ПРИБОР ДЛЯ КОНТРОЛЯ КИНЕМАТИЧЕСКОЙ ТОЧНОСТИ ЗУБОРЕЗНЫХ СТАНКОВ
Заявлено 29 января 1960 г. за Л 652511/25 в Комитет по делам изобретений-и открытий при Совете Министров СССР
Опубликовано в «Бюллетене изсбретений К9 7 за 1961 г. Основное авт. св. № 115707 от 21 августа 1956 г. на имя Н. Н. Маркова
В основном авт. св. № 115707 описан аналогичный предлагаемому БрКбор, который, однако, не обеспечивает контроля кинематическо точности зуборезных стэнков, работающих с периодическим делением.
Для устранения этого -недостатка в предлагаемом приборе приметгеиа фрикционная муфта, взаимодействующая с одним из валов Г1ркбора и пробуксовывающая каждый раз по окончании обработки одного зуба, кроме того, применен фиксатор, сбеснечивающий установку пера самописца Б исхо.дное положение. Это дает возможность коитролирезать кинематическую точность путем определения синхронности перемещеимя нарезаемого колеса и ииструмента.
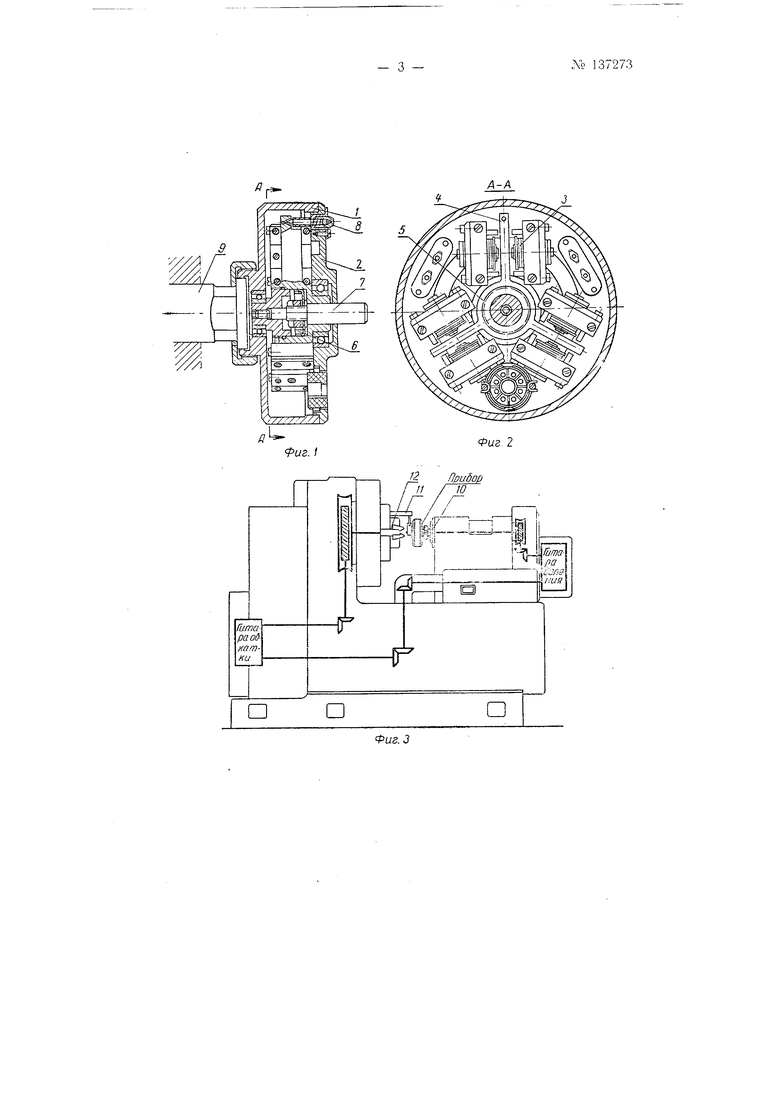
На фиг. i изображен описываемый прибор в продольном разрезе; на фиг. 2 - разрез по Л-Л, на фиг. 3 - схема включения прибора в кинематическую цепь станка.
Прибор - дифференциальный индуктивный датчик - смоитироБан в корпусе /, на основании 2 которого установлены щесть катущек 5, попарно по обе стороны лопастей 4 трехлопастного якоря 5, свободно вращающегося в подщипииках. Якорь 5 через фрикционную муфту 6 соединен с выходным валико.м 7 прибора. Кнопка фиксатора 8 служит для установки якоря в нейтральиое положение и для ограничения его хода. В корпусе прибора могут устанавливаться сменные оправки 9 в зависимости от посадочного отверстия в шпинделе проверяемого станка.
Контроль кинематической точности осуществляется следующим образом. Станок налажи-вают на нарезание колесаС минимальным количеством зубьев, «апример восемью - двенадцатью зубьями и таким же числом зубьев производящего колеса. После этого совмещают ось щпинделя изделия и ось резцовой люльки. Оправку с прибором устанавливают в щпиндель 10 станка и хомутиком // соединяют выходной валик 7
№ 137273- 2 -
прибора с резцовой люлькой 12. Затем прибор подключают к электрическому самописцу, работающему с индуктивным датчиком системы Чамана, и включают станок.
Рассогласование движения шпинделя относительно резцовой люльки, вызывает колебания якоря прибора и фиксируется самописцем. Последний может производить запись с четырьмя различными масштабами, при которых один миллиметр записи соответствует 8, 4, 2 или / угловой секунде.
Перед началом записи нажатием на кнопку 8 устанавливают якорь в нейтральное положение и тем самым иеро самописца на середину бумаги. Включают станок и самописец регистрирует кинематические погрешности станка. По окончании цикла обкатки станок автоматически осуществляет деление, при котором фрикционная муфта прибора пробуксовывает. После возвращения люльки в исходное положение снова нажимают кнопку для установки пера в исходное положение и повторяют цикл записи. После того как шпиндель сделает полный оборот, проверка закончена.
Для получения записи погрешностей могут быть применены самые разнообразные датчики и самописцы: датчик сопротивления с осциллографом, датчик с фотоэлементом и осциллографом, датчики с магнитными масштабами, са.мопишущий миллиамперметр и др.
Пред 1 е т Изобретения
Прибор для контроля кинематической точности зуборезных станков по авт. св. Ao 115707, отличающийся тем, что, с целью контроля кинематической точности зуборезных станков, работающих с периодическим делением путем определения синхронности перемещения нарезаемого колеса и инструмента, прИ1менсны фрикционная муфта, взаимодействующая с одним из валов прибора и пробуксовывающая каждый раз по окончании обработки одного зуба, и фиксатор, обеспечивающий установку пера самописца в исходное положение.