложняет управление машиной иэ-за большого колвчества регулировок и снижает надежность работы иэ-за отсутствия устойчивых скоростных характеристик.
Между раздуванием заготовки в промужуточной и чистовой формах необходимо время пля выравнивания температуры стекла зат отовки по Толщине. Это
приводит к снижению коэффициента использования промежуточной и чистовой форм и снижению производительности.
Целью изобретения является повышение производительности и надежности работы вакуумно-выдувной машины.
Это достигается тем, что вакуумно-выдувная машина для формования стеклянных изделий большой емкости, содержаишя дутьевые головки, размещенные на опоре, бесконечный транспортер, вдоль которого установлены черновая, промежуточная и чистовая формы, каждая из которых свяэаньу с индивидуальньм механизмом привода, горловые кольца с держателямч, закрепленными на бесконечном транспортере, плунжер с механизмом подъема и подогреватели, снабжена дополнительньл бесконечным транспортером с установленными вдоль него дополнительными черновой, промежуточной и чистовой формами, а каждый м ханизм привода выполнен в виде копиря, который
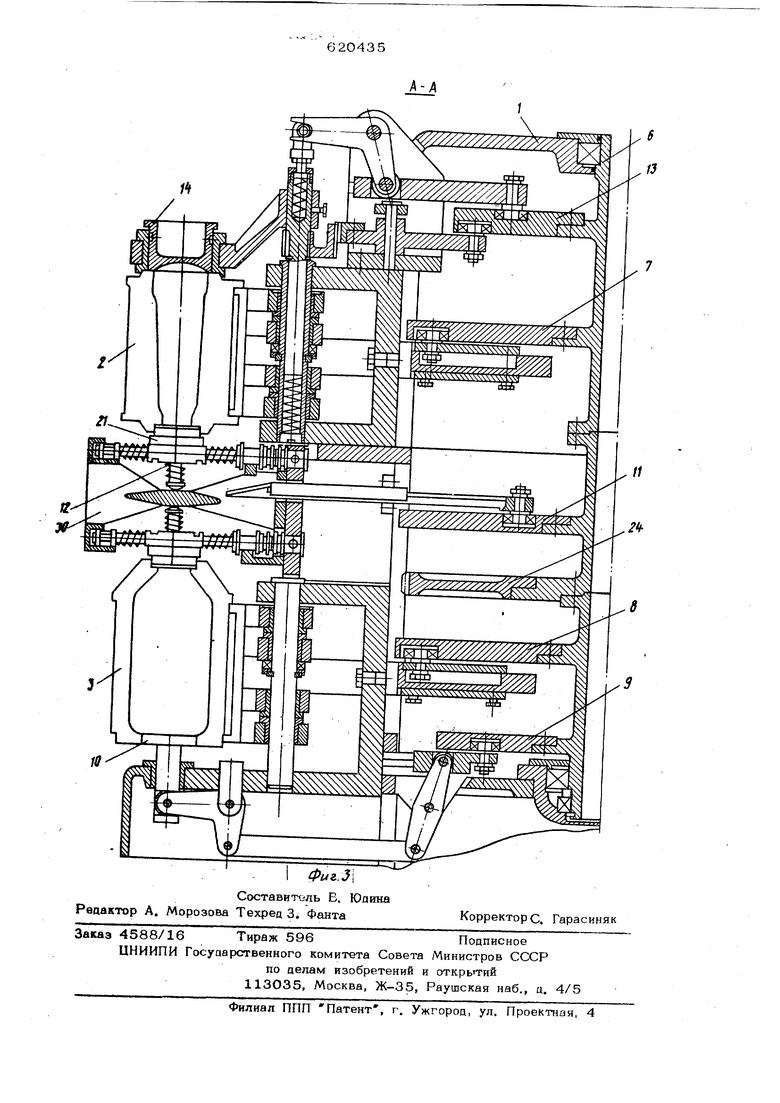
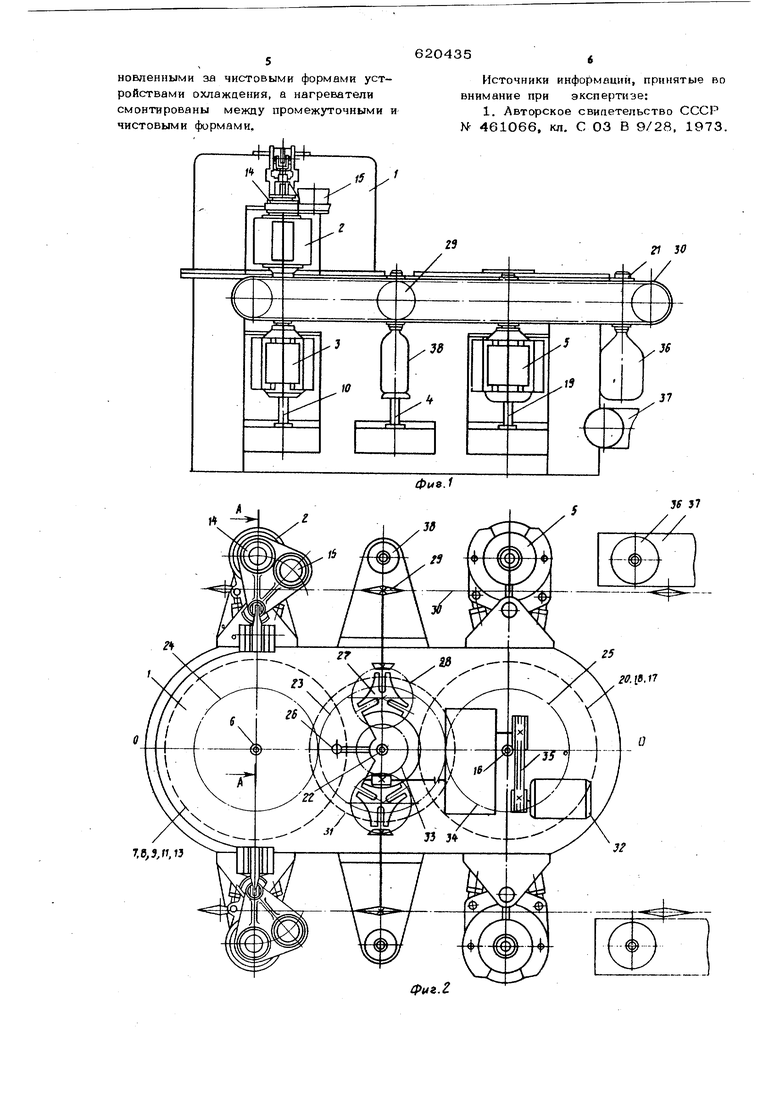
установлен между транспо)терами, причем машина снабжена также установленными за чистовыми формами устройствами охлаждекиа , а нагреватели смонтированы между промежуточными и чистовыми формами. На фиг. 1 изображена машина, вид сбоку; на фиг. 2-го же, вид в плане с кинематической схемой; на фиг. 3 разрез А-А на фиг. 2. Машина включает корпус 1, на котором размешены две секции 2 черновой формы, две секции 3 промежуточной формы, два механизма 4 подъема поддона на позиции разогрева заготовок и две секции 5 чистовой формы. Внутри корпуса расположен вал 6, на котором закреплены копир 7 открывания черновых форм, копир 8 открывания промежуточных форм, копир 9 подъема промежуточных поддонов 1О, копир 11 поаъема плунжеров 12, копир 13 подъема и поворота затвора 14 и воронки 15. Внутри корпуса расположен также вал 16, на котором закреплены копир 17 открь вания чистовых форм, копир 18 подъем чистовых поддонов 19 и копир 20 открьгеания держателей горловьтс колец 21 Ведущий вал 22 через шестерни 23-25 связан с валами 6 и 16. Цевка 26, закрепленная на валу 22 через Man тийские кресты 27 конической пары 28 и ведущие звездочки 29, воэае ствует на транспортеры ЗО, несущие держатели г ловых колец 21. На ведущем валу 22 зак плен копир 31, воздействующий на механи мы 4 поддонов. Ведущий вал 22 связан с электродвигателем 32 через червячную п 33, редуктор 34 и ременную передачу 35. Готовое изделие 36 попадает.при открывании горлового кольца на стол с устройством 37 охлаждения. Промежуточную заготовку 38 во время подогрева удерживает от провисания поддон 4. Вакуумно-выдувная машина работает следующим образом. После окончания цикла выдувания, который производится одновременно в черновой, промежуточной и чистовой формах, вращающиеся копиры, расположенные между транспортерами, воздействуют на формы и производят их открывание и отвод поддонов. После отк рывания форм цевка через мальтийски крест, коническую пару и ведущую звездочку перемещает транспортер с горловыми кольцами на один шаг, при этом черновая пулька перемещается в промеж точную форму, заготовка из промежуточной формы перемещается на позицию разогрева, с позиции разогрева в чистовую форму, а готовое изделие из чисто- ОЙ формы на позицию охлаждения. После кончания перемещения под воздействием копиров формы закрьшаются, поддоны заыкают нижнюю полость формы, а подон на позиции разогрева поддерживает заготовку от чрезмерного провисания и в каждой форме производится новый микл выдувания. В связи с тем, что машина выполнена симметрично относительно оси 0-0 и имеет два комплекта форм, механизмы форм и транспортер одной стороны поц воздействием копиров повторяют движения-механизмов форм и транспотера другой стороны со сдвигом циков на 180 . Это дает возможность от одного питателя подавать порции стекломассы поочередно то в одну, то в другую черновую форму. комплекта форм, приводимые в движение одними .копирами, позволяют увеличить производительность машины. Введение позиции разогрева заготовки между промежуточными и чистовыми формами и стола охлаждения готового изделия повышает коэффициент использования форм, d также способствует увеличению производительности машины. Применение механического приводи вместо пневматического надежность работы за счет получения более твердых скоростных характеристик и упрощает управление машиной за счет снижения числа регулировок. Формула изобретения Вакуум но-выдувная машина лля формования стеклянных изделий большой емкости. Содержащая дутьевые головки, размещенные на опоре, бесконечный транспортер, вдоль которого установлены черновая, промежуточная и чистовая формы, каждая из которых связана с индивидуальным механизмом привода, горловые кольца с держателями, закрепленными на бесконечном транспортере, плунжер с механизмом подъема и подогреватели, отличающаяся тем, что, с целью повышения производительности и надежности работы, она снабжена пополнительным бесконечным транспо 5тером с установленными вдоль него дополнительными черновой, промежуточной и чистовой формами, а каждый механизм привода Выполнен в виде копира, который установлен между транспортерами, 2. Машина по п. 1, отличающаяся тем, что она снабжепч yr-i-;i
новленными за чистовымк формами устройствами охлаждения, а нагреватели смонтированы между промежуточными и чистовыми формами.
Источники информации, принятые во внимание при экспертизе:
1. Авторское свиаетельство СССР Н 461066, кл, С 03 В 9/28. 1973.
фиг.2
| название | год | авторы | номер документа |
|---|---|---|---|
| Вакуумно-выдувная машина | 1973 |
|
SU461066A1 |
| КОНВЕЙЕРНАЯ МАШИНА ДЛЯ ВЫРАБОТКИ ПОЛЫХ СТЕКЛЯННЫХ ИЗДЕЛИЙ | 1970 |
|
SU427905A1 |
| Вакуумно-выдувная машина для стеклянной тары большой емкости | 1952 |
|
SU99601A1 |
| Секционная стеклоформующая машина | 1973 |
|
SU653221A1 |
| СПОСОБ И МАШИНА ДЛЯ ПРОИЗВОДСТВА ПОЛЫХ СТЕКЛЯННЫХ ИЗДЕЛИЙ | 2003 |
|
RU2307077C2 |
| Прессовыдувная стеклоформующая машина | 1978 |
|
SU933642A1 |
| Прессовыдувная стеклоформующая машина | 1977 |
|
SU711526A1 |
| ВСЕСОЮЗНАЯ1,,j_[,,, _г^ . .,.,,..-J...^^..^ __ 16>&Kj..;»;o гвг^з. iv'BA | 1973 |
|
SU373264A1 |
| ПОВОРОТНАЯ ГОЛОВКА | 2008 |
|
RU2384411C1 |
| Г. А. А. Н. Орлов и Я. И. Ермаков•CHahijrAv | 1967 |
|
SU191065A1 |