(54) БОРШТАНГА К РЕЗЬБОНАРЕЗНО.МУ СТАНКУ
| название | год | авторы | номер документа |
|---|---|---|---|
| Борштанга к резьбонарезному станку | 1972 |
|
SU472754A1 |
| УСТРОЙСТВО ДЛЯ НАРЕЗАНИЯ РЕЗЬБЫ НА ТРУБАХ НА УСТЬЕ СКВАЖИН | 2000 |
|
RU2190078C2 |
| БОРШТАНГА ДЛЯ РАСТАЧИВАНИЯ ГЛУБОКИХ ОТВЕРСТИЙ | 1972 |
|
SU332926A1 |
| Станок для обработки внутренних фасонных поверхностей | 1980 |
|
SU1024175A1 |
| Держатель для резьбонарезного инструмента | 1985 |
|
SU1266669A2 |
| ГЛУБОКОРАСТОЧНОЙ СТАНОК | 1969 |
|
SU242638A1 |
| УСТРОЙСТВО ДЛЯ НАРЕЗАНИЯ РЕЗЬБЫ НА ТРУБАХ НА УСТЬЕ СКВАЖИН | 2012 |
|
RU2474671C1 |
| Устройство для глубокого сверления | 1986 |
|
SU1421470A1 |
| Резцовая ножовка | 1939 |
|
SU59221A1 |
| Расточный блок | 1937 |
|
SU54321A1 |
1
Изобретение относится к станкостроению и .может быть использовано в станках для нарезания внутренних резьб.
Известна борштанга к резьбонарезному станку, содержащая корпус, оправку с опорной плоскостью, установленную в отверстии корпуса, и механизм настройки 1.
Для расширения технологических возможностей на оправке выполнена винтовая нарезка, на которой раз.мещена гайка-маховик сбуртом, расположенным между передним торцом корпуса и оуртами полуколец, закрепленных на торце корпуса, а также контргайка, установленная с возможностью фиксации от поворота при помощи пальцев, расположенных в гайке-маховике параллельно оси оправки, а на корпусе борщтанги выполнена прорезь, в которой закреплена планка, взаимодействующая с опорной плоскостью оправки, причем борштанга снабжена установочными винтами, концы которых расположены в продольном пазу, выполненном на хвостовике оправки.
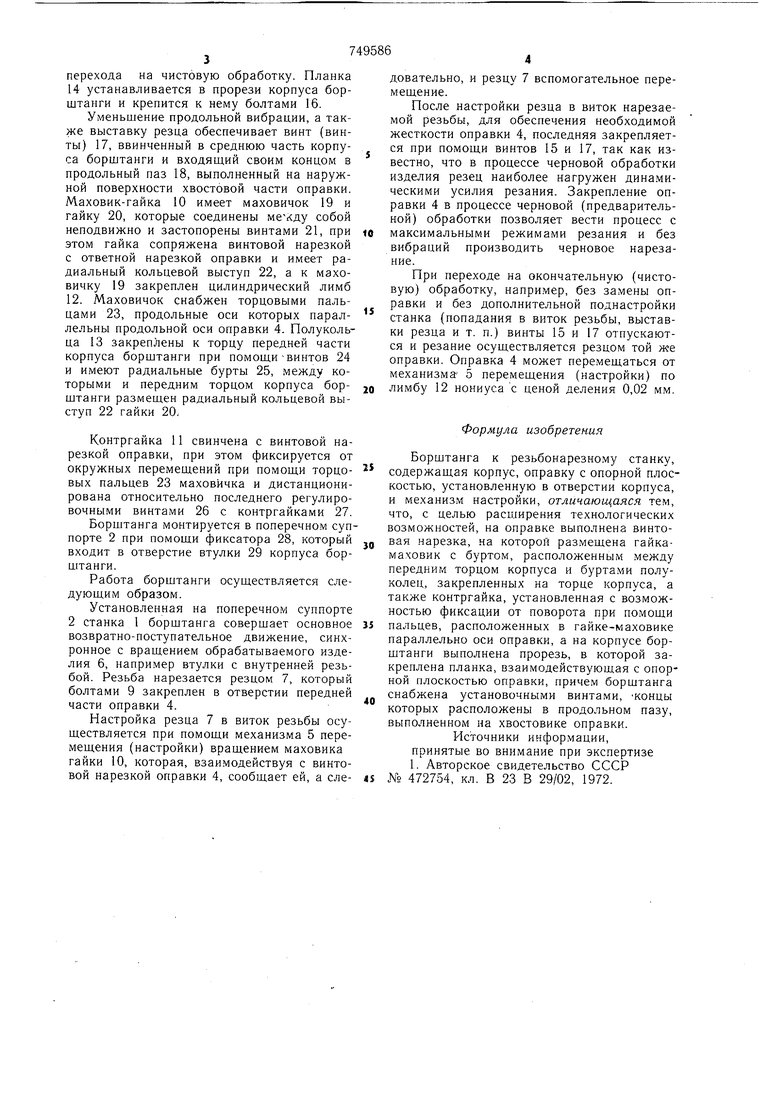
На фиг. 1 изображена предлагаемая борштанга, установленная на станке, обцдий вид; на фиг. 2 - разрез А-А на фиг. 1; на фиг. 3 - разрез Б-Б на (Ьиг. 1;
на фиг. 4 - разрез В-В на фиг. 3; на фиг. 5 -- вид по стрелке Г на фиг. 4; на фиг. 6 - разрез Д-Д на фиг. 4; на фиг. 7 - узел I на фиг. 4.
Борштаяга к резьбонарезному станку в
собранном виде может быть установлена на токарном и тому подобных станках 1 на поперечном суппорте.
Борштанга состоит из корпуса 3 борштанги, оправки 4 в отверстии корпуса борштанги, механизма 5 перемещения (настройки)
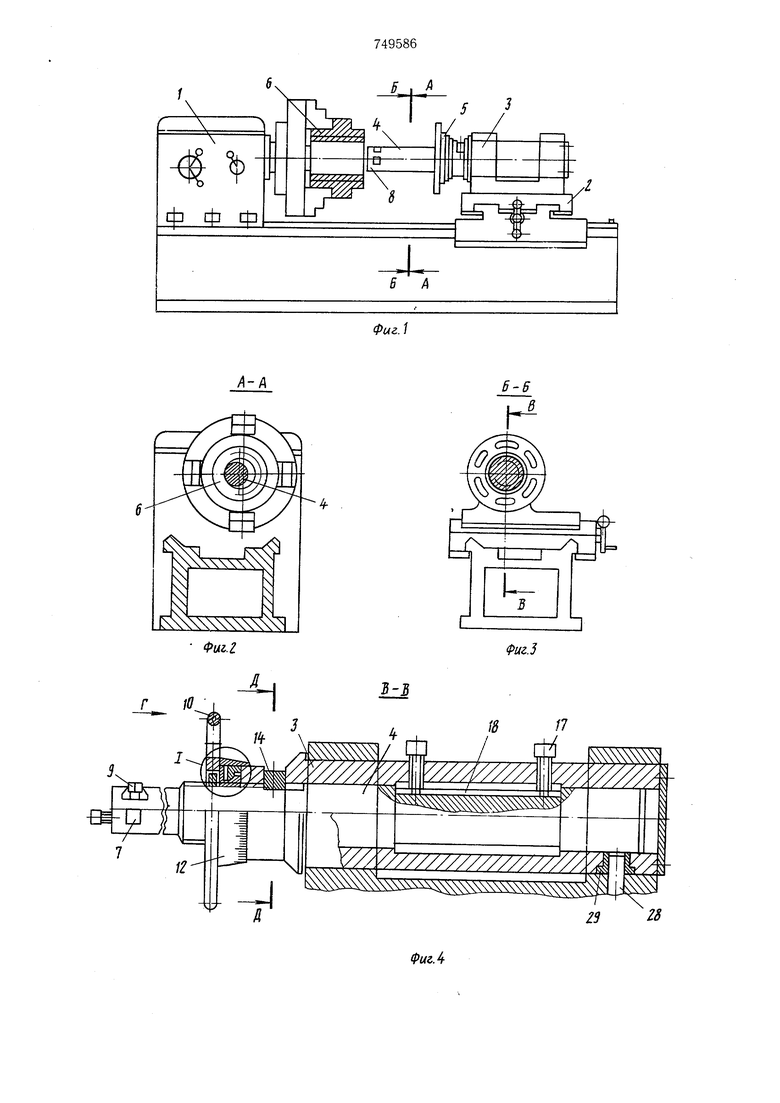
10 в нарезаемый виток изделия 6 и резца 7. Оправка представляет собой валик дл закрепления резца, который устанавливается в ее передней части 8 при помощи болтов 9. Механизм 5 перемещения (настройки) устанавливается на торце передней части
корпуса 3 борщтанги и имеет маховик-гайку 10, контргайку 11, цилиндрический лимб 12 нониуса, полукольца 13 и планку 14 с опорной плоскостью Е для базирования ответной поверхности оправки 4. Планка 14 с
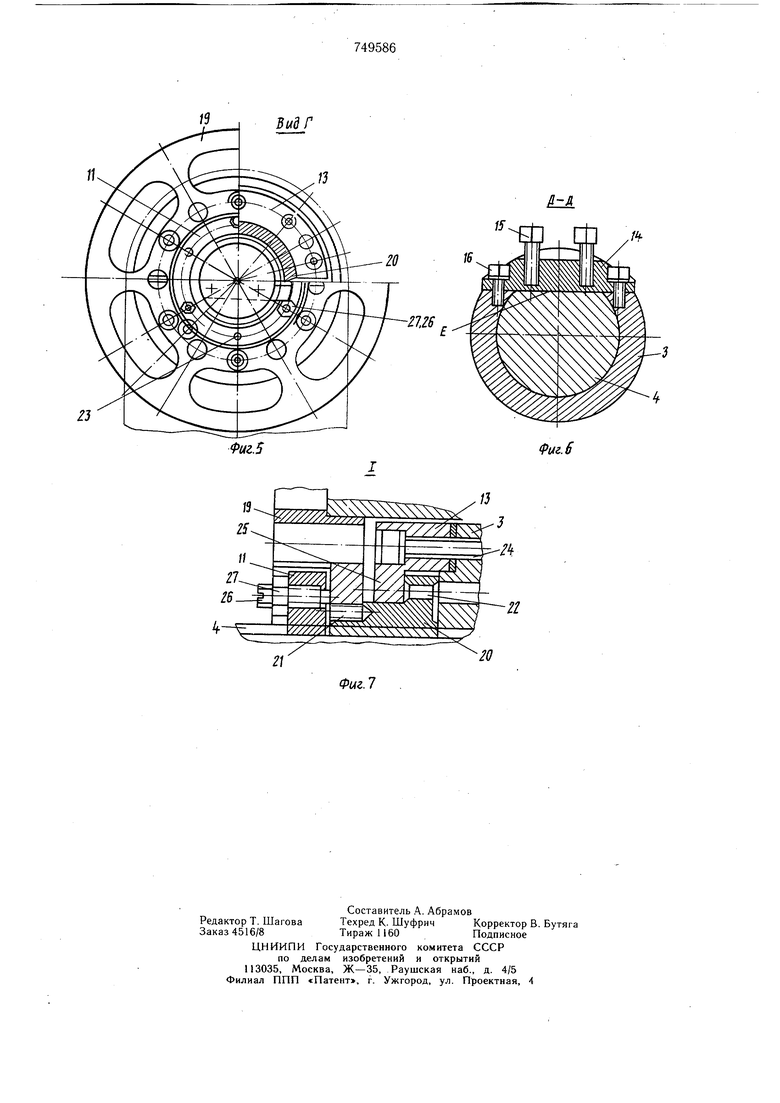
20 опорной плоскостью Е служит для базирования ответной поверхности оправки 4, которое необходимо для уменьшения поперечной (окружной) вибрации, а также выставки оправки винтами 15, напри.мер. в момент перехода на чистовую обработку. Планка 14 устанавливается в прорези корпуса борштанги и крепится к нему болтами 16. Уменьшение продольной вибрации, а также выставку резца обеспечивает винт (винты) 17, ввинченный в среднюю часть корпуса борштанги и входящий своим концом в продольный паз 18, выполненный на наружной поверхности хвостовой части оправки. Маховик-гайка 10 имеет маховичок 19 и гайку 20, которые соединены собой неподвижно и застопорены винтами 21, при этом гайка сопряжена винтовой нарезкой с ответной нарезкой оправки и имеет радиальный кольцевой выступ 22, а к маховичку 19 закреплен цилиндрический лимб 12. Маховичок снабжен торцовыми пальцами 23, продольные оси которых параллельны продольной оси оправки 4. Полукольца 13 закреплены к торцу передней части корпуса борштанги при помощи-винтов 24 и имеют радиальные бурты 25, между которыми и передним торцом корпуса борштанги размещен радиальный кольцевой выступ 22 гайки 20. Контргайка 11 свинчена с винтовой нарезкой оправки, при этом фиксируется от окружных перемещений при помощи торцовых пальцев 23 маховичка и дистанционирована относительно последнего регулировочными винтами 26 с контргайками 27. Борщтанга монтируется в поперечном суппорте 2 при помощи фиксатора 28, который входит в отверстие втулки 29 корпуса борщтанги. Работа борщтанги осуществляется следующим образом. Установленная на поперечном суппорте 2 станка 1 борщтанга совершает основное возвратно-поступательное движение, синхронное с вращением обрабатываемого изделия 6, например втулки с внутренней резьбой. Резьба нарезается резцом 7, который болтами 9 закреплен в отверстии передней части оправки 4. Настройка резца 7 в виток резьбы осуществляется при помощи механизма 5 перемещения (настройки) вращением маховика гайки 10, которая, взаимодействуя с винтовой нарезкой оправки 4, сообщает ей, а еледовательно, и резцу 7 вспомогательное перемещение. После настройки резца в виток нарезаемой резьбы, для обеспечения необходимой жесткости оправки 4, последняя закрепляется при помощи винтов 15 и 17, так как известно, что в процессе черновой обработки изделия резец наиболее нагружен дина.мическими усилия резания. Закрепление оправки 4 в процессе черновой (предварительной) обработки позволяет вести процесс с максимальными режимами резания и без вибраций производить черновое нарезание. При переходе на окончательную (чистовую) обработку, например, без замены оправки и без дополнительной поднастройки станка (попадания в виток резьбы, выставки резца и т. п.) винты 15 и 17 отпускаются и резание осуществляется резцом той же оправки. Оправка 4 может перемещаться от механизма- 5 перемещения (настройки) по лимбу 12 нониуса с ценой деления 0,02 мм. Формула изобретения Борштанга к резьбонарезному станку, содержащая корпус, оправку с опорной плоскостью, установленную в отверстии корпуса, и механизм настройки, отличающаяся тем, что, с целью расширения технологических возможностей, на оправке BbinOvTHeHa винтовая нарезка, на которой размещена гайкамаховик с буртом, расположенным между передним торцом корпуса и буртами полуколец, закрепленных на торце корпуса, а также контргайка, установленная с возможностью фиксации от поворота при помощи пальцев, расположенных в гайке-маховике параллельно оси оправки, а на корпусе борщтанги выполнена прорезь, в которой закреплена планка, взаимодействующая с опорной плоскостью оправки, причем борштанга снабжена установочными винтами, концы которых расположены в продольном пазу, выполненном на хвостовике оправки. Источники информации, принятые во внимание при экспертизе 1. Авторское свидетельство СССР № 472754, кл. В 23 В 29/02, 1972.
ф
5 ,
в f г ю t: ШШ1/.Ш / Шт}: /////Л Ш Щ п /: г г /г .. I/ is -- - Ji ..-I ...Hf .... 1.1 ,.- 1 4- - vy I k
S
У/////// 7
Л
/5
/4
20
